Сварка полуавтоматом позволяет повысить производительность труда и получить качественное соединение металлических частей конструкции или изделия. Научиться варить металлы на аппаратах не так сложно, если знать принцип работы конкретного полуавтомата, нюансы подбора расходных материалов, режимов и технологию ведения сварочного процесса. Источники питания полуавтоматического типа используют на предприятиях, в мастерских, СТО и дома при выполнении соединения своими руками. В процессе обучения сварщика в специализированных заведениях уроки получения необходимых навыков проводят опытные мастера, но можно и самостоятельно варить полуавтоматом с защитой зоны расплавленного металла и без углекислоты. Главное – правильно настроить величину сварочного тока и умело осуществлять манипулирование горелкой.

Что такое подающий ролик?
Ролик подающего механизма — это сменный элемент подающего механизма сварочного полуавтомата MIG/MAG, который подбирается в соответствии с видом сварочной проволоки, её диаметром, габаритными размерами роликов и самим аппаратом.
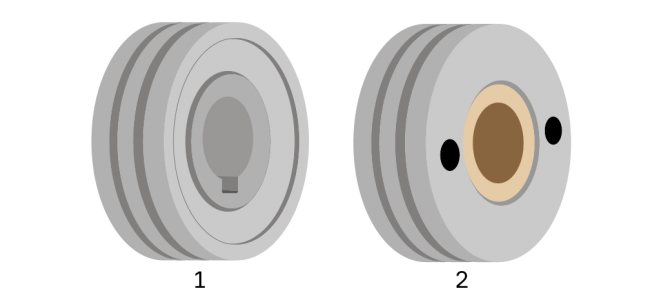
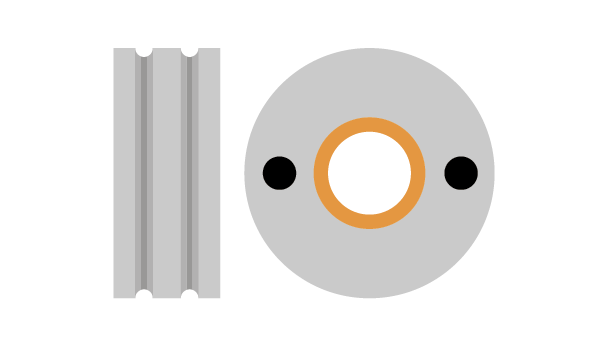
Подающие ролики изготавливаются из легированной стали. Наиболее часто применяются цельные (1) ролики с накаткой и коническими гладкими канавками. Второй вид по форме — составные (2), которые состоят из двух подающих роликов с фасками и накаткой по фаске.
Как подключить углекислый газ к полуавтомату
Для этих целей сначала устанавливается редуктор на баллон с технической углекислотой. Почему именно с технической углекислотой? Всё очень просто, поскольку она содержит наименьшее количество водяных паров.

Затем редуктор нужно будет подключить гайкой к баллону, не забыв установить прокладку. Чтобы подключить полуавтомат к редуктору, необходимо воспользоваться специальным шлангом. На этом всё. Сварочный полуавтомат подключён, остаётся лишь выполнить все необходимые регулировки.
Какие ролики бывают?
Различают 3 вида подающих роликов для сварочных полуавтоматов и это различие заключается в проволоке, которая используется в работе.
Ролики для стальной проволоки имеют буквенное обозначение «V», что характеризует форму канавки. Подающие ролики для стальной проволоки имеют две направляющие канавки V-образной формы.
Ролики для алюминиевой проволоки имеют буквенное обозначение «U», что характеризует форму направляющих канавок. Канавки ролика обеспечивают плотный контакт с проволокой, в результате чего она не проскальзывает и не заламывается.
Ролики для порошковой проволоки имеют буквенное обозначение «K».
Порошковая проволока — это трубчатая проволока, заполненная флюсом и металлическим порошком, которая защищает расплавленный металл от воздействия воздуха при сварке.
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой с флюсом выполняется по следующему алгоритму:
- металлические детали необходимо предварительно подготовить, для этого зачищают место соединения, обезжиривают края;
- на механизме с проволокой устанавливается низкая скорость подачи, а также минимальные значения напряжения;
- горелку рекомендуется вести углом вперед, дуга прерывистая;
- на оборудовании устанавливают правильную полярность для сварки порошковой проволокой без газа;
- ролики перемещения и наконечник на головку подбирают соответственно диаметру присадочного материала;
- конец обрабатывают для предотвращения налипания брызг металла;
- движение при сварке начинают от верха шва, равномерно без рывков;
- порошковая проволока подается к переднему краю;
- для начинающих сварщиков рекомендуется первоначально выполнить проверочный шов.
Соединение металла сваркой является сложным технологическим процессом, при котором требуется соблюдать необходимые меры безопасности, а также наличие средств защиты.
Как правильно подобрать ролик?
При выборе ролика необходимо учесть следующие моменты:
- Тип проволокопадающего механизма, который установлен в сварочном аппарате. Различают 2-х роликовый и 4-х роликовый механизм подачи проволоки.
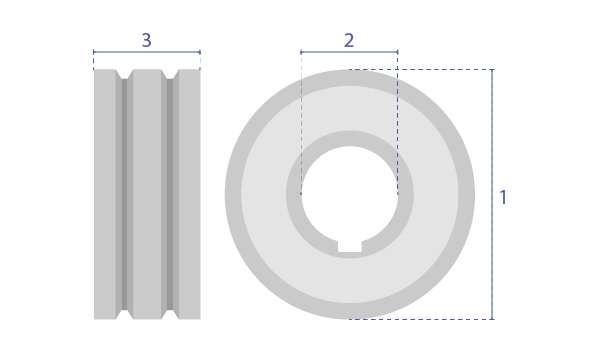
- Габаритные размеры ролика. Чтобы правильно подобрать ролик по габаритам есть 2 способа:
1 способ самый простой — просто знать, какой размер ролика в вашем сварочном аппарате.
2 способ — произвести самостоятельный замер ролика. Необходимо замерить общую ширину ролика (это будет первое число в габаритах), потом нужно замерить посадочную резьбу/отверстие (это будет второе число в габаритах), и, далее, произведите замер ширины торцевой части ролика (это третье число в габаритах). Полученные цифры, например, 30х10х12 — это и есть габаритные размеры ролика.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
![]()
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Вид и диаметр сварочной проволоки
Диаметр канавки ролика выбирается в зависимости от диаметра и вида проволоки для сварки. Диаметр и вид проволоки прописывается на самом товаре – это буквенно-цифровая гравировка. При изменении сечения проволоки вы просто переворачиваете ролик нужной стороной и продолжаете использовать его далее. Обратите внимание, что маркировка диаметра сварочной проволоки указывает на ту канавку, которая находится ближе к маркировке.
На сайте ПТК в разделе про подающие ролики, в настроенных фильтрах вы с легкостью сможете подобрать нужный ролик по габаритам, по типу и диаметру сварочной проволоки.
Как отрегулировать сварочный полуавтомат
Проверять настройки и регулировки сварочного полуавтомата нужно каждый раз перед включением устройства.

В перечень необходимых работ входят:
- Проверка натяжения проволоки. Сварочная проволока должна поступать без чрезмерного натяжения, но, в тоже время, она не должна провисать.
- Подтяжка прижимного ролика. Смысл данной операции в том, чтобы настроить прижимную силу ролика, таким образом, чтобы через него проходила даже изогнутая проволока для сварки.
- Регулировка расхода газа полуавтомата. Сделать это можно посредством вентиля, который расположен на газовом баллоне. Давление на газовом редукторе должно быть примерно 2кг/см.
Следует включить сварочную горелку и дождаться когда газовый клапан откроется. Расход газа должен быть в пределах 7-10 литров в минуту. Проверить данный показатель можно по шкале расходомера на манометре.
Поделиться в соцсетях
Как правильно заправить проволоку в ролик?
Правильно заправленная сварочная проволока в подающий ролик — это гарантия успеха при проведении сварочных работ, также это повышает производительность сварочных полуавтоматов и срок их эксплуатации.
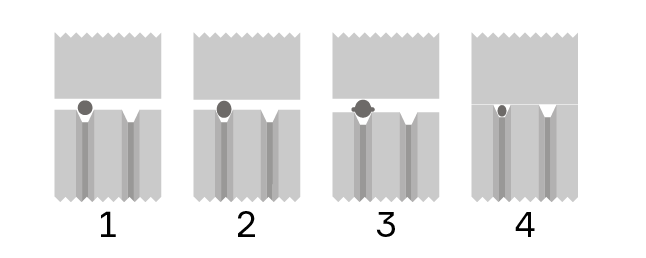
Схематично на рисунке мы отобразили корректную заправку проволоки и возможные ошибки, с которыми вы можете столкнуться.
- Нормальное усилие зажатия.
- Чрезмерное усилие зажатия.
- Слишком большой диаметр проволоки.
- Слишком маленький диаметр проволоки.
При заправке роликов проволокой учитывайте рекомендации по выбору усилия зажатия, которое настраивается при помощи регулирующего винта на подающем механизме сварочного аппарата.
| Вид сварочной проволоки | Усилие зажатия | |
| Стальная | 2,5–3,5 | |
| Алюминиевая | 1–2,5 | |
| Порошковая | 2–2,5 |
В ассортименте фирменной продукции ПТК представлен широкий выбор подающих роликов и сопутствующих товаров, подробнее ознакомиться с техническими характеристиками, описанием и фотографиями вы можете в карточках товара. Вся продукция доступна к заказу у менеджеров отдела продаж и у официальных дилеров.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
Крайне важен квалифицированный подбор состава проволоки при сварке в углекислоте, поскольку физико-химический процесс термического воздействия на шов, сильно влияет на качество соединения металлов и сплавов.

Подающие ролики для стальной проволоки
Артикул: 005.040.120 Ролик подающий 30х22х10 V 0,6–0,8
Ролик подающий для стальной проволоки диаметром 0,6–0,8 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 Y, MIG 200 GW, MIG 300 GW, MIG 300 GDL.
Цена: 658 р
Артикул: 005.040.127 Ролик подающий 40х32х10 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 795 р
Артикул: 005.040.109 Ролик подающий 40х32х10 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 795 р
Артикул: 005.040.108 Ролик подающий 40х32х10 V 0,8-1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 795 р
Артикул: 005.040.107 Ролик подающий 30х22х10 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350-1, MIG 350, MIG 500 с завода HISTER .
Цена: 658 р
Артикул: 005.040.105 Ролик подающий 30х22х10 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GDM, MIG 300 Y, MIG 250 GW, MIG 300 GW, MIG 300 GDL.
Цена: 658 р
Артикул: 005.040.106 Ролик подающий 30х22х10 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250, MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 Y, MIG 200 GW, MIG 250 GW, MIG 300 GW, MIG 300 GDL.
Цена: 658 р
Артикул: 005.040.101 Ролик подающий 30х10х12 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.
Цена: 658 р
Артикул: 005.040.102 Ролик подающий 30х10х12 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.
Цена: 658 р
Артикул: 005.040.103 Ролик подающий 30х10х12 V 1,2–1,6
Ролик подающий для стальной проволоки диаметром 1,2–1,6 мм. V-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500.
Цена: 658 р
Артикул: 005.040.113 Ролик подающий 35х25х8 V 1,0–1,2
Ролик подающий для стальной проволоки диаметром 1,0–1,2 мм. V-образная форма канавки. Габариты ролика 35х25х8. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250.
Цена: 688 р
Артикул: 005.040.112 Ролик подающий 35х25х8 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 35х25х8. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 200, MIG 250.
Цена: 688 р
Артикул: 005.020.102 Ролик подающий 30х10х10 V 0,6–0,8
Ролик подающий для стальной проволоки диаметром 0,6–0,8 мм. V-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 740 р
Артикул: 005.020.103 Ролик подающий 30х10х10 V 0,8–1,0
Ролик подающий для стальной проволоки диаметром 0,8–1,0 мм. V-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 740 р
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Рисунок 2 — Полуавтомат из инвертора
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.
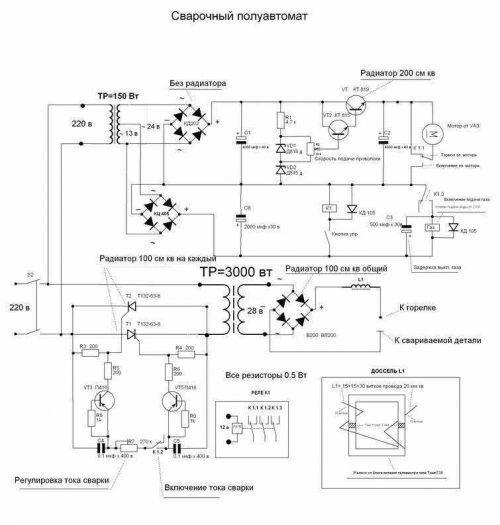
Рисунок 3 — Схема сварочного полуавтомата
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
Рисунок 4 — Обмотка инвертора
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.
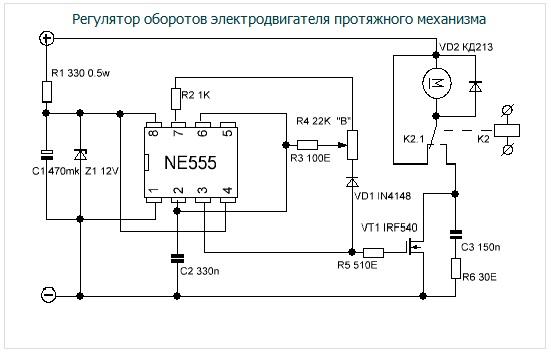
Рисунок 5 — Схема регулятора оборотов электродвигателя
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.

Рисунок 6 — Подающий механизм
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
Конструктивные элементы:
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.
Рисунок 7 — Устройство узла горелки
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
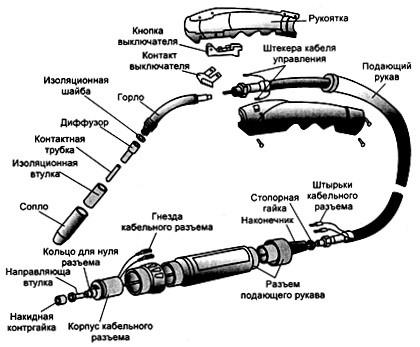
Рисунок 8 — Устройство газовой горелки
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.

При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Подающие ролики для алюминиевой проволоки
Артикул: 005.040.116 Ролик подающий 30х10х12 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 250 P GDM, MIG 300 P GDL.
Цена: 658 р
Артикул: 005.040.111 Ролик подающий 40х32х10 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 795 р
Артикул: 005.040.130 Ролик подающий 40х32х10 U 1,2–1,6
Ролик подающий для алюминиевой проволоки диаметром 1,2–1,6 мм. U-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 795 р
Артикул: 005.040.123 Ролик подающий 30х22х10 U 1,0–1,2
Ролик подающий для алюминиевой проволоки диаметром 1,0–1,2 мм. U-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 250 GDM, MIG 300 GDL.
Цена: 658 р
Артикул: 005.040.121 Ролик подающий 30х22х10 U 0,6–0,8
Ролик подающий для алюминиевой проволоки диаметром 0,6–0,8 мм. U-образная форма канавки. Габариты ролика 30х22х10.
Артикул: 005.040.115 Ролик подающий 30х10х12 U 0,8–1,0
Ролик подающий для алюминиевой проволоки диаметром 0,8–1,0 мм. U-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 300 GD.
Цена: 658 р
Артикул: 005.020.101 Ролик подающий 30х10х10 U 0,8–1,0
Ролик подающий для алюминиевой проволоки диаметром 0,8–1,0 мм. U-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S и ПТК RILON MIG GDM.
Цена: 740 р
Подающие ролики для порошковой проволоки
Артикул: 005.020.107 Ролик подающий 30х10х10 K 1,0–1,2
Ролик подающий для порошковой проволоки диаметром 1,0–1,2 мм. K-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 740 р
Артикул: 005.040.124 Ролик подающий 30х22х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х22х10. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 300, MIG 350-1, MIG 350, MIG 500 с завода HISTER и ПТК RILON MIG 250 GS, MIG 250 GDM, MIG 300 GDL, MIG 200 GW.
Цена: 658 р
Артикул: 005.040.131 Ролик подающий 40х32х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 40х32х10. Подходит для аппаратов полуавтоматической сварки ПТК RILON MIG 350 GF, MIG 500 GF, MIG 500 I, MIG 500 F, MIG 500 FW.
Цена: 877 р
Артикул: 005.040.118 Ролик подающий 30х10х12 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х10х12. Подходит для аппаратов полуавтоматической сварки ПРОФИ MIG 350, MIG 500 и ПТК RILON MIG 250 P GDM, MIG 300 P GDL, MIG 300 GN, MIG 300 GD.
Цена: 658 р
Артикул: 005.020.105 Ролик подающий 30х10х10 K 0,8–0,9
Ролик подающий для порошковой проволоки диаметром 0,8–0,9 мм. K-образная форма канавки. Габариты ролика 30х10х10. Подходит для аппаратов полуавтоматической сварки серий ПТК МАСТЕР MIG S, МАСТЕР MIG F, МАСТЕР MIG SYNERGY D и ПТК RILON MIG GDM.
Цена: 740 р
Механизмы подачи проволоки
Артикул: 005.040.164 Механизм подачи проволоки WZ-SSJ
4-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов ПРОФИ MIG 350 и MIG 500 с завода HISTER. Подходит для роликов с габаритами 30х10х12 при использовании цельнометаллической или порошковой проволоки. В комплект поставки входят два подающих ролика для стальной проволоки диаметром 1,0–1,2 мм.
Цена: 16 171 р
Артикул: 005.040.163 Механизм подачи проволоки 15SSJ-DA04
4-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов ПРОФИ MIG 350-1 с завода HISTER. Подходит для роликов с габаритами 30х22х10 при использовании цельнометаллической или порошковой проволоки. В комплект поставки входят два подающих ролика для стальной проволоки диаметром 1,0–1,2 мм.
Цена: 15 183 р
Артикул: 005.040.162 Механизм подачи проволоки 15SSJ-A
2-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов ПРОФИ MIG 200, MIG 250 и MIG 300 с завода HISTER. Подходит для роликов с габаритами 30х22х10 при использовании цельнометаллической или порошковой проволоки. В комплект поставки входит один подающий ролик для стальной проволоки диаметром 0,8–1,0 мм.
Цена: 9 839 р
Артикул: 005.040.161 Механизм подачи проволоки 45SSJ29-D
2-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов ПТК МАСТЕР серий F и SYNERGY D. Подходит для роликов с габаритами 30х10х10 при использовании цельнометаллической или порошковой проволоки. В комплект поставки входит один подающий ролик для стальной проволоки диаметром 0,8–1,0 мм.
Цена: 5 037 р
Артикул: 005.040.152 Проволокоподающий механизм 63SSJ02R
2-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов. Подходит для роликов с габаритами 30х22х10 при использовании цельнометаллической или порошковой проволоки. Двигатель располагается справа.
Цена: 9 969 р
Артикул: 005.040.155 Проволокоподающий механизм 77SSJ05R
4-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов. Подходит для роликов с габаритами 40х32х10 при использовании цельнометаллической или порошковой проволоки. Двигатель располагается справа.
Цена: 20 586 р
Артикул: 005.040.156 Проволокоподающий механизм 77SSJ05L
4-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов. Подходит для роликов с габаритами 40х32х10 при использовании цельнометаллической или порошковой проволоки. Двигатель располагается слева.
Цена: 20 586 р
Артикул: 005.040.153 Проволокоподающий механизм 63SSJ02L
2-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов. Подходит для роликов с габаритами 30х22х10 при использовании цельнометаллической или порошковой проволоки. Двигатель располагается слева.
Цена: 9 969 р
Артикул: 005.040.157 Проволокоподающий механизм 48024040
2-х роликовый механизм подачи проволоки для сварочных полуавтоматов с пластиковым корпусом. Подходит для роликов с габаритами 30х10х15 при использовании цельнометаллической или порошковой проволоки.
Цена: 5 958 р
Артикул: 005.020.152 Механизм подачи проволоки SG 4SSJ29
2-х роликовый металлический механизм подачи проволоки для сварочных полуавтоматов ПТК МАСТЕР серии S. Подходит для роликов с габаритами 30х10х10 при использовании цельнометаллической или порошковой проволоки. Двигатель располагается слева.
Цена: 6 914 р
Клапан подачи углекислоты на сварочном полуавтомате
Чтобы заняться электросваркой при ремонте кузовов автомобилей, помимо углекислотного сварочного полуавтомата, нам понадобится сварочная проволока и защитный газ. Рассмотрим эти важные аксессуары подробнее.
Сварочная проволока продается в специализированных магазинах в виде так называемых «евробобин» массой около 5 кг. Эти бобины универсальные, и подходят к любому полуавтомату. Проволока стальная, омедненная. Чаше всего используют проволоку диаметром 0,8 мм, иногда 0,6 мм.
Медь служит для защиты от коррозии, для увеличения электропроводности. А также в качестве своеобразной смазки для улучшения скольжения проволоки в подводящем канале. Сварочная проволока из нержавеющей стали или из алюминия может продаваться в виде небольших катушек массой 0,2 кг.
Отечественная проволока для углекислотного сварочного полуавтомата называется СВ08Г2С — с легируюшими добавками, или СВ08ГС без них. Сварка будет успешной при использовании любой проволоки, независимо от ее диаметра и производителя. При условии, что она будет омедненной, и не будет иметь загрязнений и ржавчины.
Если вам нужно варить нержавейку и (или) алюминий, то вы можете купить и соответствующую проволоку. Помните, что сварка цветных металлов возможна только в среде инертного газа — аргона и имеет некоторые отличия в выборе сварочного тока и скорости подачи проволоки.
Существует проволока для сварки без использования защитного газа. Такую проволоку могут называть флюсовой или самозащитной. Проволока для сварки без использования защитного газа сделана по технологиям порошковой металлургии. Есть сварочные полуавтоматы, предназначенные для работы только с ней, хотя в продаже они встречаются довольно редко.
[/su_box]
Сварка в этом случае ведется током прямой полярности — «минус» на горелке и «плюс» на зажиме. Проволока эта дороже обычной, а сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде защитного газа.
Баллоны для углекислотного сварочного полуавтомата
Многие импортные полуавтоматы предназначены для работы с малогабаритными газовыми баллонами и имеют соответствующие крепления для них на задней панели.
В этих баллонах может быть углекислый газ, аргон или их смесь. Использование углекислотного сварочного полуавтомата с такими баллонами очень удобно, но не практично. Баллоны эти довольно дороги.
Имеют малый объем и быстро становятся пустыми.
Поэтому лучше всего использовать стандартные отечественные баллоны для углекислотного сварочного полуавтомата объемом 40 или 20 литров. Они выкрашены в черный цвет и содержат до 25 и 12 кг жидкой углекислоты соответственно под давлением около 70 кг/см2.
Баллонов этих хватит надолго, и проблем с их перезарядкой нет никаких. В больших городах найдется много фирм, торгующих техническими газами. Там вы можете купить уже заправленный углекислым газом баллон. А потом только обменивать пустой на заполненный.
Углекислотный газовый баллон — это сосуд высокого давления, подвергаемый техническому освидетельствованию с периодом один раз в пять лет. Об этом факте сообщает клеймо с датой следующего освидетельствования в верхней части баллона чуть ниже вентиля. Ваша задача — не взять «просроченный» баллон.
Углекислый газ бывает техническим и пищевым. Основное отличие между ними — в пищевом большее содержание водяных паров. Подойдет любой из них, но предпочтение стоит отдавать техническому. Очень удобен баллон на 20 литров. Перетаскивать его под силу и в одиночку. А перевозится он в положении лежа на заднем сиденье легковушки.
Редукторы для углекислотного сварочного полуавтомата
Редукторы для углекислотного сварочного полуавтомата продаются в специализированных магазинах сварочного оборудования. Назначение редуктора — понизить высокое давление газа, находящегося в баллоне, до рабочего. Пригодного для ведения сварочных работ.
Редуктор, предназначенный для углекислого газа, имеет корпус черного цвета и манометр, показывающий давление газа и его расход в литрах в минуту на выходе. Подойдет также и кислородный редуктор. У него два манометра, информирующие о давлении в баллоне и на выходе редуктора, а корпус голубого цвета. Корпус применяемого редуктора по цвету должен совпадать с цветом баллона.
Улекислотный баллон А, вентиль Б и редуктор с манометром Д. На выходе редуктора Е виден штуцер (ерш), к которому припаян переходник. В — накидная гайка. Г — регулятор давления газа на выходе редуктора. Ж — аварийный клапан.
К вентилю Б углекислотного баллона редуктор присоединяется через паронитовую прокладку с помощью накидной гайки В под ключ на 32 мм. Вращением рукоятки Г устанавливается давление (расход) газа. Необходимое для работы углекислотного сварочного полуавтомата. Вращение рукоятки по часовой стрелке увеличивает давление (расход) углекислого газа на выходе редуктора и наоборот.
На выходе редуктора имеется штуцер Е для подключения резинового шланга внутренним диаметром 6 или 9 мм. Штуцер подсоединяется к редуктору накидной гайкой под ключ на 19 мм и имеет конусное уплотнение. У некоторых полуавтоматов для подключения к редуктору имеется полипропиленовая трубка и переходник для ее подсоединения к тонкому шлангу.
По материалам книги «Кузовной ремонт в гараже. Рихтовка, сварка, шпатлевка, окраска». Шкунов И.В.
Углекислотный редуктор давления. Регулировка подачи защитного газа
Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Самостоятельное отключение сварочного устройства
Работа сварочного полуавтомата.
В этой ситуации при подключении к сети происходит самопроизвольное отключение, так как срабатывает защитный элемент. Такие проблемы чаще всего происходят в процессе замыкания цепи высокого напряжения. Обычно замыкают провода и корпус или сама проводка. Сработать защита может вследствие замыкания между катушечных витков или элементов магнитопровода.
Если необходим ремонт, следует отключить сварочный аппарат от электросети, обнаружить очаг неполадки и исправить его — это может быть восстановление изоляции, замена конденсатора и другие возможные неисправности.
Сильно гудит сварочный полуавтомат
Подобного рода проблемы чаще всего сопровождаются перегревом оборудования. Факторов может быть несколько:
- ослабли болты, которые стягивают магнитнопроводные элементы;
- поломка в креплении сердечника или в механизме перемещения катушек;
- перегрузка оборудования (довольно долго работал сварочный аппарат, наивысшие показатели тока, большое сечение электрода).
Устройство может сильно гудеть и при замыкании сварочной проводки или элементов магнитопровода. При создании такой неисправности требуется проверка всех креплений, а при необходимости их подтягивают, устраняются неполадки в механизме крепления сердечника, нужно провести проверку и заизолировать сварочные кабеля.
Устройство горелки полуавтомата.
Чаще всего такие нарушения происходят от несоблюдения правил эксплуатации — установка сварочного тока превышает допустимые нормы, применяются слишком большие электроды, а также нарушается продолжительность работы (без необходимого перерыва) сварочного аппарата. Если возникли такие проблемы, требуется соблюдение режима, допустимого для этого устройства, а также охлаждать аппарат, делая перерыв в работе.
Чрезмерный перегрев приводит к замыканиям витков обмотки катушек — это последствия горения изоляционного слоя, который приводит даже к задымлению. Это считается самой серьезной поломкой, при которой аппарат может сгореть.
Если это случилось, то необходимо провести восстановление изолирующего слоя проводки в катушках, но, бывает, что не обойтись без полной перемотки.
При произведении перемотки должен использоваться провод предыдущего сечения и с таким же количеством витков.
А если маленький показатель сварочного тока? Эти неисправности связаны с понижением напряжения сетей питания или поломкой регулятора, подающего ток к аппарату.
Если же не регулируется ток сварочного аппарата, то подобная проблема случается от неисправности механической регулировки тока.
Регуляторы в каждых моделях имеют разную модификацию. Проблемы чаще всего происходят в винтах регулятора, в зажимных элементах, при неравномерной подвижности вторичных катушек, если замкнула дроссельная катушка, а также при проникновении мусора или инородных предметов. В этом случае должен сниматься кожух и необходимо провести исследование всех механизмов регулирования.
Дополнительные проблемы, когда неисправен прибор
- Самопроизвольный перерыв дуги без возможности возобновления работы. При такой неисправности вместо дуги появляются только искры. Это происходит, если существует пробой в обмотке высокого напряжения, от замыкания сварочных проводов, если нарушено соединение проводов с клеммами устройства.
- Перерасход тока в сети без нагрузки. Такая проблема может возникнуть из-за замыкания витков обмотки, которую можно устранить путем восстановления изоляции или при полной смене обмотки на катушке сварки.
Помимо того, чтобы иметь представление, из каких элементов состоит сварочный аппарат, необходимо ознакомиться с комплектующими изделиями:
- кабель заземления;
- дистанционный пульт управления;
- горелка полуавтоматическая;
- проволокоподающий элемент;
- кабель управления;
- блок охлаждения;
- источник тока;
- газовый шланг;
- редуктор;
- баллон газовый.
В некоторых моделях проволокоподающее устройство, кабель управления и источник тока могут быть в одном блоке.
Ремонт сварочного полуавтомата
Отремонтировать сварочный полуавтомат можно не всегда, но если поломка не очень серьезная, то попробовать стоит.
Наиболее распространенной проблемой, при которой не нужно специальное оборудование, является прилипание электрода при допустимой силе тока. К такой поломке может привести следующее:
- недостаточное сетевое напряжение (это временный фактор и не требует ремонта);
- сетевой кабель неплотно прилегает к гнезду (в этом случае следует поправить или поменять разъем);
- в сети питания подпаливаются контакты (нужно подобрать другой удлинитель сечением более 2,5 мм, но при условии, что длина не будет превышать 40 м, ну а если превышает, то кабель используется более 4 мм).
В случае если сварочная дуга нестабильная или не полностью происходит расплавление проволоки, вероятней всего, срок контактного наконечника истек или неправильно присоединено зажимное заземление. При устранении этих неполадок нужно просто поменять наконечник или зачистить контакты зажимов от загрязнения.
Причинами, при возникновении перебоев с поступлением защитного газа, которые выражаются в плохом качестве шва при сварке, могут служить неисправности газового диффузора. Такую неисправность можно устранить, заменив элемент.
Итак, большинство проблем можно исключить при помощи замены пришедших в негодность элементов и составных частей сварочных полуавтоматов. Ну а если мелкий ремонт не принес результатов, то необходимо обратиться за помощью в сервис или к специалисту, который владеет знаниями и технической базой требуемых для ремонта сварочных полуавтоматов.
Доработка полуавтомата. Сварка для начинающих на видео 7
Настоящая Политика конфиденциальности персональных данных (далее – Политика конфиденциальности) действует в отношении всей информации, которую Интернет-сайт «Сам Автомастер», расположенный на доменном имени sam-avtomaster.com, может получить о Пользователе во время использования нашего сайта.
Настоящая Политика конфиденциальности применяется только к сайту «Сам Автомастер». Сайт гарантирует, что не приведет к повреждению компьютера Пользователя или заражению его вирусами.
Администрация сайта не проверяет достоверность персональных данных, предоставляемых Пользователем при отправке им электронного сообщения.
Идентификация посетителей
Для просмотра информации на сайте Sam-Avtomaster.com не требуется регистрация с указанием личных данных. Когда Пользователь заходит на наш сайт, никакая личная информация не собирается. Возможно просматривать сайт анонимно.
Электронная почта
Адрес электронной почты, а также почтовый адрес указываемый при заполнении полей формы комментариев, формы заказа и контактной формы не показывается другим посетителям сайта. Мы можем сохранять комментарии, сообщения электронной почты, оправленные Пользователями на сервере чтобы обрабатывать запросы, отвечать на вопросы и совершенствовать службы сайта.
Персональные данные, разрешённые к обработке в рамках настоящей Политики конфиденциальности, предоставляются Пользователем путём заполнения контактной формы, формы заказа и формы добавления комментариев на сайте и может включать в себя следующую информацию:
- ФИО Пользователя;
- Адрес электронной почты (e-mail);
- Почтовый индекс и адрес;