Латунь является двойным или многослойным сплавом на основе меди с основным легирующим элементом — цинком. Также часто добавляют олово, железо, никель, свинец и марганец, другие элементы. К бронзам по металлургической классификации не относится.
Плотность материала — это физическая величина, которая определяет отношение массы материала к занимаемому объему. Другими словами, плотностью называют количество массы, находящейся в 1 единице объема. В системе СИ единицей измерения плотности принято считать кг/м3. Какова плотность латуни, можно узнать из физических свойств сплава, величина плотности может меняться в зависимости от среды и условий измерения. Плотность твердых веществ можно узнать из справочной химической таблицы.
Таблицы плотности металлов и сплавов
Все металлы обладают определенными физико-механическими свойствами, которые, собственно говоря, и определяют их удельный вес. Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката. Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.
Удельным весом металла называется отношение веса однородного тела из этого вещества к объему металла, т.е. это плотность, в справочниках измеряется в кг/м3 или г/см3. Отсюда можно вычислить формулу как узнать вес металла. Чтобы это найти нужно умножить справочное значение плотности на объем.
В таблице даны плотности металлов цветных и черного железа. Таблица разделена на группы металлов и сплавов, где под каждым наименованием обозначена марка по ГОСТ и соответствующая ей плотность в г/см3 в зависимости от температуры плавления. Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.
Наиболее типичным черным металлом является железо. Значение плотности — 7,85 г/см3 можно считать удельным весом черного металла на основе железа. К черным металлам в таблице относятся железо, марганец, титан, никель, хром, ваннадий, вольфрам, молибден, и черные сплавы на их основе, например, нержавеющие стали (плотность 7,7-8,0 г/см3), черные стали (плотность 7,85 г/см3) в основном используют производители металлоконструкций в Украине , чугун (плотность 7,0-7,3 г/см3). Остальные металлы считаются цветными, а также сплавы на их основе. К цветным металлам в таблице относятся следующие виды:
− благородные металлы (драгоценные) — платина, золото, серебро и полублагородная медь;
− легкоплавкие металлы – цинк, олово, свинец.
Фазовое состояние вещества в сплаве Л63
Сплавы бывают однофазными и двухфазными. Двухкомпонентные сплавы, в том числе Л63 в основном относятся к однофазным структурам. При появлении второй фазы, механические показатели изделий падают: повышается хрупкость, твёрдость, уменьшается пластичность изделий. По этой причине двухфазные латуни a+b плохо поддаются обработке давлением. Однофазные сплавы также хорошо обрабатываются давлением, как и отливаются в слитки. Л63 — содержит малое количество вещества в b-фазе, поэтому хорошо поддаётся обработке давлением: прокатке, глубокой вытяжке, чеканке, волочению, изгибу без серьёзных последствий, при соблюдении режима обработки.
Из этого сплава выпускаются:
- Лента Л63
- Плита Л63
- Труба Л63
- Проволока Л63
- Круг Л63
- Лист Л63
- Пруток Л63

По ГОСТ 15527 также выпускаются заготовки Л63А с антимагнитными свойствами. Сплав пригоден для литья, но имеет ограничения по обработке резанием и обработки на станках.
Удельный вес цветных металлов
Таблица. Удельный вес металлов, свойства, обозначения металлов, температура плавления
При прокате заготовок из цветных металлов необходимо еще точно знать их химический состав, поскольку от него зависят их физические свойства. Например, если в алюминии присутствуют примеси (хотя бы и в пределах 1%) кремния или железа, то пластические характеристики у такого металла будут гораздо хуже. Другое требование к горячему прокату цветных металлов – это предельно точная выдержка температуры металла. К примеру, цинк требует при прокатке температуры строго 180 градусов — если она будет чуть выше или чуть ниже, капризный металл резко утратит пластичность. Медь более «лояльна» к температуре (ее можно прокатывать при 850 – 900 градусах), но зато требует, чтобы в плавильной печи непременно была окислительная (с повышенным содержанием кислорода) атмосфера — иначе она становится хрупкой.
Коррозионная стойкость материала ЛС59-1
После обработки заготовок из латуни ЛС59-1
, материал не испытывает сильного напряжения, свинец образует отдельную фазу, по этой причине, он более устойчив к сезонным растрескиваниям, проявляющимся при повышении влажности и температуры окружающей среды, в чём превосходит Л68 и Л63.
В целом же наш многокомпонентный сплав устойчив к коррозии, при тех же условиях, как и большинство латуней. Его не следует применять в контакте с Fe, Al, Zn. Также он плохо проявляет себя:
- в насыщенном влажными парами воздухе, при высоком давлении,
- при контакте с жирными кислотами,
- в сероводороде,
- рудничных водах,
- минеральных кислотах,
- а также в окисленных растворах,
- и с хлоридами.
Устойчивость же к коррозии проявляется:
- в воздушной среде и при морском климате,
- в сухих парах,
- пресных водах,
- фреонах, спиртах, антифризах,
- солёной морской воде в малоподвижном состоянии.
А наличие в парах или воде избытка кислорода, аммиака или углекислоты негативно сказываются на коррозионной стойкости этого материала.
Таблица удельного веса сплавов металлов
Удельный вес металлов определяют чаще всего в лабораторных условиях, но в чистом виде они весьма редко применяются в строительстве. Значительно чаще находится применение сплавам цветных металлов и сплавам черных металлов, которые по удельному весу подразделяют на легкие и тяжелые.
Легкие сплавы активно используются современной промышленностью, из-за их высокой прочности и хороших высокотемпературных механических свойств. Основными металлами подобных сплавов выступают титан, алюминий, магний и бериллий. Но сплавы, созданные на основе магния и алюминия, не могут использоваться в агрессивных средах и в условиях высокой температуры.
Области применения
Использование латуни охватывает самые разнообразные сферы человеческой деятельности. Так, золотистый цвет сплава обусловил его использование в бижутерии и в различных декоративных элементах. Также его используют в котельном деле, при производстве военного снаряжения и амуниции, при изготовлении проволок и труб конденсаторов, электрических терминалов и денежных монет.

Благодаря устойчивости к разрушению в соленой воде металл используется при изготовлении снаряжения различных морских судов, а его акустические свойства позволяют делать духовые инструменты: трубы и аккордеоны. Благодаря бактерицидным свойствам, сплав используется для изготовления дверных ручек в больницах и госпиталях.
Если говорить о применении в качестве декора, то следует выделить производство ламп, светильников, карнизов и некоторых ювелирных изделий. Такого рода вещи производятся в основном в странах восточной Европы, на территории стран СНГ, а также во многих арабских и некоторых государствах Азии.
Одно из интересных свойств латуни, которое является необычным для металлов, заключается в отсутствии искр при механическом воздействии на изделие. Эта уникальная характеристика дает возможность использовать материал в качестве сосудов для хранения и транспортировки легковоспламеняющихся жидкостей.
Благодаря легкости механической обработки, высокой износостойкости и невысокой цене, материал используется для изготовления разнообразных вентилей. Из-за высокой сопротивляемости коррозии и кавитации используется латунь для изготовления винтов судов. Также материал использует при производстве некоторых деталей современных компьютеров.
Удельная плотность и удельный вес меди
Из цветных металлов в чистом виде в строительных работах и промышленности используются, в основном, только алюминий и медь. Они обладают отличными характеристиками, подходящими характерному виду работ. Однако все большую популярность обретают сплавы на основе данных материалов. Одним из сплавов меди является латунь. Латунь представляет собой многокомпонентный или состоящий только из двух компонентов сплав на основе меди, в котором главным элементом является легирующий компонент — цинк и редко используются такие компоненты добавок, как никель, олово, марганец, свинец, железо и другие.
Что негативно влияет на антикоррозионные свойства Л63
Обработка резкой негативно отражается на коррозийной устойчивости продукции из сплава Л63. Так происходит из-за разрушения кристаллической структуры материала. Резка также вызывает большое внутреннее напряжение. На предметах из такого материала нередко наблюдаются коррозионные растрескивания. Причинами их появления могут послужить:
- повышенная влажность;
- присутствие в эксплуатируемой среде аммиака;
- высокая температура;
- влажные пары;
- высокое давление
Для защиты от растрескивания изделия поддают отжигу в условиях низких температур. На коррозийную стойкость также влияет контакт с минеральными кислотами, рудничными водами, хлоридами, сероводородом. Чаще всего растрескивание наблюдается на материалах из тонких листов. К примеру, на тонкостенных трубах и емкостях. Но в условиях правильной эксплуатации такая продукция способна прослужить хороший срок.
Это интересно: Пайка медных труб своими руками – инструкция и видео
Вес латуни таблица
Удельный вес кокса и его вес в зависимости от единиц измерения
| Материал | Удельный вес (г/см3) | Вес куба (кг) |
| Латунь литейного типа | От 8,3 до 8,5 | От 8300 до 8500 |
| Латунь литейного типа в чушках | От 8,3 до 8,5 | От 8300 до 8500 |
| Обработанная давлением латунь | От 8,2 до 8,85 | От 8200 до 8850 |
Таблицы плотностей некоторых веществ
Таблица плотностей – первая таблица значений физических величин, с которой вы знакомитесь. В предыдущем параграфе вы узнали способ «рождения» аналогичных таблиц – проведение многочисленных измерений и последующих вычислений.
Вам уже известно, что при изменениях температуры объём тел меняется. Как следствие, меняется и плотность. Например, при 0°С и нормальном атмосферном давлении масса 1 м³ воздуха равна 1,3 кг, а при 100°С из-за теплового расширения в 1 м³ помещается 950 г воздуха (см. рисунок). Поэтому в таблицах со значениями плотностей всегда указана температура (см. таблицы далее).
Плотность всех веществ зависит и от давления, оказываемого на них. Например, на высоте 10 км атмосферное давление значительно меньше, чем вблизи земли, в результате чего там масса 1 м³ воздуха составляет всего около 400 граммов. Плотность твёрдых веществ и жидкостей в гораздо меньшей степени зависит от давления, чем плотность газов.
В правой колонке твёрдых веществ собраны металлы (см. таблицу). Как видите, плотность металлов составляет несколько тысяч килограммов на кубический метр. Например, плотность свинца 11300 кг/м³. Это значение можно записать короче, если выразить в других единицах, например так: 11,3 г/см³. Поясним, как сделан этот «перевод» одних единиц в другие:
| 11300 | кг | = | 11300 кг | = | 11300 · 1000 г | = | 11300000 г | = | 11,3 г | = 11,3 г/см³ |
| м³ | ( 100 см )³ | 100³ см³ | 1000000 см³ | 1 см³ |
В нижней таблице приведены плотности газов и сжиженных газов. Обратите внимание, как значительно отличается плотность газа и получающейся из него жидкости: воздух, азот и кислород уплотняются приблизительно в 700 раз, водород и гелий – в 800 раз. Примечание: углекислый газ при охлаждении при атмосферном давлении из газообразного состояния превращается сразу в твёрдое, поэтому в таблице вы видите прочерк.
| Твёрдые вещества: плотность, кг/м³ (при 20 °С) | ||||
| Бетон сухой | 2300 | Алюминий | 2700 | |
| Кирпич сухой | 1800 | Золото | 19000 | |
| Лёд, 0°С | 900 | Латунь | 8300-8700 | |
| Мрамор | 2600-2800 | Медь | 8900 | |
| Парафин | 900 | Олово | 7300 | |
| Пробка | 240 | Свинец | 11300 | |
| Сосна сухая | 500 | Серебро | 10500 | |
| Стекло оконное | 2500 | Сталь | 7700-7900 | |
| Стекло органич. | 1200 | Чугун | 7000-7800 | |
| Фарфор | 2300 | Цинк | 7100 | |
| Сыпучие вещества: плотность, кг/м³ (при 20 °С) | ||||
| Гравий | 1500-1700 | Песок | 1200-1700 | |
| Картофель | 660-680 | Уголь | 800-850 | |
| Жидкие вещества: плотность, кг/м³ (при 20 °С) | ||||
| Ацетон | 780 | Молоко коровье | 1030 | |
| Бензин | 730 | Мёд свежий | 1350 | |
| Вода пресная | 1000 | Нефть | 730-940 | |
| Вода морская | 1030 | Ртуть | 13500 | |
| Керосин | 800 | Руть, 0°С | 13600 | |
| Масло машинное | 910 | Спирт этиловый | 790 | |
| Масло подсолн. | 930 | Эфир этиловый | 710 | |
| Газы (при 20 °С) и сжиженные газы, кг/м³ | ||||||
| Азот | 1,25 | 850 | Гелий | 0,18 | 147 | |
| Водород | 0,09 | 72 | Кислород | 1,43 | 1150 | |
| Воздух | 1,29 | 861 | Углекислый газ | 1,98 | – | |
Преимущества латуни
Латунь отлично зарекомендовала себя как сплав эластичного типа с высокой стойкостью к коррозии. Детали, сделанные из этого материала, долговечны и надежны в применении.
Особенно ценится латунь среди производства холодильной продукции и пищевой промышленности, благодаря обеспечению бесперебойной и эффективной эксплуатации оборудования, сделанные с помощью этого материала, а также значительному снижению затрат в сравнении с применением меди. Также латунь часто используется в автомобильной, судостроительной и авиационной промышленности.
Если говорить про строительные работы, то, латунь широко применяется в производстве сантехнической продукции, в гравировочных работах, а также для отделки фасадов и обустройства внутренних помещений зданий.
Из основных преимуществ, стоит выделить также и такие:
Антикоррозионные характеристики
Все латунные сплавы (а значит, и латунь марки Л63) имеют высокую коррозионную устойчивость. Их также отличает меньшая тепло- и электропроводность, если сравнивать с основным металлом – медью. Лучше всего свою устойчивость к коррозии сплав Л63 проявляет в следующих условиях:
- при нахождении в воздушной среде, в том числе насыщенной соляными парами (морской воздух);
- при эксплуатации изделий в пресной воде;
- при нахождении в морской воде, отличающейся невысокой подвижностью;
- в среде, содержащей большое количество газов-галогенов;
- при воздействии паром, влажность которого невысока;
- в жидкой среде, состоящей из антифриза, фреона и спиртовых растворов.
Технологические характеристики латуни Л63
Значительно снижается коррозионная устойчивость тех изделий из латуни Л63, которые были предварительно обработаны резанием. Объясняется это тем, что при выполнении такой обработки нарушается кристаллическая структура сплава, а также формируются значительные внутренние напряжения. На поверхности изделий, изготовленных из латуни Л63, могут возникать коррозионные растрескивания, основными причинами появления которых являются:
- избыточная влажность;
- высокая температура среды;
- наличие в среде, в которой эксплуатируется изделие, паров сернистых газов и аммиака.
Чтобы избежать подобного явления, которое приводит не только к ухудшению декоративных свойств изделия, но и к снижению его эксплуатационных характеристик, специалисты рекомендуют обязательно подвергать детали из латуни Л63 предварительному отжигу, выполняемому при невысоких температурах.
Вне зависимости от марки, факторами, значительно снижающими коррозионную устойчивость латуни, являются:
- контакт с жирными кислотами;
- нахождение изделия в так называемых рудничных водах;
- взаимодействие с сероводородом;
- воздействие на изделие высокого давления и насыщенного влажного пара;
- взаимодействие с окислительными растворами и хлоридами;
- контакт с кислотами минерального происхождения.
Скорость коррозии латуни в различных средах
Из всех изделий, для производства которых используется латунь марки Л63, наиболее подвержены окислительным коррозионным процессам те, которые изготовлены из тонколистового материала. Сюда, в частности, относятся баки и цистерны различного назначения, которые широко востребованы практически во всех отраслях промышленности.
Показатели удельного веса других металлов
Удельный вес – показатель, являющийся неотъемлемой характеристикой и других металлов.
На удельный вес серебра влияет проба сплава. При добавлении в него других металлов (медь, никель) удельный вес и плотность теряются. Так, плотность меди составляет 8,93 г/см3, никеля – 8,91 г/см3. Все значения рассчитываются по формулам.
Серебро – такой же благородный металл, как и золото. Его удельный вес составляет 10,5 г/см3. Плавится оно при температуре 960 градусов. Основными физическими характеристиками серебра являются:
- устойчивость к коррозии;
- низкая сопротивляемость;
- повышенная светоотражаемость.
Несмотря на природную мягкость, серебро обладает высокой плотностью и удельным весом.
Титан – цветной металл бело-серебристого оттенка. Он обладает высокой прочностью, хоть и легкий на вес. Так, он в 12 раз прочнее алюминия и в 4 раза – меди и железа. По степени нахождения в земной коре титану отводится четвертое место среди остальных.
Низкий удельный вес титана – 4,505 г/см3 более соответствует щелочным металлам. На его поверхности образуется оксидная пленка, которая препятствует образованию коррозии.
Цинк – также цветной металл бело-синеватого оттенка. Обладает средней твердостью и начальной температурой плавления 419 градусов. Под воздействием температуры 913 градусов этот металл приобретает парообразное состояние. У цинка удельный вес составляет 7,13 г/см3.
Обычная температура делает цинк хрупким, но ее повышение до 100 градусов превращает металл в гибкий и пластичный. При взаимодействии с воздухом, на поверхности цинка образуется пленка из оксида.
Цвет свинца – грязно-серый, но это не влияет на природный блеск металла. Однако сияние довольно быстро прекращается за счет образования на поверхности свинца оксидной пленки. Свинцовый сплав обладает повышенным удельным весом – 11,337 г/см3. По этому показателю он превышает цинк, алюминий, железо и некоторые другие металлы. Несмотря на высокий показатель плотности, свинец – очень мягкий металл.
В таблице приведены значения удельного веса и температура плавления других металлов.
Читать также: Виды ключей для ремонта автомобиля
| Наименование металла | Температура плавления, °C | Удельный вес, г/куб.см |
| Цинк | 419.5 | 7.13 |
| Алюминий | 659 | 2.69808 |
| Свинец | 327.4 | 11.337 |
| Олово | 231.9 | 7.29 |
| Медь | 1083 | 8.96 |
| Титан | 1668 | 4.505 |
| Никель | 1455 | 8.91 |
| Магний | 650 | 1.74 |
| Ванадий | 1900 | 6.11 |
| Вольфрам | 3422 | 19.3 |
| Хром | 1765 | 7.19 |
| Молибден | 2622 | 10.22 |
| Серебро | 1000 | 10.5 |
| Тантал | 3269 | 16.65 |
| Железо | 1535 | 7.85 |
| Золото | 1095 | 19.32 |
| Платина | 1760 | 21.45 |
Литьё латуни по выплавляемым моделям (филамент WAX)
Перед тем как отливать восковки, нам нужно распечатать эти самые восковки. Я буду использовать пластик WAX (вакс) от . По сути WAX — это воск в виде филамента. Рекомендую к просмотру ролик по печати материалом WAX На ULTi STEEL:
Под одним из моих роликов подписчик посоветовал мне попробовать распечатать воск на фольгированном скотче. Хм, почему бы и нет? Я взял простую алюминиевую ленту. Если честно, результатом я не очень сильно доволен, потому что с одной стороны оторвало крупную деталь, например шестерёнку.
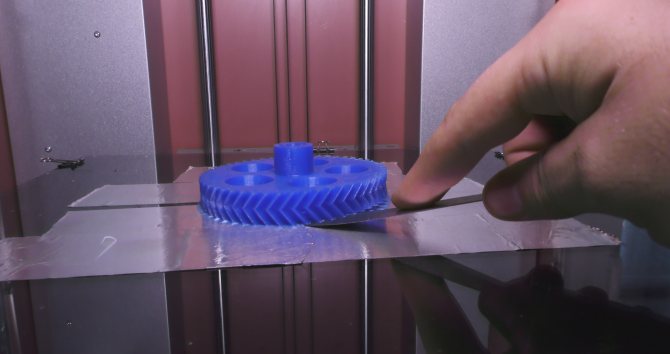
Поэтому данный способ рекомендовать не могу, плюс ещё огромная проблема — алюминиевая лента оставляет на стекле следы от клея.
Также я распечатал несколько крепёжных уголков, которые нашёл на сайте Тингвивёрс и несколько литников.

За что я очень сильно обожаю материал WAX, у него прекрасно отходят поддержки, прям супер. В одном из следующих статей мы обязательно поговорим о возможности постобработки именно вакса.
Для литья я буду использовать классический способ литья в песок с жидким стеклом. Для этого нужно сделать опоку. Опока — это форма, в которую кладётся сама заготовка, и всё это укладывается вокруг формовочной смесью. Для опоки я использовал, так как я сам работаю в магазине сантехники, приварыши на 3 и 4 дюйма, соответственно.

Нужно сделать отверстия в опоке чтобы формовочная смесь успела высохнуть. После сверления Опока выглядит так:

Но перед тем как засыпать формовочную смесь, нам нужно приклеить литники к восковкам. Я взял классический литьевой воск красного цвета. После чего простой зажигалкой его разогреваю, несколько капель падают на деталь, и сверху я приклеиваю литник. Достаточно одной капли, на самом деле, потому что если капать много, то по краям получается облой, и это может испортить внешний вид детали, поэтому не перестарайтесь — достаточно одной капли, две уже в принципе бывает много. При этом температура плавления литьевого воска намного ниже, чем у того же вакса. Вакс начинает размягчаться при 90 градусах, поэтому всё в порядке. Можно спокойно капать — восковкам ничего не будет.

На шестерёнку я сделал 3 литника, на уголки по одному литнику соответственно, они небольшие смысла делать литников больше не вижу! Но учтите что данные литники сделаны не по науке они ведут напрямую в деталь. Я сделаю отдельную статью по видам литья. Чтобы вы разбирались что да как. Какие есть плюсы какие есть минусы, и как добиться замечательного результата.
Теперь займёмся подготовкой формовочной смеси. У меня в подвале целая большая Закрывающаяся герметично бочка речного просеянного песка. Вообще, речной песок лучше не использовать, потому что у него округлые крупицы. Есть ещё кварцевый песок, его называют карьерным. Вот он идеально подходит для изготовления формовочной смеси. Некоторые говорят, что из речного песка получаются не такие прочные формы. На самом деле, если нормально смешать (добавить жидкое стекло), об этом я расскажу дальше, то форма довольно таки прочная получается, в принципе как камень. Далее в просеянный речной песок добавляется жидкое стекло. Пропорция 1:10 примерно, главное не переборщить, чтобы песок не стал слишком Мокрым. И перемешиваем его. После того, как вы замешали формовочную смесь, нужно ей дать немного постоять, недолго. Нужно чтобы она пропиталась равномерно, стала влажной. К сожалению нельзя определить конкретно, готова ли формовочная смесь, это дело опыта. Нужно 2,3,4,5,10 раз замешать формовочную смесь, дать ей постоять, и вы в принципе начнёте прекрасно понимать, что да, она готова. Я еще не знаю как объяснить фразу, «Она хорошо формуется»
В опоку закладываем немного формовочной смеси, потом кладём восковку и сверху начинаем заталкивать песок.

К сожалению, подобная технология подразумевает то, что во время закладки восковки в данную формовочную смесь, литников быть не должно. По сути, я как бы нарушаю технический процесс, но не хочется заморачиваться, делать вот эти трубки из этой же формовочной смеси — зачем? Лишний перерасход материала. Да и опоку я подобрал для этой шестерёнки не очень удачную. Проблема в том, что по краям от стенок опоки остаётся по 5 миллиметров примерно, из-за этого песок плохо Попадает в зубья.
После того, как закинули формовочную смесь в опоки, кладём их сушиться. Я поставил сушиться на сутки на жаркое астраханское солнце.
Пока она сушится, давайте посмотрим на мою покупку.Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус — то, что тигель, в котором расплавленный металл, кстати вот и он,

сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,

а также я его использовал для переноса опок, очень удобная вещица на самом деле. А также в коробке лежала инструкция, очень рекомендую её не терять, потому что там есть размеры тигля который можно, а точнее надо будет купить когда старый прогорит. Я вообще рекомендую держать у себя хотя бы один запасной, потому что ехать он будет месяц примерно а то и больше, чтобы был запасной для работы.

Включаем плавильню и настраиваем её на 1150 градусов. Я не знал, что плавильня настолько медленно разогревается, на рабочую температуру она выходит минут наверное 40.
Ну что, сутки на солнце прошли. Зачищаем опоки от лишнего песка, который налип по краям, а также железной щёткой снимаем песок который плохо склеился сверху и снизу. Всё затвердело, формовочная смесь стала очень жёсткой, поэтому не боимся железной щёткой снять лишнее. Теперь нам нужно выплавить этот самый воск, который находится внутри опоки. Для этого мы в печь закладываем опоки с восковками, включаем обогреватель на максимум, где-то градусов до 200-300 и вытапливаем.

Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению.

И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
Расплав рекомендуют перемешивать при помощи стеклянной палочки. Но это довольно таки дороговатое удовольствие на самом деле. Я рекомендую использовать березовую деревяшку, тонкую и длинную. Честно не знаю почему, видел на литейном производстве. А как известно, обезьянка видит — обезьянка повторяет.

Для защиты расплава от окисления я буду использовать борную кислоту. Не путайте: бура и борная кислота — это две разные вещи. Бура хорошо подходит для алюминия, борная кислота хорошо подходит именно для литья латуни и бронзы. А пока наш металл плавится, время зажигать газовый горн.
Закладываем опоки с вытапленным воском в горн. И разогреваем, практически до бела. Формоваяная смесь (если она замешана правильно) спокойно выдержит. Кстати, не забудьте обезопасить себя и надеть маску на лицо и краги, не перчатки а именно краги.

Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Заливаем жидкий металл в опоки.

Если нормально прокалить опоки то металл остаётся в жидком состоянии довольно долго

И вот деталь и отлилась.
Далее просто даём остыть, если не втерпёж то можно опустить и в воду. Главное убедитесь что опока достаточно остыла.

Отпиливаем литники: Они дальше пойдут в переплавку.
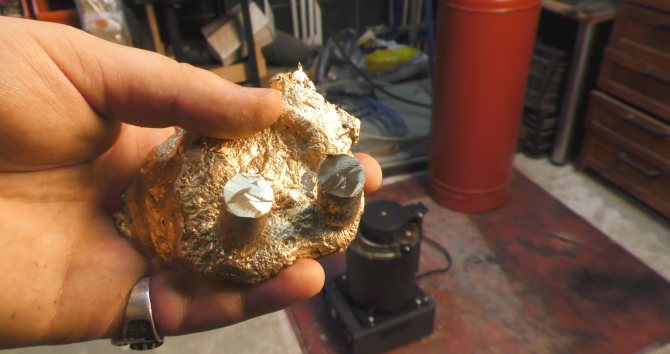
И давайте посмотрим на результат.

Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: «Я не учу, а просто делаю и всё.»
P.S. Оригинальный ролик если вам тоже нравятся взрывы и вот это вот всё:
Плотность нержавеющих сталей
| Наименование материала, марка | Плотность ρ, кг/м3 |
| 04Х18Н10 | 7900 |
| 08Х13 | 7700 |
| 08Х17Т | 7700 |
| 08Х20Н14С2 | 7700 |
| 08Х18Н10 | 7900 |
| 08Х18Н10Т | 7900 |
| 08Х18Н12Т | 7950 |
| 08Х17Н15М3Т | 8100 |
| 08Х22Н6Т | 7600 |
| 08Х18Н12Б | 7900 |
| 10Х17Н13М2Т | 8000 |
| 10Х23Н18 | 7950 |
| 12Х13 | 7700 |
| 12Х17 | 7700 |
| 12Х18Н10Т | 7900 |
| 12Х18Н12Т | 7900 |
| 12Х18Н9 | 7900 |
| 15Х25Т | 7600 |
Плотность черных металлов
| Наименование материала, марка | Плотность ρ, кг/м3 |
| Сталь 10 ГОСТ 1050-88 | 7856 |
| Сталь 20 ГОСТ 1050-88 | 7859 |
| Сталь 40 ГОСТ 1050-88 | 7850 |
| Сталь 60 ГОСТ 1050-88 | 7800 |
| С235-С375 ГОСТ 27772-88 | 7850 |
| Ст3пс ГОСТ 380-2005 | 7850 |
| Чугун ковкий КЧ 70-2 ГОСТ 1215-79 | 7000 |
| Чугун высокопрочный ВЧ35 ГОСТ 7293-85 | 7200 |
| Чугун серый СЧ10 ГОСТ 1412-85 | 6800 |
| Чугун серый СЧ20 ГОСТ 1412-85 | 7100 |
| Чугун серый СЧ30 ГОСТ 1412-85 | 7300 |











