Автор: Колесников Юрий Фёдорович, инженер-теплоэнергетик
Индукционная печь изобретена давно, еще в 1887 г, С. Фарранти. Первая промышленная установка заработала в 1890 г. на фирме Benedicks Bultfabrik. Долгое время индукционные печи и в индустрии были экзотикой, но не вследствие дороговизны электричества, тогда оно было не дороже теперешнего. В процессах, происходящих в индукционных печах, было еще много непонятного, а элементная база электроники не позволяла создавать эффективные схемы управления ими.
В индукционно-печной сфере переворот произошел буквально на глазах в наши дни, благодаря появлению, во-первых, микроконтроллеров, вычислительная мощность которых превышает таковую персональных компьютеров десятилетней давности. Во-вторых, благодаря… мобильной связи. Ее развитие потребовало появления в продаже недорогих транзисторов, способных отдавать мощность в несколько кВт на высоких частотах. Они, в свою очередь, были созданы на основе полупроводниковых гетероструктур, за исследования которых российский физик Жорес Алферов получил Нобелевскую премию.
В конечном итоге, индукционные печки не только совершенно преобразились в промышленности, но и широко вошли в быт. Интерес к предмету породил массу самоделок, которые, в принципе, могли бы быть полезными. Но большинство авторов конструкций и идей (описаний которых в источниках много больше, чем работоспособных изделий) плоховато представляют себе как основы физики индукционного нагрева, так и потенциальную опасность неграмотно выполненных конструкций. Настоящая статья призвана прояснить некоторые наиболее смутные моменты. Материал построен на рассмотрении конкретных конструкций:
- Промышленной канальной печи для плавки металла, и возможности ее создания самостоятельно.
- Тигельных печей индукционного типа, самых простых в исполнении и наиболее популярных среди самодельщиков.
- Индукционных водогрейных котлов, стремительно вытесняющих бойлеры с ТЭНами.
- Бытовых варочных индукционных приборов, конкурирующих с газовыми плитами и по ряду параметров превосходящих микроволновки.
Примечание: все рассматриваемые устройства основаны на магнитной индукции, создаваемой катушкой индуктивности (индуктором), поэтому и называются индукционными. В них можно плавить/нагревать только электропроводящие материалы, металлы и т.п. Есть еще электроиндукционные емкостные печи, основанные на электрической индукции в диэлектрике между обкладками конденсатора, они применяются для «нежного» плавления и электротермообработки пластиков. Но распространены они гораздо меньше индукторных, рассмотрение их требует отдельного разговора, поэтому пока оставим.
Тигельные печи с транзисторным преобразователем
Применяют для ограниченного веса цветных металлов. Они мобильные, имеют небольшой вес и с легкостью переставляются с места на место. В комплектацию печи входит высоковольтный транзисторный преобразователь универсального действия. Позволяет подобрать мощность, рекомендуемую для подключения в сети, а соответственно ей тип преобразователя, который необходим в этом случае с изменением параметров веса сплава.
Транзисторная индукционная печь широко применяется для металлургической обработки. С ее помощью нагревают детали в кузнечном деле, закаляют металлические предметы. Тигли в транзисторных печах выполняют из керамики или графита, первые предназначены плавить ферромагнитные металлы, такие как чугун или сталь. Графит устанавливается для плавления латуни, меди, серебра, бронзы и золота. На них плавят стекло и кремний. Алюминий хорошо плавится посредством чугунных или стальных тиглей.
Охлаждение
Увеличивает эффективность работы плавильной печи в промышленных условиях и в бытовых небольших приборах заводского изготовления охлаждение. В случае непродолжительной работы и малой мощности самодельного прибора можно обойтись и без этой функции.
Самостоятельно выполнить задачу охлаждения домашнему мастеру не представляется возможным. Окалина на меди может привести к утрате работоспособности прибора, поэтому потребуется регулярная замена индуктора.
В промышленных условиях применяется водяное охлаждение, при помощи антифриза, а также комбинируют с воздушным. Принудительное воздушное охлаждение в самодельных бытовых приборах неприемлемо, так как вентилятор может перетянуть на себя ЭМП, что приведёт к перегреву корпуса вентилятора и понижению КПД печи.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции. Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
- Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.
- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
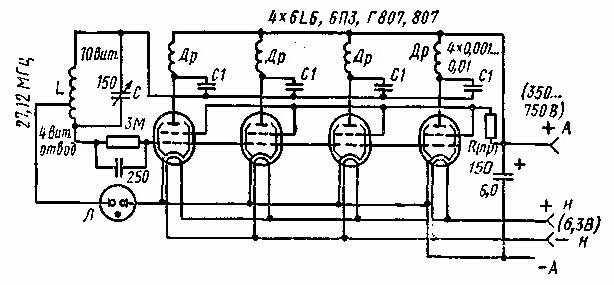
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов
Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров. Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
- Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
Применяемые ламы должны быть защищены от механического воздействия.
Особенности эксплуатации
Важным вопросом использования печи индукционного типа является безопасность.
Как уже говорилось выше, в печах тигельного типа используются источники питания высокой частоты.
При этом, генераторы, изготовленные своими руками, могут излучать паразитные высокочастотные колебания, которые могут принести определенный вред здоровью человека.
Поэтому при эксплуатации индукционной печи индуктор необходимо располагать вертикально, перед включением печи на индуктор надо надевать заземленный экран. При включенной печи необходимо наблюдать за происходящими в тигле процессами на расстоянии, а после выполнения работ немедленно выключать ее.
При эксплуатации изготовленной своими руками индукционной печи необходимо:
- Принимать меры для защиты пользователя печью от возможного высокочастотного излучения.
- Учитывать возможность ожога индуктором.
При работе с печью необходимо учитывать и термическую опасность. Касание горячим индуктором кожи может вызвать сильный ожог.
Плюсы самостоятельной сборки отопительного прибора
Впрочем, индукционные котлы, хотя и работают от электричества, достаточно экономичны.
Но это еще не весь список их достоинств.
Решившись на установку такого прибора можно получить:
- Быстрый разогрев теплоносителя. На это уходит в среднем 3-5 минут.
- КПД приближенный к 100%, поскольку практически вся электроэнергия преобразуется в тепловую.
- Высокую температуру разогрева жидкости в отопительном контуре, минимум – 35 °С.
- Отсутствие накипи на внутренних поверхностях устройства, что объясняется вибрациями, которые появляются при работе устройства. Они предотвращают появление отложений.
- Длительный срок эксплуатации, поскольку отсутствуют движущиеся и трущиеся механизмы и детали. Соответственно, нет износа оборудования и повреждения его комплектующих.
- Отсутствие необходимости отводить продукты сгорания и часто проводить обслуживающие мероприятия.
Недостатков у индукционных котлов не так уж и много. Прежде всего, это достаточно высокая стоимость оборудования. Кроме того, в процессе работы приборы издают небольшой вибрационный шум.
Еще один минус – достаточно большая масса, что обязательно нужно учесть при монтаже устройства на стену.

Чтобы получить максимальный эффект от использования индукционного котла, как самодельного, так и серийного, нужно подключить их группой и использовать поочередно или все сразу
Футеровка
Индуктор и помещаемый внутри него тигель устанавливают на подину, изготавливаемую из шамотных блоков, шамотных кирпичей или (на крупных печах) из жаропрочного бетона (см. рис. 1,б).
На промышленных печах тигель, образующий плавильное пространство печи, изготавливают непосредственно в печи. Для этого собранный и установленный на подину индуктор закрепляют и внутреннюю его поверхность изолируют асбестом. Затем на подину насыпают порошкообразные огнеупорные материалы и пневматическими трамбовками уплотняют их слоями по 50—70 мм. На уплотненное днище устанавливают шаблон, сваренный из листовой углеродистой стали толщиной 2—3 мм и имеющий форму, повторяющую внутренние контуры тигля. В кольцевой зазор между шаблоном и индуктором засыпают порошки огнеупоров и уплотняют их такими же слоями.
Футеровку выше верхнего витка индуктора выполняют из обожженного кирпича, так как обжечь этот участок тигля в печи очень трудно. Воротник и сливной желоб футеруют кирпичом и обмазывают огнеупорной обмазкой.
Тигли для печей небольшой емкости можно изготавливать в пресс-формах и устанавливать в печь в готовом виде, засыпая зазор между тиглем и индуктором порошкообразными огнеупорами. Это значительно ускоряет замену футеровки, но трудно осуществимо при большой емкости тигля. Чтобы набивка тигля не создавала перебоев в работе крупных установок, их снабжают двумя печами и либо печь полностью заменяют после выхода из строя тигля, либо питание переключают на вторую печь.
Футеровка индукционных тигельных печей работает в очень тяжелых условиях. Для получения возможно меньшего магнитного потока рассеивания толщина ее должна быть минимальной и при этом обеспечивать высокую механическую прочность, не растрескиваться при смене температур после слива металла и завалки холодной шихты, обладать высокой огнеупорностью и шлакоустойчивостью.
Особенно жесткие требования предъявляют к огнеупорным материалам, используемым в печах высокой частоты. Помимо перечисленных требований, в огнеупорах для печей высокой частоты должны отсутствовать токопроводящие и магнитные примеси, так как частицы этих примесей в высокочастотном поле нагреваются, оплавляются и растворяют футеровку, приводя к прогоранию тигля.
Футеровка индукционных печей может быть кислой или основной. Кислую футеровку изготовляют из кварцевого песка или кварцита и использует главным образом в литейных цехах машиностроительных заводов. Она дешевле основной футеровки, обладает более высокой термостойкостью, характеризуется меньшей тепло- и электропроводностью тиглей из кислых материалов. Срок службы длительнее. В то же время кислая футеровка восстанавливается многими элементами, входящими в состав легированной стали, и поэтому на металлургических заводах находит ограниченное применение.
Для основной футеровки обычно применяют порошок магнезита, реже — порошок, полученный из отходов хромомагнезитовых кирпичей. В некоторых случаях для изготовления тиглей пользуются техническим глиноземом и цирконовым песком (цирконовым силикатом). В качестве связующих используют борную кислоту, буру, жидкое стекло, огнеупорную глину и другие вещества.
Футеровку изготовляют из увлажненных или сухих материалов. Вновь изготовленный тигель должен быть просушен и обожжен, для чего проводят специальную обжиговую плавку.
В тигель с шаблоном загружают чугун и медленно поднимают нагрузку до слабо-красного каления шаблона. Если футеровка изготовлена из увлажненных материалов, то печь сушат в течение 15—20ч, при применении сухой массы время сушки уменьшают до нескольких часов, а затем нагрузку увеличивают и расплавляют чугун.
При первой плавке в печь стремятся загрузить как можно больше чугуна с тем, чтобы обжечь тигель до высоты, превышающей обычный уровень металла. Чугун сильно перегревают, и расплав становится очень жидкотекучим и хорошо заполняет все неровности поверхности.
После обжиговой плавки на внутренней поверхности тигля образуется тонкий (2—3 мм) рабочий слой спеченной футеровки. В дальнейшем толщина этого слоя постоянно увеличивается. Неспеченный слой набивки выполняет роль буфера, воспринимающего термические и механические нагрузки рабочего слоя. Когда футеровка спекается на всю толщину, тигель трескается и выходит из строя.
Стойкость футеровки зависит от состава огнеупорной массы, частоты тока, режима работы и ряда других факторов. На печах с основным тиглем она достигает 40— 100 плавок; стойкость кислых тиглей может быть значительно больше.
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.
Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 10С;
- П – производительность печной установки, т/ч;
- t – температура перегрева сплава или металлической заготовки в ванной печи, 0С
- Рпол = 0,298×800×5,5 = 1430,4 кВт.
Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
Процесс сборки
Тигельная печь индукционная своими руками состоит из индуктора, который представляет собой соленоид, произведенный из водоохлаждаемой медной трубки и тигля, который может быть изготовлен из керамических материалов, а иногда из стали, графита и прочих. В таком устройстве можно выплавлять чугун, сталь, драгоценные металлы, алюминий, медь, магний. Индукционные печи своими руками изготавливаются с емкостью тигля от пары килограмм до нескольких тонн. Они могут быть вакуумными, газонаполненными, открытыми и компрессорными. Питаются печи токами высокой, средней и низкой частоты.
Итак, если вас интересует индукционная печь своими руками, схема предполагает использование таких основных узлов: плавильной ванны и индукционной единицы, в которую включаются подовый камень, индуктор и магнитный сердечник. Канальная печь отличается от тигельной тем, что электромагнитная энергия преобразуется в тепловую в канале тепловыделения, в котором постоянно должно быть электропроводящее тело. Чтобы произвести первичный пуск канальной печи, в нее заливают расплавленный металл либо вставляют шаблон из материала, способного расправиться в печи. Когда плавка завершается, металл сливается не полностью, а остается «болото», предназначенное для заполнения канала тепловыделения для пуска в будущем. Если собирается печь индукционная своими руками, то для облегчения замены подового камня для оборудования он делается отъемным.
Достоинства плавления
Индукционный нагрев является прямым, бесконтактным и его принцип позволяет использовать выработанное тепло с максимальной эффективностью. Коэффициент полезного действия (КПД) при использовании этого способа стремится к 90%. Во время процесса плавления происходит тепловое и электродинамическое движение жидкого металла, что способствует равномерной температуры по всему объёму однородного материала.
Технологический потенциал таких устройств создаёт преимущества:
- быстродействие – сразу после включения можно использовать;
- высокая скорость процесса плавления;
- возможность регулировки температуры расплава;
- зонная и фокусированная направленность энергии;
- однородность расплавленного металла;
- отсутствие угара от легирующих элементов;
- экологическая чистота и безопасность.
Тигельные печи с транзисторным преобразователем
Применяют для ограниченного веса цветных металлов. Они мобильные, имеют небольшой вес и с легкостью переставляются с места на место. В комплектацию печи входит высоковольтный транзисторный преобразователь универсального действия
. Позволяет подобрать мощность, рекомендуемую для подключения в сети, а соответственно ей тип преобразователя, который необходим в этом случае с изменением параметров веса сплава.
Транзисторная индукционная печь
широко применяется для металлургической обработки. С ее помощью нагревают детали в кузнечном деле, закаляют металлические предметы. Тигли в транзисторных печах выполняют из керамики или графита, первые предназначены плавить ферромагнитные металлы, такие как чугун или сталь. Графит устанавливается для плавления латуни, меди, серебра, бронзы и золота. На них плавят стекло и кремний. Алюминий хорошо плавится посредством чугунных или стальных тиглей.
Канальное плавильное устройство
Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.

Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
Что даёт простое решение формы палисада (сегментации) тигля?
Простейшая конструкция тигля с холодной стенкой выполнена кольцеобразной формой, выстроенной одиночными медными столбами (сегментами), закреплёнными на нижней плите (своего рода палисад).
Охлаждаемые водой сегменты из меди электрически не контактируют один с другим. Потоком индуцированных токов в области палисада создаются единичные магнитные поля, формирующие общее переменное магнитное поле.
Этим общим переменным магнитным полем, воздействующим на материал, генерируется тепло в рабочем материале по закону омических потерь. Образующийся твёрдый металлический слой («скорлупа») на границе раздела расплава и стенки тигля, действует как слой изоляции.
На картинке ниже показан схематический чертёж тигля с холодной стенкой внутри индукционной катушки – инструмент работы над тугоплавкими металлами.
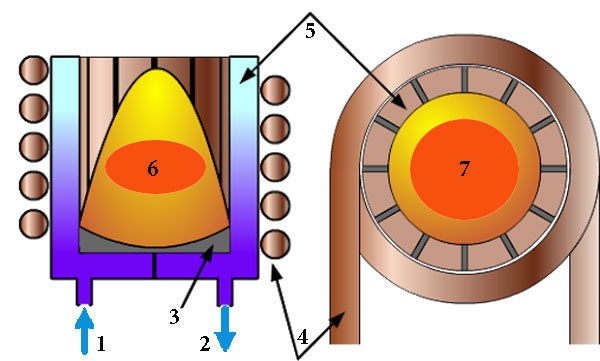
Схематичное изображение конструкции: 1 – вход охлаждающей жидкости; 2 – выход охлаждающей жидкости; 3 – основание палисада; 4 – катушка индуктивности; 5 – сегменты палисада; 6, 7 – расплавляемый металл
Достаточно высокая приложенная мощность (интенсивные магнитные поля) – электромагнитные силы Лоренца по кругу палисада, приводят к образованию так называемой подушки расплава.
То есть расплав металла физически не контактирует напрямую с палисадом тигля. Здесь демонстрируется явное преимущество в отношении характеристик плавления для достижения высокой чистоты материала и снижения тепловых потерь.
Индукционный генератор тепла в системе отопления
Чтобы организовать отопление частного дома с помощью индукционного нагревателя, проще всего использовать трансформатор, который состоит из первичной и вторичной короткозамкнутой обмотки. Вихревые токи в таком устройстве возникают во внутренней составляющей и направляют образовавшееся электромагнитное поле на вторичный контур, который одновременно выполняет роль корпуса и нагревательного элемента для теплоносителя.
Обратите внимание, что в качестве теплоносителя при индукционном нагреве может выступать не только вода, но также антифриз, масло и любые другие токопроводящие среды. При этом степень очистки теплоносителя большого значения не имеет. Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Чаще всего при изготовлении самодельных вихревых индукционных нагревателей используют недорогие модели сварочных инверторов, поскольку они удобны и полностью соответствуют требованиям
Необходимо отметить, что не стоит испытывать устройство, если в него не подается теплоноситель, иначе пластиковый корпус может очень быстро расплавиться.
Интересный вариант индукционного нагревателя, сделанного из варочной панели, представлен в видеоматериале:
Чтобы повысить безопасность конструкции, советуется выполнить изоляцию открытых участков медной катушки.
Следует размещать систему индукционного нагрева на расстоянии не менее 30 см от стен и мебели и не менее 80 см — от потолка или пола.
Чтобы сделать работу устройства более безопасной, рекомендуется оснастить его манометром, а также системой автоматического управления и приспособлениями для отвода попавшего в систему воздуха.
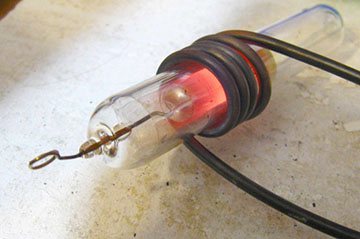
Простой индукционный нагреватель состоит мощного генератора высокой частоты и низкоомной катушки-контура, которая является нагрузкой генератора.Генератор с самовозбуждением генерирует импульсы на основании резонансной частоты контура. В результате в катушке возникает мощное переменное электромагнитное поле частотой порядка 35 кГц.Если в центр этой катушки поместить сердечник из токопроводящего материала, то внутри него возникнет электромагнитная индукция. В результате частой смены эта индукция вызовет в сердечнике вихревые токи, которые в свою очередь повлекут за собой выделение тепла. Это классический принцип преобразования электромагнитной энергии в тепловую. Индукционные нагреватели очень давно используются во многих областях производства. С их помощью можно делать закалку, бесконтактную сварку, и самое главное — точечный прогрев, а также плавление материалов. Я покажу вам схему простого низковольтного индукционного нагревателя, которая уже стала классической.
Элементы, которые понадобятся:
Вред для здоровья
Сегодня ведется множество дискуссий в отношении вреда индукционных плит, ведь принцип их работы построен на электромагнитных полях, о негативном действии которых хорошо известно. По этому поводу было проведено множество экспериментов.
Ученые доказали, что на расстоянии одного сантиметра от источника электромагнитное излучение всегда выше допустимой нормы ICNIRP.
В случае смещения кастрюли относительно центра рабочей поверхности или в ситуации, если ее диаметр меньше диаметра конфорки, указанный показатель будет больше нормы на расстоянии до 12 см.
Этот параметр характерен для случаев, когда используется специальная посуда для приготовления пищи. Если на рабочей поверхности находится эмалированный предмет, опасная зона больше — до 20 см.
Чем это опасно для здоровья?
Электромагнитное поле, которое возникает возле тела человека, может привести к появлению наведенных токов в организме и негативному воздействию на ЦНС. Для защиты здоровья специалисты ICNIRP установили требования в отношении верхних пределов токов.
Чтобы убедиться, соответствуют ли индукционные плиты таким нормам, было проведено исследование с участием группы добровольцев различного возраста и пола.
Люди располагались в непосредственной близости от варочной поверхности (на расстоянии пяти сантиметров). Ученые в этот момент изучали токи, которые протекали в теле и ЦНС организма.
Было доказано, что показатели тока в случае применения встроенных моделей минимальны.
Что касается портативных моделей, в них показатели тока выше, но они также не превысили установленную норму.
Стоит отметить, что установленная ICNIRP граница в 50 раз меньше минимального порога, при котором происходит стимулирование ЦНС человека.
Каков итог исследования?
Специалисты опубликовали результаты эксперименты, но признали, что информации о вреде электромагнитных полей пока недостаточно. Важно понимать, что характер подобных излучений может меняться в зависимости от природы его появления.
Существует еще одно исследование, результаты которого можно найти на сайте ВОЗ.
В эксперименте принимали участие люди и животные, но доказать негативное влияние электромагнитного излучения на ЦНС или сердечно-сосудистую систему не удалось.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты
Также важно подготовить чертежи и придерживаться инструкции по сборке
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
- 12-вольтный аккумулятор.
- Медную обмоточную проволоку.
- Пленочные конденсаторы.
- Транзисторы и диоды.
- Кольца блока питания от персонального компьютера.

Индукционная печь из сварочного инвертора.
Последующая сборка производится по такой инструкции:
На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы. Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК
Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке. Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ. Изготавливается обмотка
Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Преимущества обогрева
- отдельного помещения не требует, бесшумен;
- возможно дублирование другими методами обогрева;
- проведения профилактических работ не требуется;
- уровень накипи минимален из-за постоянной вибрации системы;
- применимы любые жидкие теплоносители (вода, антифриз, масло и другие);
- постоянная циркуляция в системе теплоносителя исключает вероятность перегрева;
- долговечен, механический износ элементов минимален;
- система экологична – отсутствуют выделения каких-либо опасных продуктов разложения топлива;
- отвечает требованиям пожарной безопасности.
Конструкции и параметры индукционных печей
Канальная
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.
Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи. Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания. Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор. Тиристор работает в импульсном режиме.
Проведенный анализ схемы показал, что в такой схеме имеются достаточно мощные паразитные колебания на частотах, близких к 120 МГц.
Индукционная печь самостоятельного изготовления
Такие сверхвысокочастотные излучения могут негативно повлиять на здоровье человека. В соответствии с российскими нормами безопасности с высокочастотными колебаниями разрешается работать при плотности потока электромагнитной энергии не более 1-30 мВт/м². Для данного генератора, как показали расчеты, это излучение на расстоянии в 2,5 м от источника достигает 1,5 Вт/м². Такая величина является неприемлемой.
Схема генератора на МОП-транзисторах включает четыре МОП-транзистора типа IRF520 и IRFP450 и представляет собой двухтактный генератор с независимым возбуждением и индуктором, включенным в мостовую схему. В качестве задающего генератора используется микросхема типа IR2153. Для охлаждения транзисторов требуется радиатор не менее 400 см² и воздушный обдув. Этот генератор может обеспечивать мощность питания до 1 кВт и менять частоту колебаний в пределах от 10 кГц до 10 МГц. Благодаря этому печь, использующая генератор такого типа, может работать как в режиме плавления, так и поверхностного нагрева.
Немного теории
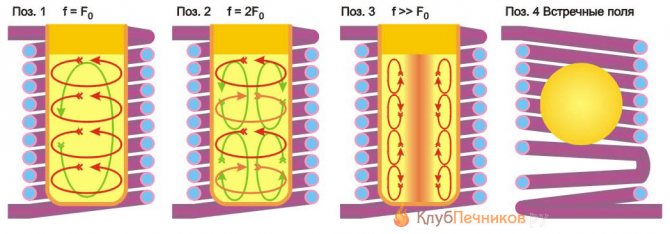
При конструировании самодельной «индукционки» нужно твердо помнить: минимум потребляемой мощности не соответствует максимуму КПД, и наоборот. Минимальную мощность от сети печка возьмет при работе на основной резонансной частоте, Поз. 1 на рис. Болванка/шихта при этом (и на более низких, дорезонансных частотах) работает как один короткозамкнутый виток, а в расплаве наблюдается всего одна конвективная ячейка.
Режимы работы тигельной индукционной печи
В режиме основного резонанса в печке на 2-3 кВт можно расплавить до 0,5 кг стали, но разогрев шихты/заготовки займет до часа и более. Соответственно, общее потребление электричества от сети будет большим, а общий КПД – низким. На дорезонансных частотах – еще ниже.
Вследствие этого индукционные печи для плавки металла работают чаще всего на 2-й, 3-й и др. высших гармониках (Поз. 2 на рис.) Требуемая для разогрева/расплавления мощность при этом возрастает; для того же полкило стали на 2-й понадобится 7-8 кВт, на 3-ей 10-12 кВт. Но прогрев происходит очень быстро, за минуты или доли минут. Поэтому и КПД выходит высокий: печка не успевает «съесть» много, как расплав уже можно лить.
У печей на гармониках есть важнейшее, даже уникальное достоинство: в расплаве возникает несколько конвективных ячеек, мгновенно и тщательно его перемешивающих. Поэтому можно вести плавку в режиме т. наз. быстрой шихты, получая сплавы, которые в любых других плавильных печах выплавить принципиально невозможно.
Если же «задрать» частоту в 5-6 и более раз выше основной, то КПД несколько (ненамного) падает, но проявляется еще одно замечательное свойство индукционки на гармониках: поверхностный нагрев вследствие скин-эффекта, вытесняющего ЭМП к поверхности заготовки, Поз. 3 на рис. Для плавки этот режим используется редко, но для разогрева заготовок под поверхностную цементацию и закалку – милое дело. Современная техника без такого способа термообработки была бы просто невозможна.
О левитации в индукторе
А теперь проделаем фокус: накрутим первые 1-3 витка индуктора, затем перегнем трубку/шину на 180 градусов, и остальную обмотку навьем в обратном направлении (Поз 4 на рис.) Подключим к генератору, введем в индуктор тигель в шихтой, дадим ток. Дождемся расплавления, уберем тигель. Расплав в индукторе соберется в сферу, которая там останется висеть, пока не выключим генератор. Тогда – упадет вниз.
Эффект электромагнитной левитации расплава используют для очистки металлов путем зонной плавки, для получение высокоточных металлических шариков и микросфер, и т.п. Но для надлежащего результата плавку нужно вести в высоком вакууме, поэтому здесь о левитации в индукторе упомянуто только для сведения.
Принцип работы индукционного нагревателя
Индукционный нагрев невозможен без использования трех основных элементов:
- индуктора;
- генератора;
- нагревательного элемента.
Индуктор представляет собой катушку, обычно выполненную из медной проволоки, с ее помощью генерируют магнитное поле. Генератор переменного тока используют для получения высокочастотного потока из стандартного потока домашней электросети с частотой 50 Гц.
В качестве нагревательного элемента применяется металлический предмет, способный поглощать тепловую энергию под воздействием магнитного поля. Если правильно соединить эти элементы, можно получить высокопроизводительный прибор, который прекрасно подходит для подогрева жидкого теплоносителя и отопления дома.
Галерея изображенийНезависимо от конструктивной сложности, габаритов и решаемых задач основными его компонентами являются индуктор, генератор вихревых токов и нагревательный элементНесомненным преимуществом индукционных нагревателей является быстрый разогрев при существенно более низких потребностях в электроэнергии по сравнению с другими нагревающими приборамиВеским минусом индукционных нагревателей признают обязательную необходимость в наличии источника энергии. Без электричества прибор совершенно бесполезенЕсли самодельный индукционный нагреватель установить на металлический отопительный трубопровод, то он будет не только эффективно греть теплоноситель, но и стимулировать движение нагретой жидкости по контуруДля того чтобы инвертор нормально работал в схеме с индукционной катушкой, его подключают через терморегулятор. К выходам подключают выпрямительные диоды, иначе система будет работать как электромагнит, а не как индукционный нагревательСамым простым генератором индукционных токов для самодельного нагревателя послужит инвертор, применяемый обычно в электросваркеИндукционную катушку, вырабатывающую вихревые токи, подключают к полюсам инвертора, при включении которого в сеть сразу начинает генерироваться тепловая энергияПринцип индукции применяется не только в подготовке теплоносителя и нагреве санитарной воды для гигиенических целей. Он используется в плавке металловСборка простейшего индукционного нагревателяБыстрое разогревание вихревыми токамиОбязательный доступ к источнику энергииНагрев металлической трубкиМодернизация обычного инвертораИспользование инвертора в качестве генератораТочки подключения индукционной катушкиПрименение индукции в плавке металлов
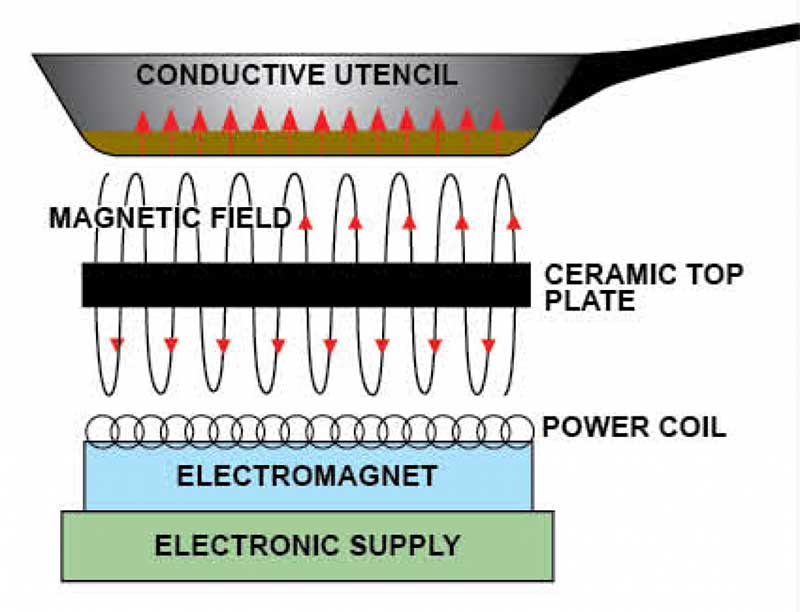
С помощью генератора электрический ток с необходимыми характеристиками подается на индуктор, т.е. на медную катушку. При прохождении через нее поток заряженных частиц формирует магнитное поле.
Принцип действия индукционных нагревателей основан на возникновении электротоков внутри проводников, появляющихся под воздействием магнитных полей
Особенность поля состоит в том, что оно обладает способностью на высоких частотах изменять направление электромагнитных волн. Если в это поле поместить какой-нибудь металлический предмет, он начнет нагреваться без непосредственного контакта с индуктором под воздействием созданных вихревых токов.
Высокочастотный электрический ток, поступающий от инвертора к индукционной катушке, создает магнитное поле с постоянно изменяющимся вектором магнитных волн. Помещенный в это поле металл быстро разогревается
Отсутствие контакта позволяет сделать потери энергии при переходе из одного вида в другой ничтожными, чем и объясняется повышенный КПД индукционных котлов.
Чтобы подогреть воду для отопительного контура, достаточно обеспечить ее контакт с металлическим нагревателем. Часто в качестве нагревательного элемента используют металлическую трубу, через которую просто пропускают поток воды. Вода попутно охлаждает нагреватель, что значительно увеличивает срок его службы.
Электромагнит индукционного прибора получают путем намотки проволоки вокруг сердечника из ферромагнита. Полученная в результате катушка индукции разогревается и передает тепло нагреваемому телу или протекающему рядом теплоносителю через теплообменник
Виды плит
На рынке бытовой техники представлены печи различной функциональности и стоимости. Пользователи могут приобрести как недорогие индукционные плиты для кухни, так и многофункциональные системы, монтируемые в кафе и ресторанах.
К основным видам этого оборудования относятся:
- компактные настольные индукционные плиты с одной или несколькими конфорками;
- встраиваемая техника либо отдельные варочные панели;
- комбинированные плиты – совмещают элементы, работающие на принципе магнитной индукции, и электрические нагревательные конфорки.
Комбинированная индукционно-газовая плита
При выборе печки на основе энергии магнитного поля стоит обращать внимание на возможности мощности и количество режимов. Функция интенсивного нагрева позволяет приготовить блюдо быстрее
Задуматься стоит и о форме конфорки: она может быть плоской или углубленной. От этого будет зависеть возможность использования посуды с различным дном. Многофункциональные устройства, такие как индукционные плиты с духовым шкафом и большим количеством конфорок, позволят одновременно приготовить несколько блюд.











