Делительная головка – это устройство периодического поворота заготовки для последующей фиксации её поверхности в зоне обработки под расчётным углом.
Производство зубчатых колёс, придание деталям плоских, фасонных и других конфигураций с требуемой точностью, осуществляется фрезерованием заготовок, периодически смещаемых относительно оси обработки.
9) Набор сменных зубчатых колес для настройки гитары:
25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100
УСТРОЙСТВО ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
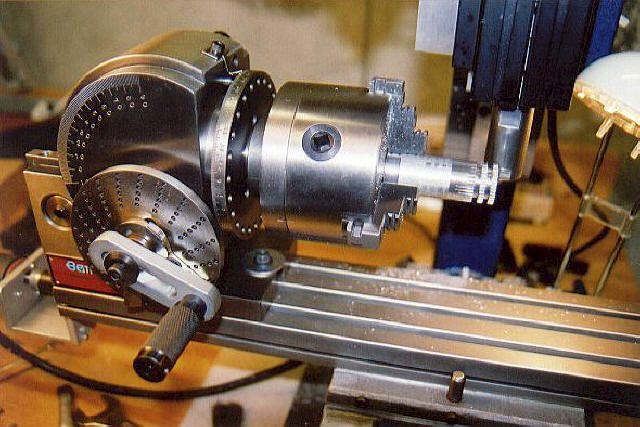
Универсальная делительная головка (рис. 1) состоит из червячной пары и ряда зубчатых колес. Корпус 1 своими цапфами установлен на основании 2 и крепится к нему накидными хомутиками 3 от проворачивания. В подшипниках корпуса вращается шпиндель 4, на котором закреплены лобовой диск 5 для непосредственного отсчета поворота шпинделя, червячное колесо 6 и стопорное колесо 7.
На переднем конце шпинделя рядом с лобовым диском устанавливаются патроны для закрепления заготовок.
Поворот заготовки на определенный угол осуществляется вращением рукоятки 8 с пружинным фиксатором 9, который фиксирует рукоятку относительно делительного диска 10. От рукоятки 8 вращение через валик 11 передается зубчатыми колесами 12 и 13. Последнее соединено с валом 14, изготовленным за одно целое с падающим червяком 15. Червяк 15 вводится в зацепление с червячным колесом 6 вращением эксцентрика 16, который поднимает коробку червяка 17.
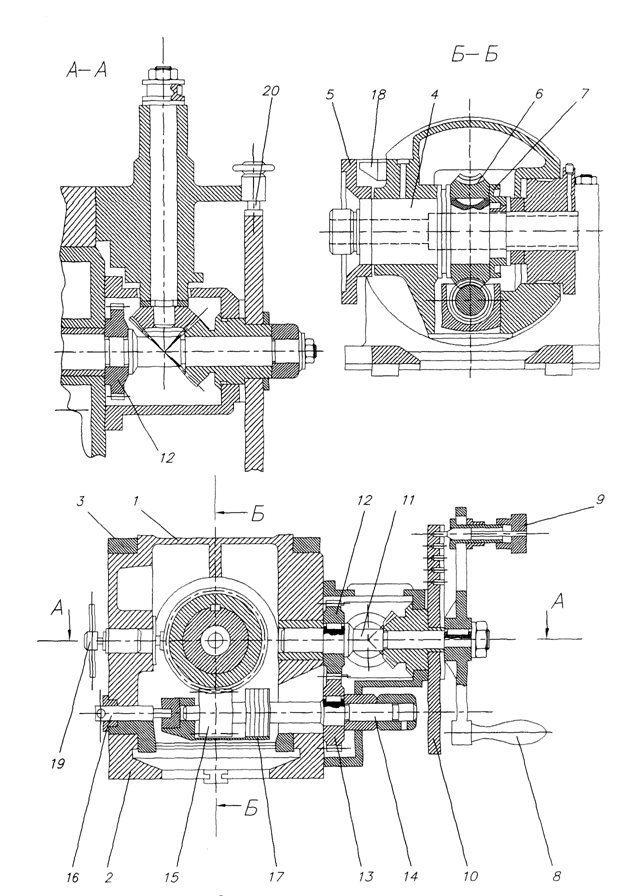
Рис. 1 Устройство делительной головки
Назначение делительной головки
Делительная головка
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Основные характеристики и маркировка
Основным параметром оснастки является её передаточное отношение, величина обратная передаточному отношению червячной пары в конструкции. В обозначении устройства указывается его тип, передаточное число и максимальный диаметр обрабатываемой заготовки. Так, УДГ-40-Д320 означает: универсальная головка с передаточным отношением 40 и максимальным диаметром обрабатываемого изделия 320 мм. Часто используется и упрощенное обозначение без передаточного числа, например УДГ-320.
Основными параметрами головки являются:
- Максимальный диаметр заготовки.
- Высота центров оснастки.
- Угол поворота шпинделя от горизонтальной позиции вниз и вверх от линии центров.
- Передаточное число пары, определяет количество оборотов рукояти при настройке для полного оборота диска.
- Наибольшая нагрузка.
- Габаритные размеры.
Также следует учесть диаметр монтажного фланца для подсоединения к шпинделю станка, номер конуса Морзе крепления в шпиндельном отверстии и другие паспортные данные.
Для обеспечения требуемой точности обработки обратите внимание на указанные в паспорте устройства параметры:
- радиального биения конуса шпинделя (у основания и на расстоянии 300 мм от передней части);
- биения по диаметру;
- отклонение оси опорной поверхности от прямого угла и т. д.
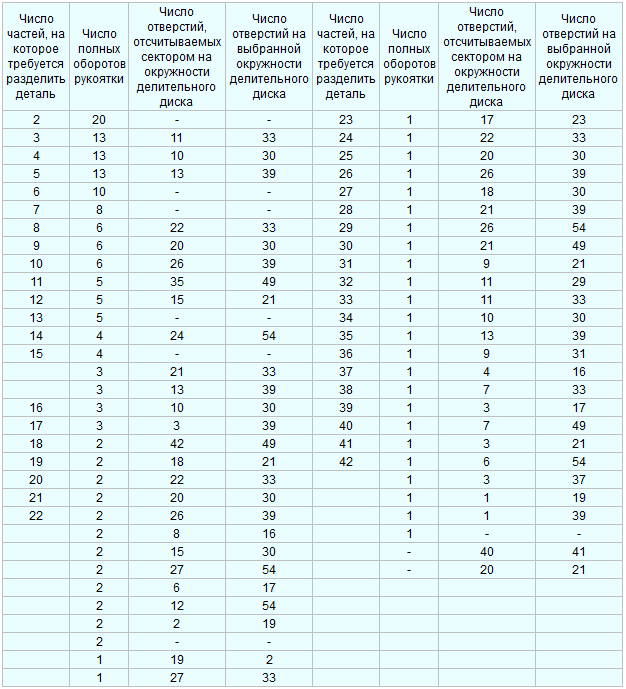
Расчетная таблица делений
| Части деления | Количество оборотов | Отсчитываемые отверстия | Всего отверстий |
| 2 | 20 | — | — |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | — | — |
| 7 | 8 | — | — |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | — | — |
| 14 | 4 | 24 | 54 |
| 15 | 4 | — | — |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Виды делительной головки

Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке. Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации. В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Методы деления заготовки
Существует несколько методов деления заготовки. При непосредственном или прямом делении производится проворот заготовки без применения вспомогательных механизмов. На УДГ для этого применяется лобовой делительный диск. При простом делении применяется неподвижный диск, а сама установка производится путем вращения через рукоятку с использованием бокового диска.
Подробнее со способами деления вы можете ознакомиться с помощью представленного ниже видео.
Данные для настройки указаны в таблице ниже.
Возможно деление и комбинированным способом, при котором головка проворачивается относительно неподвижного диска. А сам диск вместе с рукояткой поворачивается относительно штифта заднего крепящего элемента.
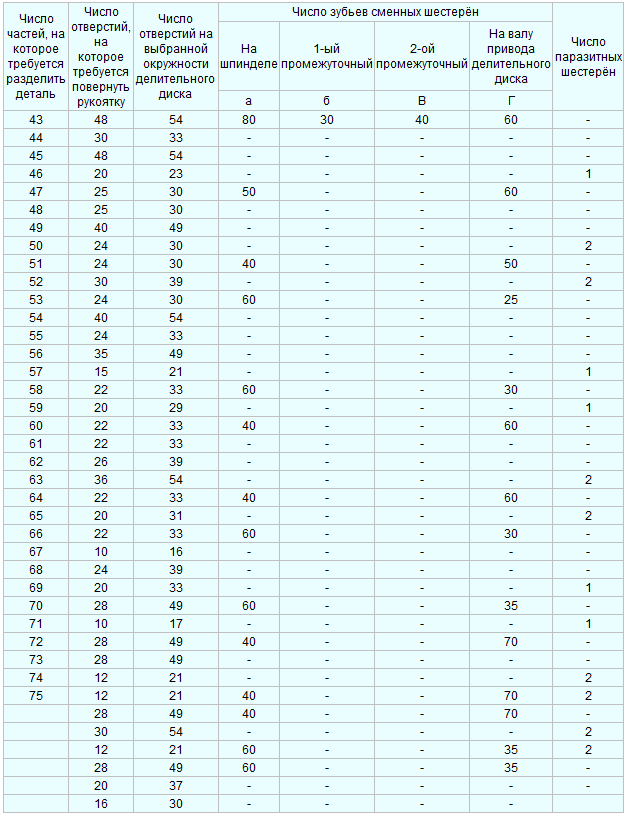
При невозможности провести прямое деление или его малой точности применяются другие методики, в частности дифференциальная настройка. В данной методике требуемое положение шпинделя получается путем суммы проворота рукоятки относительно делительного диска, а также поворота самого диска. Последний проворачивается принудительно через зубчатые шестерни. Для этого УДГ комплектуются набором сменных шестерен. Данные для дифференциальной настройки указаны в таблице ниже.
Для обработки винтовых и спиральных канавок применяется непрерывное деление. Для этого используется механическое соединение шпинделя головки и винта продольной подачи фрезерного станка.
Дисковые фрезы
Наиболее удобны для нарезания глубоких канавок, разной ширины, трёхсторонние дисковые. Как пазовый чаще используется инструмент, оснащённый регулируемыми пластинами. Особенность смены угла режущих элементов позволяет провести резку канавки или паза.
Дисковые пазовые предназначены для создания неглубоких пазов. Зубья их расположены на цилиндрическом корпусе. Уменьшить трение при нарезке канавок или пазов помогает расширяющийся к наружной стороне угол. Особенность этой фрезы в том, что у ступицы она уже, чем по наружному диаметру.
2 и 3-сторонние имеют зубья на торцевых сторонах. Боковые их режущие кромки – вспомогательные, главные расположены на самом цилиндре. Зубья, расположенные по окружности, могут иметь положительные и отрицательные значения наклона угла. Отрицательные углы на торце срезаются.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter
Фрезы – это лезвийный металлорежущий инструмент, рабочий ход которого представляет вращательное движение резания с одновременным движением подачи по направлению, не совпадающему с осью вращения. Отличительным признаком данного инструмента является невозможность изменить радиус траектории главного движения резания (ГОСТ 25751-83).
Фрезерование относится к числу самых востребованных методов обработки металлических изделий. При прямолинейном движении подачи и применении специальных режущих элементов происходит обработка цилиндрических деталей с гладкой поверхностью, а также моделей с наличием пазов и борозд. Для осуществления такого рода работ требуется купить фрезу по металлу, гарантирующую качественную проработку различных фасонных элементов, без снижения уровня их прочности.
Профессионально изготовленные фрезы отличает многофункциональность, способность эффективно обрабатывать изделия из широкого перечня материалов:
- алюминий;
- различные типы стали;
- сплавы, отличающиеся процентным соотношением цветных и чёрных металлов;
- медь и др.
Каждый из перечисленных материалов характеризуется индивидуальным уровнем жёсткости, плотности и т. д. Для учёта этих характеристик на специализированном рынке представлены разнообразные фрезы по металлу. Они отличны по типу своей конструкции, размеру, частоте и направленности зубьев, типу установки и ряду других характеристик.
Фрезы по металлу отличаются максимальной прочностью лезвий и точно установленной, неизменной траекторией движения. Подача осуществляется по направлению, отличному от осевого вращения. Эти особенности работы режущей поверхности полностью соответствует требованиям ГОСТа 25751-83.
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
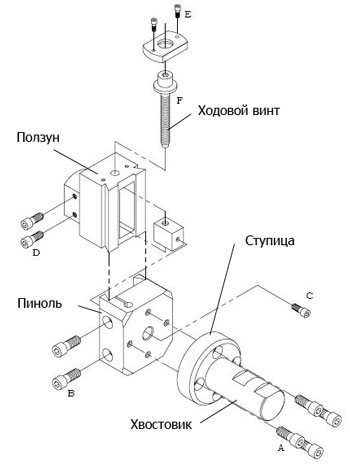
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.
Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Лимбовые универсальные делительные головки удг н-135, удг н-160 и удг н-100
Конструкция делительной головки УДГ н-135
Конструкция делительной головки УДГ н-100
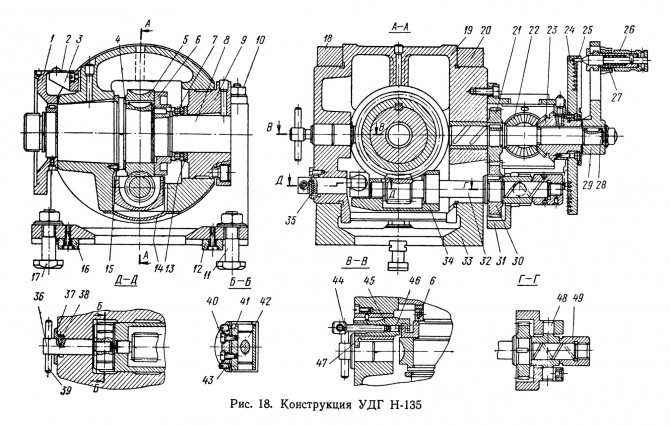
Конструкция универсальных делительных головок УДГ Н-135 и УДГ Н-160
Конструкции универсальных делительных головок УДГ Н-135 и УДГ Н-160 аналогичны. Корпус 19 (рис. 18), представляющий собой чугунную отливку, усиленную внутри ребрами жесткости, лежит в расточках основания 33 на цапфах и может быть повернут относительно горизонтальной оси вниз и вверх. При помощи гаек 10 корпус крепится дугами 18, 20 в нужном положении в основании 33. Отсчет производится по градуировке на корпусе и нониусе, укрепленном на стягивающей дуге 20.
Стальной каленый шпиндель 8 установлен в коническом отверстии корпуса и закрывается задней втулкой 9 с помощью упорного шарикового подшипника 7, воспринимающего осевое давление. Шпиндель полый и заканчивается с обеих сторон конусными отверстиями. Наружный конец шпинделя имеет резьбу для навинчивания самоцентрирующего патрона. Передний конус предназначен для установки центра, задний — для крепления оправки при дифференциальном делении. На переднем конце шпинделя неподвижно укреплен лимб 1 непосредственного деления с градуировкой на 360° через каждый градус.
Поворот лимба отсчитывается по нониусу 2, закрепленному на кронштейне 3. На шпиндель насажены и крепятся с помощью шпонок червячное колесо 5 и тормозной диск 6.
Установка червячного колеса шпинделя производится компенсационными кольцами 4, 13, 15. В зацеплении с червячным колесом 5 находится однозаходный червяк, выполненный за одно целое с валиком 32. Червяк помещается в ванночке 34, являющейся одновременно резервуаром для смазки червяка и его опорой. Другой опорой служит качающаяся цапфа 48, закрепленная в корпусе 31.
Осевое перемещение валика червяка ограничено торцами цапфы 48, в которые упираются с одной стороны торец валика 32, а с другой — гайка 49. Чтобы вывести червяк из зацепления с червячным колесом, применено специальное устройство, действие его заключается в следующем. К ванночке 34 винтами 40 прикреплена колодочка 41, в которой находится цилиндрический плунжер 42. В плунжер входит конец эксцентрикового пальца 36. При повороте рукоятки 39 на 180° ванночка опускается и червяк выводится из зацепления с червячным колесом. Поворот эксцентрикового пальца 36 ограничивается штифтом 38, упирающимся в выступ специальной шайбой 37. При обратном повороте эксцентрикового пальца на 180° положение включенного червяка фиксируется подпружиненным шариком 35, который входит в паз шайбы 37.
В процессе работы возникает необходимость стопорения шпинделя для исключения возможных вибраций. Стопорение шпинделя в нужном положении производится зажимом, состоящим из винта рукоятки 44, пальца 45, латунного вкладыша 46, расположенного во втулке 47. При повороте винта рукоятки 44 по часовой стрелке палец 45 и вкладыш 46, перемещаясь, зажмут тормозное кольцо 6, которое плотно надето на шпиндель. В результате этого шпиндель застопорится. При вращении винта рукоятки против часовой стрелки тормозное кольцо освобождается и шпиндель может быть свободно повернут.
К корпусу делительной бабки винтами прикреплена коробка шестерен 31. В ней смонтированы на валике 28 цилиндрическая шестерня 21, которая находится в зацеплении с цилиндрической шестерней 30, насаженной на валик червяка, и коническая шестерня 23, находящаяся в зацеплении с шестерней 22 приводного валика. На наружной ступице конической шестерни 30 закреплен делительный диск 24 с отверстиями, расположенными концентрическими кругами с двух сторон диска. На конце валика 28 закреплена рукоятка 29 с фиксатором 26, который можно передвигать по пазу рукоятки 29 и закреплять гайкой 27 в нужном положении в соответствующем ряду отверстий делительного диска.
На ступице той же конической шестерни имеются раздвижные линейки 25, позволяющие быстро устанавливать необходимое число отверстий на делительном диске в процессе делений. Для передачи вращения шпинделю от фрезерного станка (необходимого при фрезеровании спирали или при выполнении дифференциального деления) имеется дополнительное устройство в виде кронштейна, закрепленного болтами в основании. В расточке кронштейна проходит валик, на одном конце которого крепится коническая шестерня, находящаяся в приводной коробке, а на другом — сменная шестерня из прилагаемого набора.
На правом конце кронштейна имеется цилиндрическая заточка, на которую надевается и крепится гитара. Кронштейн имеет прилив, в нем перемещается зубчатый стопор для стопорения делительного диска при простом делении. Для правильной установки делительной бабки на столе фрезерного станка в нижней части основания имеется паз, в котором винтами крепятся две направляющие шпонки 12 и 16. Своими выступающими частями шпонки входят в паз стола станка, что обеспечивает установку делительной оси шпинделя делительной головки параллельно оси фрезерного станка. Для крепления делительной бабки служат Т-образные станочные болты 11 и 17.
Наличие зазора в делительной червячной паре вследствие износа зубьев может быть источником погрешностей при работе с делительной головкой. Чтобы уменьшить влияние износа, производится регулировка зацепления червячной пары следующим образом. При появлении осевого зазора в зацеплении червяка необходимо поворотом рукоятки 36 (рис. 18) вывести червяк из зацепления с червячным колесом, подтянуть гайку 49 до полного выбора люфта, затем вновь законтрить гайку стопорным винтом и включить червяк в зацепление. Проверка регулировки производится при небольшом повороте шпинделя в обе стороны, при этом не должно быть осевых перемещений червяка. В случае появления радиального зазора в зацеплении червячной пары необходимо повернуть корпус бабки в основании на 180° так, чтобы червяк оказался наверху, затем снять крышку 14 и освободить винты 40, крепящие колодку 41. После этого надо ввернуть стопоры 43 до установления зазора и затянуть винты 40 так, чтобы зацепление не было тугим. Вращением рукоятки проверяется плавность зацепления червяка и червячной шестерни. Следует отметить, что первоначальная точность делительной головки не может быть достигнута регулировкой зацеплений и в случае износа червячной передачи эту точность можно восстановить только путем изготовления точного колеса и червяка.
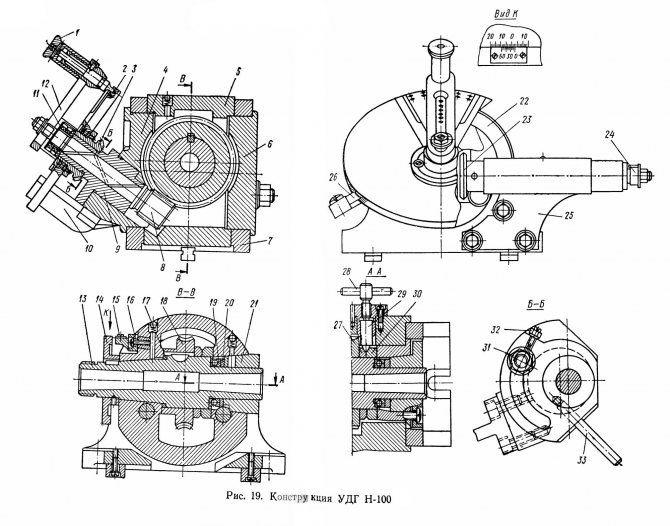
Конструкция универсальной делительной головки УДГ Н-100
В отличие от рассмотренной конструкции делительных головок УДГ-Н-135 и УДГ-Н-160 головка УДГ-Н-100 (рис. 19) имеет более короткую кинематическую цепь, так как приводная рукоятка непосредственно надета на вал червяка, что должно способствовать получению большой точности деления.
Делительная бабка состоит из неподвижного основания 7, в котором помещены корпус 5 и полый шпиндель 13. Корпус 5 со шпинделем и двумя боковыми фланцами 4 и 6 поворачивается вокруг горизонтальной оси на 90° вверх и на 10° вниз. Отсчет производится по градуировке, нанесенной на поверхности корпуса, и нониусу 22, прикрепленному к неподвижной дуге. Крепление корпуса в требуемом положении производится затягиванием фланцев двумя гайками с помощью стяжных болтов.
Для отсчета непосредственного деления служит нониус 15, укрепленный на кронштейне 16, и градуированный на 360 делений лимб 14, расположенный на шпинделе 13. На шпиндель насажены червячное колесо 18, компенсационные кольца 17, 20 и упорный подшипник 19. Осевые нагрузки шпинделя воспринимаются задней втулкой 21 через упорный подшипник. На переднем конце шпинделя имеется резьба для крепления планшайбы с трехкулачковым патроном.
Шпиндель имеет переднее и заднее конусные отверстия, заднее отверстие предназначено для установки оправки дифференциального деления.
Узел стопорения шпинделя (сечение А—А) выполнен иначе, чем на УДГ-Н-135 и Н-160. При вращении винта рукоятки 28 плунжер 29 разжимает стопорные кольца 27, 30, при этом одно из них прижимается к торцу корпуса, другое — к червячному колесу, и таким образом происходит стопорение шпинделя. В отверстии переднего фланца под углом установлена эксцентриковая втулка 9 с валиком червяка 8. В осевом направлении червяк прижат к торцу втулки 9 гайками 11. При непосредственном делении червяк выводится из зацепления с червячным колесом поворотом эксцентриковой втулки на 90°. На конце валика червяка укреплена рукоятка 12 с пружинным фиксатором 1. Рукоятка имеет паз, что позволяет передвигать ее вместе с фиксатором при настройке деления на любой ряд отверстий делительного диска 2. Делительный диск крепится на конической шестерне 3. Стопорение диска осуществляется стопором 26, помещенным на кронштейне 10. Устройство отсчетных линеек такое же, как на УДГ-Н-135 и Н-160.
Коническая шестерня 3, к которой крепится делительный диск, находится в зацеплении с конической шестерней 23 вала 24 привода движения станка или передачи вращения при дифференциальном делении. Вал конической шестерни с кронштейном 25 крепится к основанию делительной головки тремя винтами.
При образовании у червяка зазора в осевом направлении его необходимо ликвидировать; для этого следует освободить гайку, снять сначала рукоятку с фиксатором 1, а затем колпачок и подтянуть обе гайки 11 (рис. 19).
Для устранения в зацеплении червячной пары радиального зазора (сечение Б—Б), который появляется при длительной эксплуатации головки, необходимо отвинтить гайку 31, освободить гайку со стопором 32, рукояткой 33 повернуть эксцентриковую втулку до ликвидации зазора, зафиксировать положение стопором и гайкой 32 и закрепить гайку 31.