Резка листового материала – важная технологическая операция, выполнение которой необходимо при создании значительного количества профилей. Для того чтобы быстро и эффективно справиться с рассматриваемой задачей требуется специальное оборудование – гильотина по металлу. Купить этот станок вы можете на сайте компании Metal Master. Представленная здесь информация – фото, видео, подробное описание, тех. характеристики каждой модели станка позволит принять взвешенное и обдуманное решение, подобрать оптимальный вариант оборудования полностью соответствующего технологическим реалиям вашего предприятия. Когда тяжело сделать правильный выбор самостоятельно, то вы можете просто позвонить по номеру, указанному на сайте. Консультация опытного менеджера поможет подобрать оптимальный вариант оборудования.
Предлагаемые гильотинные ножницы полностью соответствуют европейским стандартам. Обязательно проводится тестирование оборудования в различных режимах работы перед тем, как станок поступит в продажу. Поэтому вы можете быть на 100% уверены в превосходном качестве указанной техники.
Удобный раскрой широкого спектра материалов: листовой стали, меди, цинка, латуни, пластмассы. В итоге на выходе получаются заготовки идеального качества без каких-либо дефектов (отсутствие вмятин, заусенцев и прочее). В зависимости от модификации оборудования возможно выполнение резки, как рулонного, так и листового материала.
Даже работа, связанная со значительной эксплуатационной нагрузкой будет сделана максимально быстро и качественно. За счёт высокой скорости выполнения поставленных задач эффективность производства неизменно повышается. Себестоимость готовых изделий снижается, а предприятие становится более прибыльным. Станок полностью окупается в течение нескольких месяцев, при полной загруженности оборудования.
Совместно с надёжным гибочным станком гильотинные ножницы позволяют выполнять задачи с созданием доборных элементов кровли, элементов водосточных и вентиляционных систем, а также значительного количества других металлических профилей. Гильотина для резки металла востребована в различных областях промышленности: строительство, машиностроение, приборостроение, изготовление рекламных конструкций.
Перед тем, как приступить к работе за станком следует обязательно изучить руководство по технике безопасности, а также пройти краткий инструктаж. С задачей тех. обслуживания оператор легко сможет справиться самостоятельно, не прибегая к помощи стороннего специалиста.
Выбор гильотинных ножниц должен зависеть не только от загруженности производства (здесь станок выбирается исходя из типа привода), но также важно учитывать целый ряд технических характеристик: толщина листового материала, допустимая длина заготовки, масса и габаритные размеры. Учёт некоторых параметров должен выполняться с небольшим запасом. Такой подход позволит избежать перегрузки оборудования, а значит техника прослужит гораздо дольше.
Ручная гильотина сабельного типа
Это малогабаритное оборудование обладает относительно небольшим весом – простая и удобная транспортировка станка с одного производственного объекта на другой. Лезвия станка выполнено из легированной стали высочайшего качества, устойчивого к коррозионному воздействию.
Предлагаемая техника представляет собой оптимальное решение для предприятий чья основная сфера деятельности единичное или мелкосерийное производство. Станок может быть установлен на предприятиях, где предусмотрены ограничения по производственной площади, например в небольшом цеху или ремонтной мастерской.
Предлагаем обратить внимание на такое оборудование, как Metal Master: MG 800; MG 500; MG 1000 (HS 1000); MG 1300.
Конструктивные особенности и преимущества:
- Наличие компенсатора с пружинной – это позволяет достичь лёгкости при подъёме. Значительная экономия сил рабочего, что в целом положительно сказывается на эффективности вашего предприятия.
- Повышенная износостойкость. Возникающее вибрационное воздействие не оказывает значительного влияния на точность решения поставленных задач;
- Превосходная устойчивость. В основании гильотинных ножниц предусмотрены специальные отверстия для крепления оборудования к рабочей поверхности посредством анкерных болтов. В процессе раскроя материала не допускается смещение станка;
- Возможность обработки листового металла неограниченной длины. Предусмотрен специальный метод крепления лезвия (консольный);
- Удобная ручка станка. Наконечник рукояти сделан из нескользящего материала;
- Для выполнения настройки оборудования для работы с требуемой толщиной металла необходимо всего лишь несколько минут;
- Станок достаточно прост в использовании. Понять принцип его работы сможет даже человек, не обладающий значительным опытом работы с аналогичным оборудованием.
Ручные гильотинные ножницы для резки листового металла от Авангард
ООО «Станкоцентр АВАНГАРД» предоставляет лучшие условия каждому желающему для подбора механических гильотинных ножниц для резки цена, на которую наиболее выгодная и доступная. В специальном разделе каталога вы можете ознакомиться и купить различные типы механических гильотинных ножниц для рубки листового материала, отличающихся по внешнему виду и ряду параметров. Все подробные тех. параметры и характеристики металлорежущего оборудования присутствуют в карточках товара, что позволяет более подробно ознакомиться с тем или иным станком перед его покупкой.
Электромеханическая гильотина
Надёжная стационарная техника, которая в зависимости от модели станка позволяет заниматься обработкой листового металла толщиной от 1,5 мм до 6 мм. Даже сложные задачи, связанные с серьёзной нагрузкой будут решены максимально быстро и качественно, что становится возможным благодаря мощному электродвигателю. Мощный корпус гильотинных ножниц с электромеханическим приводом делает станок устойчивым к негативному воздействию возникающих производственных вибраций. Точность раскроя всегда будет на достаточно высоком уровне.

Предлагаем сделать необходимый выбор из значительного количества металлообрабатывающего оборудования, Metal Master: ETG 1330; ETG 2540; ETG 1315E; ETG 1530E; ETG 2030E.
Гильотина для рубки металла: ручная, гидравлическая, электромеханическая, пневматическая
Резка металлоизделий на гильотине – это прямолинейный метод раскроя стального листового металлопроката на рулоны, полосы и заготовки прямоугольной, квадратной формы.
Отходов при резке гильотиной практически нет (может оставаться незначительное количество мелкой стружки на ножах). Точность реза — 0,05-0,1 мм. Скорость работы — более 10 заготовок в 60 секунд (зависит от вида оборудования).
Путать такие технологии металлообработки, как рубка и резка, не стоит, ведь они имеют существенные отличия.
Рубка и резка металла
Стальные заготовки разрубаются путем ударного воздействия зубила (острого резца), которое расположено под небольшим углом или строго перпендикулярно по отношению к металлопрокату. Наклон рабочего инструмента контролируется мастером, так как представленный метод осуществляется вручную.
Ручной способ рубки знаком людям, работающим на производстве, частным мастерам, автовладельцам. Он применим в тех случаях, когда необходимо:
- подогнать заготовку под нужный размер;
- обработать кромки металлоизделия;
- выровнять плоскую поверхность;
- удалить образовавшиеся заусенцы;
- сформировать кромки для дальнейшей сварки металлопроката;
- отделить появившиеся окалины;
- пробить отверстие в заготовке;
- обрубить головки крепежных элементов (например, болтов).
Зубило имеет заточенный наконечник. Он позволяет разрубать металл, сделать в заготовке канавки, углубления, отверстия.

Изготавливается он из инструментальных сплавов или твердосплавных конструкционных пластин. Внешне выглядит как стальной брусок, на одной стороне которого есть режущая кромка. В зависимости от назначения различается по форме, ширине рабочей части и углу заточки.
Традиционно используются инструменты шириной 2-2,5 см. Режущая кромка бывает плоской или слегка закругленной. При работе со стальным сырьем острая часть зубила со временем тупится. Заточка режущего элемента выполняется с учетом необходимого угла. Для работы:
- с бронзой и чугуном соблюдается параметр в 70 градусов;
- обыкновенной сталью — в 60 градусов;
- медью и латунью — в 45 градусов.
Аналогом зубила является крейцмейсель. Обычно его режущая часть не превышает 1 см, форма рабочей поверхности имеет каплевидную форму. Чаще используется для создания канавок и пазов на поверхности металлоизделия, в то время как зубило используется больше для сквозного прорубания проката.

При ручной рубке в качестве дополнительного инструмента выступает молоток. Для работы выбирается стандартный слесарный инструмент массой 0,4-0,8 кг и длиной ручки от 35 до 45 см.
Процесс рубки металла при помощи зубила состоит из следующих этапов:
- заготовка укладывается на ровную и прочную поверхность или наковальню (чаще она зажимается в тисках);
- делается линия разметки;
- вертикально на место обрубания ставится зубило;
- мастером наносятся легкие удары молотком по верхней части зубила, которое в процессе слегка сдвигается по линии разметки;
- стальная заготовка переворачивается;
- все действия повторяются с обратной стороны.
Но рубка может быть не только вертикальной, но и горизонтальной. В таком случае заготовка зажимается в тисках под углом в 35 градусов и меньше относительно стола. Такой метод позволяет обрубить лишнюю части листового проката, выступающую из тисков.
В качестве альтернативы в последнее время вместо зубила используются ручные ножницы по металлу. Но и в первом, и во втором случае кромка заготовки может иметь шероховатости, заусенцы, неровности.

А вот рубка металла на гильотине дает ровный срез. Но этот вид металлообработки уже больше относится не к рубке, а к резке. Заготовки разрезаются с использованием пиляще-режущего инструмента (ножниц, пил, автоматизированного современного оборудования). Это более современный способ, используемый преимущественно на малых и крупных предприятиях.
Как осуществляется резка металла на гильотине
Гильотина для резки металла – это станок, который оснащен статичным режущим элементом, расположенным внизу, а также верхним ножом (двигается по определенной траектории: дугообразной или только прямой — в зависимости от типа станка). Некоторые виды оснащаются дополнительным прессом, который позволяет зафиксировать заготовку на станине.

Характерная особенность таких установок заключается в косой ножевой балке, расположенной сверху. Это помогает ему постепенно перемещаться к линии среза во время давления на металлический листовой прокат.
Такой тип ножа влияет и на мощность механизма, который способен прорубить сталь толщиной вплоть до 20 мм одним ударом. Но рекомендуемыми параметрами заготовок для работы все же являются листы от 0,1 до 2,5 мм. При этом прочность металла может достигать 500 МПа.
Выпускаются ножи цельными. Изготавливают их преимущественно из марок стали У8А и У10А (после термической обработки должны иметь твердость в пределах 56-58 HRC), а также Х12, 4ХС, 6ХС, 5ХВ2С, Х12Ф1 (их твердость составляет 56-62 HRC).
Процесс рубки состоит из следующих этапов:
- на рабочий стол подается заготовка. Делается это вручную или автоматически (в зависимости от вида станка);
- стальной лист фиксируется для обеспечения высокого качества среза;
- определяются размеры будущих лент или полос;
- обозначаются места разрезов;
- на уложенный металлопрокат опускается стальной нож, заточенный под оптимальным углом (в среднем от 86 до 89 градусов);
- собственной массой или при помощи гидравлического, электромеханического привода он воздействует на заготовку с необходимым для резки усилием;
- как только рассечение сделано, нож поднимается.
В промышленных условиях используется оборудование с длинными ножами, что повышает скорость реза, увеличивает производительность и позволяет рубить металлопрокат шириной больше 3 метров. На крупных предприятиях устанавливаются станки с гильотинными ножницами, которые способны рубить 6-метровый прокат.
Какой металл рубят на гильотине
Станок гильотина используется для раскроя холоднокатаного и горячекатаного металла. Рубить также можно:
- оцинкованную сталь;
- заготовки из нержавеющих сплавов;
- композитные материалы;
- гладкий и рифленый алюминий;
- цветные виды металлов (медь, титан, латунь).
Как мы говорили выше, – толщина заготовок может быть в пределах 0,2-1,5 мм. Гильотина разрубает сталь прочностью до 400 МПа. В промышленных условиях стандартно рубятся заготовки длиной в 2 метра. На крупных предприятиях возможен раскрой листов длиной в 3-6 метров. Точность реза не превышает 0,1-0,2 мм.
Особенности оборудования
Стандартно гильотина для резки листового металла состоит:
- из неподвижной станины (рабочего стола);
- правой и левой стойки;
- прижимной балочной части;
- балки ножевого типа;
- заднего упора;
- кривошипа;
- противорежущей пластины;
- рычага подачи ножа (может быть ручным и автоматическим).
В зависимости от вида оборудования, эта комплектация может быть дополнена.
Гильотина для рубки металла бывает:
- ручной. Используется в небольших мастерских. Заготовку разрубают два установленных ножа. Нижний зафиксирован в одном положении, а верхний двигается строго по вертикали вниз. Ручная гильотина не нуждается в настройке. Важно лишь установить оборудование на ровной поверхности и выставить ножи согласно заводским схемам. Разрезает сравнительно небольшие заготовки (ширина реза обычно не превышает 1200-1500 мм). Используется для стали толщиной до 0,5-0,7 мм. Популярные модели: Mazanek GR 2000, Schechtl HT 200, Q01-1.25×2000;
- гидравлической. Они снабжаются приводной системой гидравлического типа. Делает как штучную, так и серийную обработку металлических листов. Гидравлическая гильотина работает с листовым прокатом толщиной до 2 см и длиной не более 6 метров. Ножи могут двигаться по прямой и дугообразной траектории. Контроль над их расположением осуществляется в ручном, автоматическом, а также полуавтоматическом режиме. Особенно популярны: Stalex HQ, Stalex THS, MelalMaster HCJ;

- электромеханической. Применяется на крупных предприятиях, на которых важна высокая производительность и возможность раскроя толстого листового металлопроката. Нож работает благодаря кривошипно-шатунному механизму. Оборудование может комплектоваться ЧПУ. Это позволяет создавать шаблоны для производства больших партий заготовок в однотипном исполнении, увеличивать точность реза. Электромеханическая гильотина режет металл с сечением 4-8 мм. Нож делает до 60 ходов за одну минуту. Популярные модели: Fabtec Q11, RAS SMARTCUT, RAS PRIMECUT, SAY-MAK SRGM-H;

- пневматической. Весь механизм работает на магистрали со сжатым воздухом. Производительность у этого вида оборудования выше, чем у гидравлического станка. Чаще гильотина пневматическая используется на предприятиях с крупносерийным выпуском металлоизделий. Нож разрезает металл толщиной в 12 мм и более. Особенно популярна модель станка TGSP.

Промышленные гильотины
Производительность и минимизация затрат по времени при рубке на гильотине играют главную роль при выборе оборудования для крупных предприятий. Поэтому в промышленных условиях в основном используется пневматическое, гидравлическое или электромеханическое оборудование. Крупные заготовители делают акцент на полной автоматизации процесса. Основная часть станков оснащается ЧПУ.
Из востребованных видов гильотин для резки металла выделим:
- гидравлические установки MetalMaster;
- электромеханические гильотины Stalex;
- гидравлические ножницы Inanlar;
- пневматические станки TGSP;
- электромеханические ножницы TKS и др.

Гидравлические ножницы Inanlar
Сравнительная таблица всех видов гильотин, ГОСТы, виды брака
| Тип гильотины | Толщина металлоизделия | Вид металлоизделия | Максимальная прочность металлической заготовки | Ширина листового проката | Количество ходов за 60 секунд | Наличие ЧПУ | Точность среза |
| Ручная | 0,2 – 1,5 мм | Оцинкованный и профилированный лист, арматура, обычный листовой металлопрокат | 400 МПа | 0,1-2,5 м | от 2 до 5 | — | 0,05-0,1 мм |
| Гидравлическая | 0,4 – 40 мм | Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла | 500 МПа | 1-3 м | от 8 до 20 | + | 0,05-0,1 мм |
| Электромеханическая | 0,25 – 12 мм | Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла | 500 МПа | 1-3 м | от 1 до 60 | + | 0,05-0,1 мм |
| Пневматическая | 0,2 – 12 мм | Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла | 500 МПа | 1-2,5 м | от 1 до 60 | + | 0,05-0,1 мм |
Работа с гильотинным оборудованием контролируется ГОСТами 6282-88, 11647-75.
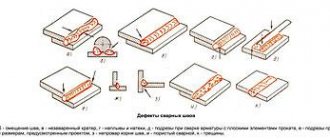
Из возможных видов брака выделим:
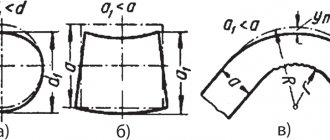
- косой срез и серповидность (объясняется уводом ножевого полотна в сторону из-за слабого натяжения в раме);
- образование острого края на металлоизделии. Причины: плохое качество заточки гильотинного ножа либо неверное расположение верхнего режущего элемента на станке;
- выгнутость или закручивание. Такое может произойти по причине некачественного или неправильного зажима заготовки.
Преимущества резки на гильотине
- Быстрая окупаемость.
- Полная готовность заготовки к дальнейшей обработке после процесса рубки;
- Универсальность (можно работать с листовым прокатом из различных сплавов, включая холодно- и горячекатаную сталь, нержавейку, оцинковку).
- Экономичность. Рубка металла на гильотине дает минимальные потери исходного материала (не больше 10%). Этот метод позволяет разрезать листы практически без опилок и стружек.
- Качество среза. Кромка получается ровной, без заусенцев, заломов и сколов. Нож опускается строго перпендикулярно относительно заготовки.
- Отсутствие нагрева материала.
Применение
В промышленных условиях применяются и иные виды резки металла. Это может быть:
- гидроабразивный метод. Точность реза – 0,1 мм, ширина реза – 0,8-1 мм, потеря материала минимальная (возможные допуски 0,1-0,3 мм);
- ленточнопильная резка. Точность – 0,1 мм, ширина – около 1,5 мм, потеря материала минимальная (возможные допуски 0,1-0,3 мм);
- лазерный способ раскроя. Точность – ±0,05 мм, ширина – 0,2-1 мм, потеря материала небольшая (возможные допуски 0,1 мм);
- плазменная резка. Точность реза составляет ±0,1 – ±0,5 мм (в зависимости от вида материала), ширина реза – 2-7 мм, потеря материала относительно высокая (возможные допуски 0,2–0,5 мм).
Гильотинная резка используется преимущественно для создания стальных листов, лент и полос определенного размера.

Эти металлоизделия в дальнейшем используются в строительстве и в производстве деталей для автомобилей, рабочих машин, промышленных станков. Применяется полученная металлопродукция также в авиа-, судо-, вагоностроении.
Конструктивные особенности и преимущества:
- Электромеханический привод с системой смазки редуктора. Низкая шумность станка даже при значительной нагрузке;
- Специальная разметка рабочего стола. Предельно точное позиционирование обрабатываемого листового материала;
- Высокоточная настройка зазоров между ножами. Чистая поверхность среза гарантирована;
- Для удобной эксплуатации оборудование укомплектовано ножным приводом. Свободными руками оператор может легко и быстро размещать металлический лист на рабочей поверхности;
- К рабочей поверхности станок крепится посредством анкерных болтов. В процессе резки металла на заготовки требуемых габаритных размеров не допускается смещение оборудования;
- Исключено возникновение царапин на поверхности обрабатываемого материала. Наличие полимерных накладок обеспечивают аккуратный прижим листового металла;
- Оборудование позволяет выполнять не только рубку металла, но также картона и пластика;
- Надёжная защита пальцев оператора исключает возникновение форс-мажорных обстоятельств.
Основные виды гильотинных ножниц

Образец немецкой гидравлической гильотины
Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% разреза и около 10% лома.
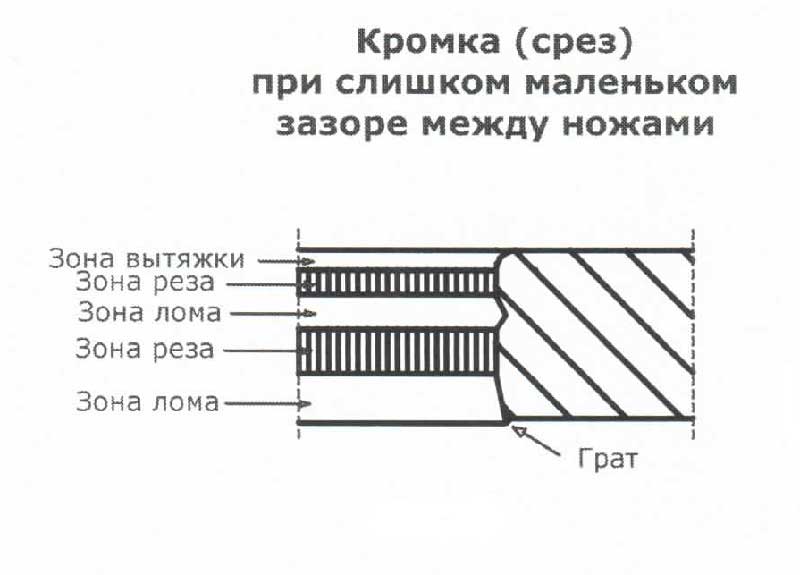
Кромка реза при маленьком зазоре
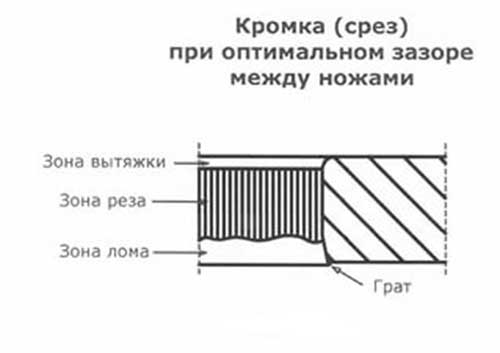
Кромка реза при оптимальном зазоре

Влияние величины зазора на кромку
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
Гидравлические гильотинные ножницы
Жесткость конструкции гильотины обеспечивается прочной, сварной рамой. Возникающая вибрационная нагрузка не оказывает влияния на точность решения поставленных задач. Наличие мощных гидроцилиндров и надёжной гидравлической системы с компонентами, которые поставляются ведущими мировыми производителями.

ЧПУ обладает интуитивно понятной системой управления. Предусмотрена возможность записи до 40 программ. Отличное позиционирование, наличие счётчиков реза, настройки времени прижима – всё это способно обеспечить значительное повышение производительности труда.
Предлагаем значительный выбор станков, Metal Master: HCJ 2060; HCJ 2540; HCJ 2560 и других.
Конструктивные особенности и преимущества:
- Достаточно мощная техника, предусмотренная для серийного производства. Низкая шумность работы даже в условиях сильной загруженности;
- Оптимальное соотношение выгодной цены и достойного качества. В течение длительного времени станок будет работать максимально эффективно, справляясь даже со значительной нагрузкой;
- Встроенный манометр и регулятор усилия. Раскрой металла будет выполнен в точном соответствии с установленными требованиями;
- Эргономичность. Интуитивно-понятная панель управления. Значительный выбор размеров и функций. Полное соответствие под практически любые требования производства;
- Электрооборудования фирм Siemens и Schneider отличается повышенной работоспособностью и износоустойчивостью;
- Кронштейны поддержки листа с регулируемым перекидным упором расположены на фронтальной части станка. Благодаря теневой линии реза возможно выполнения работы по разметке.
В целом предлагаемая техника превосходный выбор для серийного производства, когда требуется долговечный станок, отличающийся значительными функциональными возможностями. Это надёжный помощник, с помощью которого работать становится значительно проще.