ШЛИФОВАНИЕ И ПОЛИРОВАНИЕ
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ
А) Основные понятия.
При шлифовании множество твердых абразивных зерен шлифовального круга, или какой либо другой абразивный материал, воздействуют на обрабатываемую деталь точно так же, как разного рода режущие инструменты, то есть снимают определенный слой металла, причем грубозернистые абразивные материалы применяют для формоизменения, а мелкозернистые для получения гладкой поверхности. В более узком смысле под шлифованием понимается предварительная обработка поверхности изделия, как правило, на вращающихся войлочных кругах или щетках, с применением абразивных паст.
При полировании сглаженная, но пока еще матовая поверхность выравнивается и доводиться до глянцевого блеска, что достигается за счет применения мелкозернистого полирующего средства, снимающего очень тонкий слой металла, и одновременного воздействия тепла, выделяющегося при трении изделия и инструмента и приводящего к невидимой глазом текучести обрабатываемого металла. Между шлифованием и полированием резкой границы провести нельзя.
Б) Процессы, происходящие при шлифовании и полировании.
Процесс шлифования целесообразнее всего рассматривать на примере работы вращающегося шлифовального круга, так как именно при использовании этого шлифующего инструмента происходит особенно интенсивное снятие стружки с обрабатываемого изделия. Шлифовальный круг состоит из абразивного материала и связующего вещества.
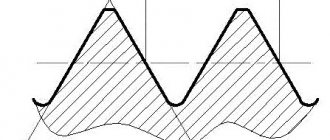
В процессе шлифования из-за различной величины самих абразивных зерен и не одинаковости их выступов из связующего материала глубина врезания в обрабатываемую поверхность получается разной, мелкая стружка при этом, по причине неопределенной геометрической формы режущих кромок зерен, соскабливается и временно (пока не выпадет) задерживается в пространствах между зернами – в пористости связующего вещества. Со временем острые края абразивных зерен изнашиваются, становятся закругленными и тупыми. На качественно выполненном шлифовальном круге сработавшиеся зерна должны выпадать из связующего вещества, что бы освободить место последующим острым зернам. Плохо, когда связующее вещество прочно удерживает затупившиеся зерна, шлифовальный круг «засаливается» и не берет металл, но плохо так же и в случае, если связующее вещество слабо держит зерна или не удерживает их вовсе, и они преждевременно выпадают – шлифовальный круг очень быстро изнашивается. Отчасти на качестве работы шлифовального круга и сроках его службы сказываются особенности обрабатываемого материала: частицы мягкого металла застревают в порах связующего вещества и затрудняют шлифование, а хрупкие металлы вызывают выкрашивание зерен. При шлифовании с помощью шлифовальных паст на войлочном круге, в принципе происходит те же самые процессы, только в ослабленной форме.
При полировании с поверхности металла тоже срезаются частицы, но мягкими, мелкозернистыми, округлыми и не имеющими острых кромок полировочными средствами, причем желаемое сглаживание поверхности получают лишь по достижении текучести металла одновременно на всей площади обработки. Когда изделие прижимают к вращающемуся полировальному кругу, на который нанесено полирующее средство, в месте их контакта происходит сильный нагрев, благодаря чему текучесть и пластичность металла возрастают настолько, что самые мелкие неровности стираются и сдавливаются, а выпуклости наоборот, смещаются в соседние углубления. При накатном полировании стальным полировальником или в полировальных галтовочных барабанах сглаживание поверхности происходит посредством стирания неровностей, то есть без снятия стружки.
В) Вспомогательные средства и инструменты.
ШЛИФОВАЛЬНО–ПОЛИРОВАЛЬНЫЙ СТАНОК.
Этот станок оснащен электродвигателем, вал которого удлинен с одной или с обеих сторон для закрепления на нем полировальных инструментов. Шлифовальный круг крепится между двумя фланцами при помощи двух гаек, а для закрепления войлочного круга и круглых щеток используется конический шпиндель с резьбой.
Мощность двигателя шлифовально-полировального станка должна быть не менее 200 Вт. при скорости вращения от 1500 до 3000 об/мин. Для улавливания частиц благородных металлов, а так же пыли и грязи шлифовально-полировальный станок оснащается соответствующими устройствами, простейшим из которых является пылеулавливающий бункер, который собирает грязь позади вращающегося инструмента. Наиболее эффективной является мощная отсасывающая установка, действующая как пылесос. Современный шлифовально-полировальный станок является комбинацией шлифовальной установки, вытяжного вентилятора, фильтрующего устройства и освещения рабочей зоны.
ИНСТРУМЕНТЫ ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ.
Инструментом для шлифования и полирования служат эластичные круги, щетки и полировники. Они должны хорошо удерживать на поверхности абразивные пасты и быть стойкими в эксплуатации. Назначение инструмента зависит от материала, из которого он изготовлен, и его формы.
Фетровые круги. — применяют для первоначального шлифования гладких, ровных и выпуклых поверхностей. Это высококачественный шлифовальный инструмент, очень стойкий в эксплуатации, его твердость зависит от грубошерстности материала. Размер кругов определяется их внешним диаметром. Фетровый круг благодаря имеющемуся в центре отверстию наворачивается на конусно-винтовую насадку шпинделя станка.
Волосяные круги (дисковые щетки). – служат для шлифования ювелирных изделий сложной конструкции с ажурной рельефной поверхностью. Дисковая щетка имеет деревянную основу – опорный деревянный диск, на котором по всей окружности укреплены торчащие волосяные кисти. Эластичность щетки определяется жесткостью и длиной волоса. Увеличить жесткость щетки можно, укоротив длину волосяного покрова. Крепятся волосяные круги на станке, так же как и фетровые.
Матерчатые круги. Служат для окончательного полирования, наведения блеска. Представляют собой сделанные из материала диски, собранные в пакеты. В качестве материала могут использоваться бязь, миткаль, полотно, фланель. Жесткость кругов регулируется прошиванием дисков, чем меньше расстояние между строчками прошива, тем жестче круг. Матерчатые круги самые универсальные, в зависимости от подобранного материала и нанесенной пасты ими можно полировать поверхность любого вида и любой чистоты.
Нитяные круги (пушок). Применяются, так же как и матерчатые, для наведения глянца на поверхность изделия. По конструкции напоминают волосяные, разница в том, что вместо волосяного покрова у них покров из ниток.
Нити. При шлифовке мелких отверстий и звеньев цепочек в роли носителя шлифующего средства используют обычные нити, в виде сплетенной косички
Все перечисленные выше круги используются как станочный инструмент. На поверхность каждого вращающегося круга наносят полировочные (абразивные) пасты.
Ручным инструментом для полирования служат полировники. Сущность полирования заключается в выглаживании поверхности изделия гладким участком полировника. Выглаживание поверхности происходит без применения абразивных паст. Полировники используют для обработки труднодоступных мест, небольших участков среди матованной или гравированной поверхности, гальванических покрытий. Полировники бывают стальные и гематитовые. Стальной полировник делается из инструментальной стали, в виде стержня с хорошо отполированным концом. Чаще всего рабочая часть полировника имеет овальную форму, но применяются полировники и с рабочей частью различных форм для обработки поверхностей любого характера. Гематитовые полировники формой и длиной стержня напоминают кисти для живописи. На конце деревянного стержня закрепляется гладко обработанный гематит (кровавик), который и является рабочей частью полировника. Рабочая часть гематитовых полировников, так же, как и стальных, чаще всего бывает округлой. Обязательное требование ко всем полировникам, независимо от их формы, — гладко отполированная поверхность рабочей части.
Шлифование с помощью бормашины. Для доводки труднодоступных мест и мелких изделий требуются небольшие шлифовальные инструменты, приводимые в действие бормашиной с гибким валом. При этом используются такие же войлочные круги и щетки, только меньших размеров, которые крепятся на оправках, зажимаемых в наконечнике бормашины.
ШЛИФУЮЩИЕ И ПОЛИРУЮЩИЕ МАТЕРИАЛЫ.
На поверхность вращающегося инструмента наносят полировочные абразивные пасты. Зернистость пасы выбирают в зависимости от стадии обработки (начальной или конечной). Полировочные пасты содержат тонкие абразивные порошки, жировые связки и специальные добавки. Абразивные материалы делятся на материалы природного происхождения и искусственные. Абразивными материалами служат:
Природные:
Алмаз Алмазный порошок является самым твердым шлифующим средством, так как натуральный алмаз очень дорог, то применяется исключительно порошок синтетических алмазов.
Окись алюминия (Al2O3) Корунд встречается в природе в виде рубина и сапфира, кроме того натуральный корунд встречается в виде вкраплений в пустой породе.
Наждак — это минерал от серого до черного цвета 65% окиси алюминия 35% магнетита и кварца. В зависимости от чистоты меняет твердость.
Двуокись кремния (SIO2) Кварц является чистой формой кристаллизованной двуокиси кремния, встречающегося в природе в разнообразной форме. В виде кварцевой муки или песка он используется для изготовления наждачной бумаги, чистящего порошка, шлифующих паст и в пескоструйных аппаратах.
Искусственные:
Окись хрома (С2О3-зеленая политура) Это вещество хорошо подходит для обработки твердых металлов.
Окись железа (FE2O3-красная политура или крокус) Это вещество изготавливается из размолотого и промытого красного железняка или путем искусственного окисления железных опилок.
Окись магния (MgO) Это белый, хлопьевидный порошок, называемый так же магнезией, является особенно мягким полировочным средством. Вместе с окисью алюминия, венской известью и другими добавками он образует белую политуру.
В качестве связующих средств, в полировальных пастах используют: стеарин, парафин, техническое сало, воск. Специальными добавками являются: двууглекислая сода и олеиновая кислота, которые вводятся для активации процесса полирования, скипидар и керосин для изменения вязкости. Пасты на основе окиси хрома имеют зеленый цвет, на основе окиси железа – красный, а на основе окиси магния белый.
Перечисленные пасты выпускаются в твердом состоянии. Наносятся они на полировальные круги во время вращения круга легким касанием поверхности круга пастой.
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ
А) Основные понятия.
При шлифовании множество твердых абразивных зерен шлифовального круга, или какой либо другой абразивный материал, воздействуют на обрабатываемую деталь точно так же, как разного рода режущие инструменты, то есть снимают определенный слой металла, причем грубозернистые абразивные материалы применяют для формоизменения, а мелкозернистые для получения гладкой поверхности. В более узком смысле под шлифованием понимается предварительная обработка поверхности изделия, как правило, на вращающихся войлочных кругах или щетках, с применением абразивных паст.
При полировании сглаженная, но пока еще матовая поверхность выравнивается и доводиться до глянцевого блеска, что достигается за счет применения мелкозернистого полирующего средства, снимающего очень тонкий слой металла, и одновременного воздействия тепла, выделяющегося при трении изделия и инструмента и приводящего к невидимой глазом текучести обрабатываемого металла. Между шлифованием и полированием резкой границы провести нельзя.
Б) Процессы, происходящие при шлифовании и полировании.
Процесс шлифования целесообразнее всего рассматривать на примере работы вращающегося шлифовального круга, так как именно при использовании этого шлифующего инструмента происходит особенно интенсивное снятие стружки с обрабатываемого изделия. Шлифовальный круг состоит из абразивного материала и связующего вещества.
В процессе шлифования из-за различной величины самих абразивных зерен и не одинаковости их выступов из связующего материала глубина врезания в обрабатываемую поверхность получается разной, мелкая стружка при этом, по причине неопределенной геометрической формы режущих кромок зерен, соскабливается и временно (пока не выпадет) задерживается в пространствах между зернами – в пористости связующего вещества. Со временем острые края абразивных зерен изнашиваются, становятся закругленными и тупыми. На качественно выполненном шлифовальном круге сработавшиеся зерна должны выпадать из связующего вещества, что бы освободить место последующим острым зернам. Плохо, когда связующее вещество прочно удерживает затупившиеся зерна, шлифовальный круг «засаливается» и не берет металл, но плохо так же и в случае, если связующее вещество слабо держит зерна или не удерживает их вовсе, и они преждевременно выпадают – шлифовальный круг очень быстро изнашивается. Отчасти на качестве работы шлифовального круга и сроках его службы сказываются особенности обрабатываемого материала: частицы мягкого металла застревают в порах связующего вещества и затрудняют шлифование, а хрупкие металлы вызывают выкрашивание зерен. При шлифовании с помощью шлифовальных паст на войлочном круге, в принципе происходит те же самые процессы, только в ослабленной форме.
При полировании с поверхности металла тоже срезаются частицы, но мягкими, мелкозернистыми, округлыми и не имеющими острых кромок полировочными средствами, причем желаемое сглаживание поверхности получают лишь по достижении текучести металла одновременно на всей площади обработки. Когда изделие прижимают к вращающемуся полировальному кругу, на который нанесено полирующее средство, в месте их контакта происходит сильный нагрев, благодаря чему текучесть и пластичность металла возрастают настолько, что самые мелкие неровности стираются и сдавливаются, а выпуклости наоборот, смещаются в соседние углубления. При накатном полировании стальным полировальником или в полировальных галтовочных барабанах сглаживание поверхности происходит посредством стирания неровностей, то есть без снятия стружки.
В) Вспомогательные средства и инструменты.
ШЛИФОВАЛЬНО–ПОЛИРОВАЛЬНЫЙ СТАНОК.
Этот станок оснащен электродвигателем, вал которого удлинен с одной или с обеих сторон для закрепления на нем полировальных инструментов. Шлифовальный круг крепится между двумя фланцами при помощи двух гаек, а для закрепления войлочного круга и круглых щеток используется конический шпиндель с резьбой.
Мощность двигателя шлифовально-полировального станка должна быть не менее 200 Вт. при скорости вращения от 1500 до 3000 об/мин. Для улавливания частиц благородных металлов, а так же пыли и грязи шлифовально-полировальный станок оснащается соответствующими устройствами, простейшим из которых является пылеулавливающий бункер, который собирает грязь позади вращающегося инструмента. Наиболее эффективной является мощная отсасывающая установка, действующая как пылесос. Современный шлифовально-полировальный станок является комбинацией шлифовальной установки, вытяжного вентилятора, фильтрующего устройства и освещения рабочей зоны.
ИНСТРУМЕНТЫ ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ.
Инструментом для шлифования и полирования служат эластичные круги, щетки и полировники. Они должны хорошо удерживать на поверхности абразивные пасты и быть стойкими в эксплуатации. Назначение инструмента зависит от материала, из которого он изготовлен, и его формы.
Фетровые круги. — применяют для первоначального шлифования гладких, ровных и выпуклых поверхностей. Это высококачественный шлифовальный инструмент, очень стойкий в эксплуатации, его твердость зависит от грубошерстности материала. Размер кругов определяется их внешним диаметром. Фетровый круг благодаря имеющемуся в центре отверстию наворачивается на конусно-винтовую насадку шпинделя станка.
Волосяные круги (дисковые щетки). – служат для шлифования ювелирных изделий сложной конструкции с ажурной рельефной поверхностью. Дисковая щетка имеет деревянную основу – опорный деревянный диск, на котором по всей окружности укреплены торчащие волосяные кисти. Эластичность щетки определяется жесткостью и длиной волоса. Увеличить жесткость щетки можно, укоротив длину волосяного покрова. Крепятся волосяные круги на станке, так же как и фетровые.
Матерчатые круги. Служат для окончательного полирования, наведения блеска. Представляют собой сделанные из материала диски, собранные в пакеты. В качестве материала могут использоваться бязь, миткаль, полотно, фланель. Жесткость кругов регулируется прошиванием дисков, чем меньше расстояние между строчками прошива, тем жестче круг. Матерчатые круги самые универсальные, в зависимости от подобранного материала и нанесенной пасты ими можно полировать поверхность любого вида и любой чистоты.
Нитяные круги (пушок). Применяются, так же как и матерчатые, для наведения глянца на поверхность изделия. По конструкции напоминают волосяные, разница в том, что вместо волосяного покрова у них покров из ниток.
Нити. При шлифовке мелких отверстий и звеньев цепочек в роли носителя шлифующего средства используют обычные нити, в виде сплетенной косички
Все перечисленные выше круги используются как станочный инструмент. На поверхность каждого вращающегося круга наносят полировочные (абразивные) пасты.
Ручным инструментом для полирования служат полировники. Сущность полирования заключается в выглаживании поверхности изделия гладким участком полировника. Выглаживание поверхности происходит без применения абразивных паст. Полировники используют для обработки труднодоступных мест, небольших участков среди матованной или гравированной поверхности, гальванических покрытий. Полировники бывают стальные и гематитовые. Стальной полировник делается из инструментальной стали, в виде стержня с хорошо отполированным концом. Чаще всего рабочая часть полировника имеет овальную форму, но применяются полировники и с рабочей частью различных форм для обработки поверхностей любого характера. Гематитовые полировники формой и длиной стержня напоминают кисти для живописи. На конце деревянного стержня закрепляется гладко обработанный гематит (кровавик), который и является рабочей частью полировника. Рабочая часть гематитовых полировников, так же, как и стальных, чаще всего бывает округлой. Обязательное требование ко всем полировникам, независимо от их формы, — гладко отполированная поверхность рабочей части.
Шлифование с помощью бормашины. Для доводки труднодоступных мест и мелких изделий требуются небольшие шлифовальные инструменты, приводимые в действие бормашиной с гибким валом. При этом используются такие же войлочные круги и щетки, только меньших размеров, которые крепятся на оправках, зажимаемых в наконечнике бормашины.
ШЛИФУЮЩИЕ И ПОЛИРУЮЩИЕ МАТЕРИАЛЫ.
На поверхность вращающегося инструмента наносят полировочные абразивные пасты. Зернистость пасы выбирают в зависимости от стадии обработки (начальной или конечной). Полировочные пасты содержат тонкие абразивные порошки, жировые связки и специальные добавки. Абразивные материалы делятся на материалы природного происхождения и искусственные. Абразивными материалами служат:
Природные:
Алмаз Алмазный порошок является самым твердым шлифующим средством, так как натуральный алмаз очень дорог, то применяется исключительно порошок синтетических алмазов.
Окись алюминия (Al2O3) Корунд встречается в природе в виде рубина и сапфира, кроме того натуральный корунд встречается в виде вкраплений в пустой породе.
Наждак — это минерал от серого до черного цвета 65% окиси алюминия 35% магнетита и кварца. В зависимости от чистоты меняет твердость.
Двуокись кремния (SIO2) Кварц является чистой формой кристаллизованной двуокиси кремния, встречающегося в природе в разнообразной форме. В виде кварцевой муки или песка он используется для изготовления наждачной бумаги, чистящего порошка, шлифующих паст и в пескоструйных аппаратах.
Искусственные:
Окись хрома (С2О3-зеленая политура) Это вещество хорошо подходит для обработки твердых металлов.
Окись железа (FE2O3-красная политура или крокус) Это вещество изготавливается из размолотого и промытого красного железняка или путем искусственного окисления железных опилок.
Окись магния (MgO) Это белый, хлопьевидный порошок, называемый так же магнезией, является особенно мягким полировочным средством. Вместе с окисью алюминия, венской известью и другими добавками он образует белую политуру.
В качестве связующих средств, в полировальных пастах используют: стеарин, парафин, техническое сало, воск. Специальными добавками являются: двууглекислая сода и олеиновая кислота, которые вводятся для активации процесса полирования, скипидар и керосин для изменения вязкости. Пасты на основе окиси хрома имеют зеленый цвет, на основе окиси железа – красный, а на основе окиси магния белый.
Перечисленные пасты выпускаются в твердом состоянии. Наносятся они на полировальные круги во время вращения круга легким касанием поверхности круга пастой.
Как шлифуют кромку стекла?
Процесс шлифования является начальным при создании привлекательного торца изделия. Выполнить такую процедуру можно и дома, для этого потребуется дрель, тарельчатая насадка, а так же шлифбумага. Такой метод подойдет только для домашней обработки, а в условиях масштабного производства задействуются шлифовальные станки, при помощи которых можно обрабатывать как фигурную, так и прямолинейную кромку. В ходе шлифования используют абразивные диски или ленты с различной степенью зернистости. Если стекло шлифуется на шайбочном станке, то в ходе грубой обработки материал накладывается на вращающийся круг. При помощи таких станков производится ультразвуковая полировка или обработка щетками.
Нормы и ГОСТЫ по полировке и как принимать работу
После завершения работ по шлифовке и полировке любых поверхностей, наступает самый ответственный момент – приёмка работы конечным заказчиком. Одним из основных показателей качества проделанной работы является блеск обработанного покрытия.
Чем лучше было «выведено» зеркало поверхности тем качественнее будет отражение и, следовательно, блеск. Помимо этого, блеск не в последнюю очередь влияет на эстетику и декоративные качества поверхности.
По степени блеска различают три вида поверхностей:
- глянцевые;
- полуматовые;
- матовые.
Измерение качества блеска проводят специальным прибором – бластомером. При этом замеры проводятся под разными углами для определённой категории поверхности. По существующим ГОСТ углы замера следующие:
- глянцевые поверхности – 20 градусов;
- полуматовые поверхности – 60 градусов;
- матовые поверхности – 85 градусов.

Фотоэлектрический блескомер в комплекте Источник ndtpribor.ru
Почему «Малина-Клининг»
работает в сфере клининга более десяти лет. За это время специалистами был накоплен огромный опыт и если нужна полировка мрамора в Москве, вы обратились по адресу. Качество работы и цены вас приятно удивит.
В компании используется профессиональное клининговое оборудование, которое позволяет не просто держать приемлемую стоимость работ, но и предлагать на полировку мрамора цену ниже, чем у конкурентов.
Стоимость работ всегда можно обговорить – всё зависит от сложности и размера заказа.

Ванная комната с отделкой из мрамора Источник vip-mramor.od.ua
Полы из терраццо
Тераццо – это специальная смесь из крошки мрамора и связующего. Ранее в качестве него использовался портландцемент, однако сейчас, как правило, предпочтение отдаётся связующим на основе эпоксидных смол.
Весь процесс восстановления полов из терраццо разбивается на несколько этапов:
- На этом этапе проводится тщательная уборка помещения сухая и влажная.
- Вторым шагом становятся ремонтные работы. Все выбоины, сколы и каверны заделываются специальным ремонтным составом. Швы также подвергаются полной очистке и заделкой мастиками. После этого проводится грубая шлифовка для выравнивания поверхности и снятия с неё остатков ремонтного состава.
- На третьем шаге выполняется более щадящая шлифовка с использованием дисков с абразивным покрытием разной зернистости. Постепенно понижая размер зерна абразива, добиваются однородности и гладкости поверхности. Эта операция позволяет убрать дефекты, которые ещё имеются после проведения грубой шлифовки.
- Четвёртый этап подразумевает полировальные работы на поверхности терраццо. Эта операция выполняется специальным оборудованием, оснащённым дисками с алмазным напылением. После окончания работ поверхность получает первозданный блеск.

Отполированный пол из терраццо Источник avatars.mds.yandex.net
- Завершающий шаг в работах – это кристаллизация. Поскольку основу терраццо составляет мраморная крошка, эта операция также необходима, как и при работе с мраморными поверхностями. Пропитка специальными составами позволяет предотвратить проникновение в напольное покрытие и швы любых видов жидкостей и влаги. Также эта операции увеличивает срок эксплуатации терраццо почти в десять раз.
Эпоксидные полы
Несмотря на то, что эпоксидная смола обладает отличной стабильностью, заливаемые ею полы в процессе полимеризации дают небольшую усадку. В результате на поверхности образовываются микроволны и прочие мелкие дефекты.
Если посмотреть на такой пол сверху, то он даст искажённое отражение и это говорить о том, что поверхность неидеальна. Что бы исправить этот недостаток полы шлифуют и полируют. Правда, после этого необходимо обязательно сделать покрытие, препятствующее скольжению. После полировки эпоксидные полы становятся очень скользкими.
Шлифования и полировки требуют и кухонные фартуки, столешницы и прочие элементы декора. Это касается не только новых изделий, но и те, что уже находятся в эксплуатации. Несмотря на свою прочность, смола постепенно теряет свой ослепительный блеск и требует периодического ухода.
Шлифование эпоксидной смолы существенно отличается от тех же работ по камню. Тут есть свои нюансы и тонкости. С ними прекрасно знакомы профессионалы, а простой человек может о них и не подозревать.

Отполированный пол из эпоксидной смолы с 3D-эффектом Источник sense-life.com