14.1. Конструктивные и геометрические параметры спирального сверла
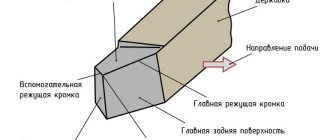
У спирального сверла различают следующие части (рис. 14.2).
Рабочая часть
– часть сверла, снабженная двумя спиральными (точнее, винтовыми) канавками; рабочая часть включает в себя режущую и направляющую части сверла.
Режущая часть
– часть сверла, заточенная на конус и несущая режущие кромки.
Направляющая часть
– часть сверла, которая обеспечивает направление сверла в процессе резания.
Хвостовик
– часть сверла, служащая для его закрепления и передачи крутящего момента от шпинделя.
Лапка
(у сверл с коническим хвостовиком) служит упором при выбивании сверла из отверстия шпинделя.
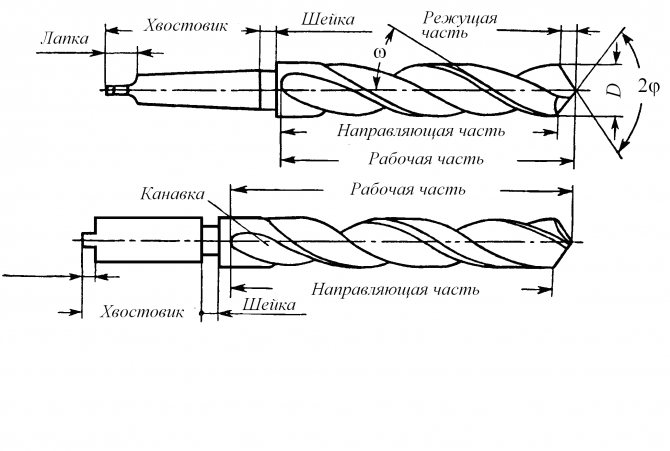
Рис. 14.2. Конструктивные элементы сверла
Основные элементы спирального сверла (рис. 14.3).
Передняя поверхность
1
– винтовая поверхность канавки, по которой сходит стружка.
Главная задняя поверхность 2
– поверхность, обращенная к поверхности резания.
Вспомогательная задняя поверхность (ленточка)
3
– узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки; обеспечивает сверлу направление при резании.
Главная режущая кромка 4
– кромка, образуемая пересечением передней и главной задней поверхностей.
Вспомогательная режущая кромка 5
– кромка, образуемая пересечением передней и вспомогательной задней поверхностей.
Поперечная кромка 6
– образуется при пересечении двух главных задних поверхностей.
Вершина лезвия 7
– точка пересечения главной и вспомогательной режущих кромок.
Спинка сверла 8
– заниженная относительно ленточки поверхность, предназначенная для уменьшения трения между сверлом и обработанной поверхностью отверстия.
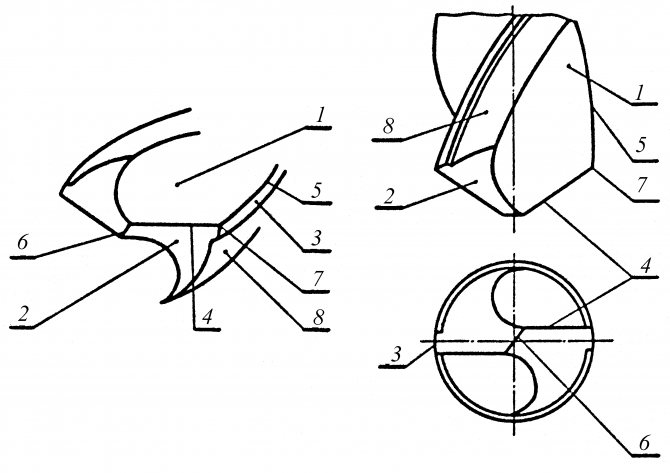
Рис. 14.3. Поверхности лезвий сверла и его режущие кромки
Две главные режущие кромки (см. рис. 14.2), расположенные на режущей части (заборном конусе), образуют угол при вершине 2φ, который у сверл из инструментальных сталей при обработке конструкционных материалов обычно равен 116…118°; для разных материалов он должен быть различным: для более твердых – больше, для более мягких – меньше. Например, при обработке жаропрочных и нержавеющих материалов максимальной стойкостью обладают сверла с углом 2φ = 125…135° (для глухого отверстия) и 2φ = 140° (для сквозных отверстий); при обработке эбонита, мрамора и других хрупких материалов угол 2φ = 80…90°; при сверлении титановых сплавов 2φ = 90…120°; при сверлении алюминия и алюминиевых сплавов 2φ = 130…140°.
Угол наклона поперечной кромки
ψ измеряется между проекциями поперечной и главных режущих кромок на плоскость, перпендикулярную к оси сверла; при правильной заточке сверла угол ψ = 50…55°.
Наклон винтовой канавки, по которой сходит стружка, определяется углом ω, заключенным между осью сверла и касательной к винтовой линии по наружному диаметру сверла. Этот угол ω, называемый углом наклона винтовой канавки
сверла, определяет величину переднего угла: с увеличением угла ω увеличивается передний угол и тем самым облегчается процесс стружкообразования. Наклон винтовой канавки у сверл берется от 18 до 30°. С увеличением угла ω уменьшается прочность сверла, вследствие чего у сверл малого диаметра он делается меньше, чем у сверл большого диаметра.
Геометрические параметры режущей части сверла.
Углы режущих кромок сверла рассматривают в статическом состоянии и в процессе резания (в движении). Рассмотрим сверло как геометрическое тело в статической системе координат.
Статическая система координат
– прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания (рис. 14.4,
а
).
Основная плоскость
PV–
координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного движения резания в этой точке.
Плоскость резания
Pn–
координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости
РV
.
Главная секущая плоскость
P
τ
–
координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания.
Рабочая плоскость Рs–
плоскость, в которой расположены направления скоростей
V
и
Vs
главного движения резания
Dr
и движения подачи
Ds
.
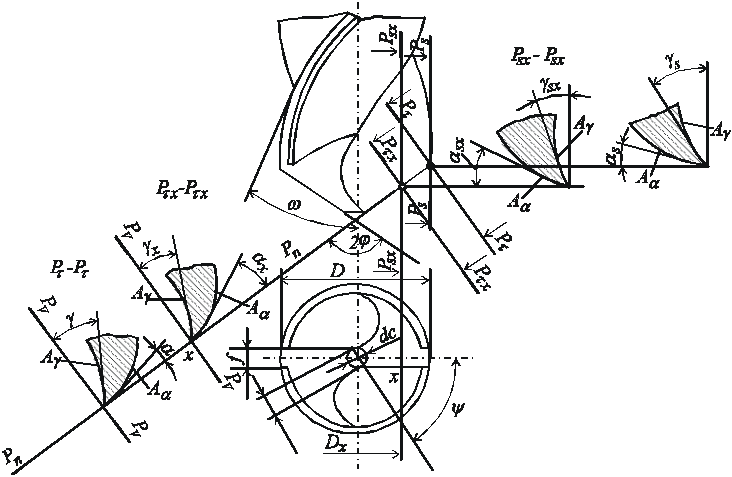
Рис. 14.6. Статические углы сверла в главной секущей и рабочей плоскостях для различных точек режущей кромки
Главный передний угол
γ – угол в главной секущей плоскости
P
τ
–P
τ между передней поверхностью
A
γ лезвия и основной плоскостью
РV–РV
. Передний угол сверла в произвольно взятой точке
x
режущей кромки наглядно представлен на рис. 14.7. Передние углы γ и γ
s
в главной секущей плоскости
P
τ
–P
τ и рабочей плоскости
Рs–Рs
определяются следующим образом. На рис. 14.8 представлены развертки винтовых линий, лежащих на цилиндрах диаметром
D
,
D
1,
D
2. Из рис. 14.8 видно, что передние углы в рабочей плоскости для рассматриваемых точек будут равны:
,
,
.
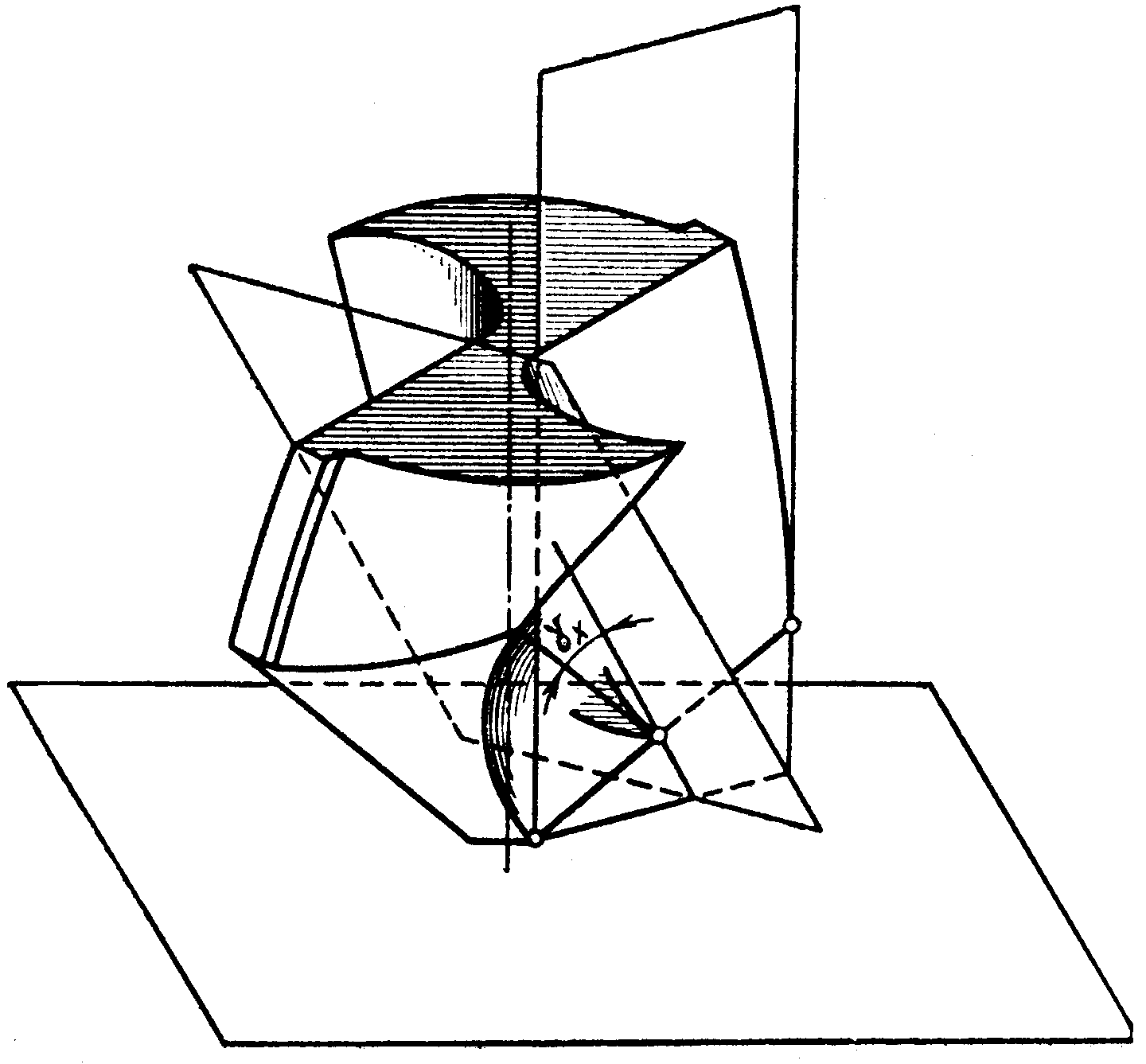
Рис. 14.7. Схема измерения переднего угла
Для произвольной точки режущей кромки, лежащей на диаметре Dx,
будем иметь
,
где H
– шаг винтовой канавки сверла, мм.
Так как в любой точке X
режущей кромки шаг винтовой линии сверла
Н
остается постоянным, то можно написать

.
В главной секущей плоскости P
τ
–P
τ передний угол определяется пересчетом по формуле
.
Окончательная формула пересчета имеет вид
.
Источник
Выберите хвостовик
Сверла используют в таких инструментах, как шуруповерт, дрель и перфоратор. Чтобы надежно закрепить сверло, обратите внимание на тип патрона вашего инструмента. От этого зависит, какой хвостовик сверла вам нужен.

Цилиндрический. Самый популярный тип, просто цилиндр без всяких премудростей. Отлично зажимается в патроны дрелей и шуруповертов.
SDS. Если вы планируете использовать перфоратор, вам понадобится сверло SDS — в народе его так и называют: «под перфоратор». Есть несколько разновидностей SDS-систем (Plus, Max, Top и другие). Просто уточните в документации к своему инструменту, какая установлена в вашем перфораторе.
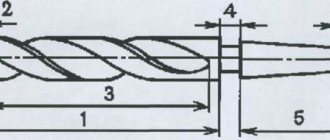
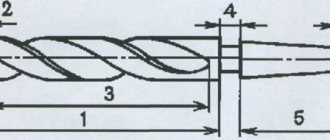
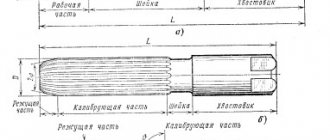
Геометрия спирального сверла
Сверление является одним из самых распространённых методов получения отверстия. Режущим инструментом служит сверло, с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении — вращательное, движение подачи — поступательное. Режущая часть сверла изготовляется из инструментальных сталей (Р18, P12, P6M5 и др.) и из твердых сплавов. По конструкции различают свёрла: спиральные, с прямыми канавками, перовые, для глубоких отверстий, для кольцевого сверления, центровочные и специальные комбинированные. К конструктивным элементам относятся: диаметр сверла D
, угол режущей части (угол при вершине), угол наклона винтовой канавки w, геометрические параметры режущей части сверла, т.е. соответственно передний g и задний a углы и угол резания d, толщина сердцевины
d
(или диаметр сердцевины), толщина пера (зуба)
b
, ширина ленточки
f
, обратная конусность j1, форма режущей кромки и профиль канавки сверла, длина рабочей части
l
o, общая длина сверла
L
.
Сверла по бетону и блокам
Их главное отличие — напайка из твердых металлов на заостренной поверхности сверла: победита или искусственного алмаза.
Сверла по бетону тоже бывают разными:

Те же сверла подходят и для блоков, но при работе с мягкими материалами не рекомендуется использовать ударный режим (обычно он и не нужен).
Сверла по плитке и стеклу
С такими материалами работать предельно сложно — их легко повредить. Например, керамика и стекло трескаются при перекосе сверла или перегреве. Поэтому для них используют только два вида сверл: коронки и перья. Коронки могут иметь диаметр от 13 до 80 мм и, как правило, покрываются алмазным напылением.

Перовые сверла. Представляют собой обычный металлический стержень с острым копьем на конце (как правило, из победита). Они позволяют выполнять отверстия диаметром от 3 до 13 мм — идеально для дюбелей.
Но учтите, что после того, как вы прошли плитку, стоит поменять сверло. В противном случае вы просто затупите его о бетон и при следующем использовании получите трещину на плитке.
Для чего канавки у сверла
ГОСТ Р 50427-92 (ИСО 5419-82)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Термины, определения и типы
Twist drills. Terms, definitions and types
ОКП 39 1200, 39 1600
Дата введения 1994-01-01
1 ПОДГОТОВЛЕН И ВНЕСЕН Техническим Комитетом ТК 95 «Инструмент»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 04.12.92 N 1533
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 5419-82 «Сверла спиральные. Термины, определения и типы» и полностью ему соответствует
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Настоящий стандарт устанавливает термины и определения понятий конструктивных размеров и геометрических параметров и типов спиральных сверл.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы (по данной научно-технической отрасли), входящих в сферу работ по стандартизации и использующих результаты этих работ.
1 Для каждого понятия установлен один стандартизованный термин.
2 Заключенная в круглые скобки часть термина может быть опущена при использовании термина в документах по стандартизации.
В алфавитном указателе данные термины приведены отдельно с указанием номера одной статьи.
3 Приведенные определения можно при необходимости изменить, вводя в них производные признаки, раскрывая значения используемых в них терминов. Изменения не должны нарушать объем и содержание понятий, определенных в данном стандарте.
В случаях, когда в термине содержатся все необходимые и достаточные признаки понятия, определение не приводится и вместо него ставится прочерк.
4 В стандарте приведены инозначные эквиваленты стандартизованных терминов на немецком (de), английском (en) и французском (fr) языках.
5 В стандарте приведены алфавитные указатели терминов на русском языке и иностранных эквивалентах.
Термины-эквиваленты на итальянском и голландском языках приведены в приложении.
* Вводная часть стандарта приведена в соответствии с типовой вводной частью, принятой для государственных стандартов на термины и определения.
Основная часть стандарта приведена по ИСО 5419-82.
Цвет имеет значение

Даже по внешнему виду сверла можно определить его свойства и качества.
«Золотые» сверла считаются наиболее долговечными.
Чтобы сделать правильный выбор, в идеале нужно изучить маркировку каждого сверла. Она точно информирует, из какого материала оно сделано и для каких целей подходит. Разобраться в маркировке не так просто — хотя бы потому, что есть российская и иностранная системы. Но если вам интересно, дайте знать в комментариях, мы и про это напишем.
Источник
Варианты выбора.
Для сверления металла выбирайте соответствующие сверла по цене от 55 до 4800 рублей за комплект. К дешевым сверлам по металлу следует отнестись с недоверием – шанс, что они сделаны из дешевой некачественной стали, достаточно велик.

Если вы занимаетесь изготовлением мебели, вам наверняка пригодятся сверла Форстнера различного диаметра. Стоят они от 400 до 800 рублей за штуку.
Для сверления отверстий в кирпичных и бетонных стенах нужны победитовые сверла и здесь лучше отдать предпочтение проверенному производителю. Стоить они будут 110-1250 рублей.

Если вам потребовалось просверлить отверстие в кафеле, стекле или зеркале, покупайте специализированные сверла по стеклу/кафелю. Стоят они от 350 рублей.
Источник
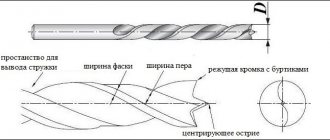
Режущий инструмент
Сверление является одним из распространенных методов предварительной обработки отверстий на токарных станках. В зависимости от конструкции и назначения различают сверла: спиральные, перовые, для глубокого сверления, центровочные, эжекторные и др. Наибольшее распространение получили спиральные сверла (На рисунке сверла: а — спиральное с коническим хвостовиком, б — спиральное с цилиндрическим хвостовиком, в — для глубокого сверления). Сверло имеет: две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей; две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки. Ленточка сверла — узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании. Угол наклона винтовой канавки ω угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (ω=20-30 градусам). Угол наклона поперечной режущей кромки (перемычки) ψ — острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (ψ=50-55 градусам). Угол режущей части (угол при вершине) 2φ — угол между главными режущими кромками при вершине сверла (φ=118 градусам). Передний угол γ — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол γ является величиной переменной. Задний угол α — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Задний угол сверла — величина переменная: α=8-14 градусов на периферии сверла и α=20-26 градусов — ближе к центру сверла. Как выглядят вытяжные заклепки алюминий/нержавеющая сталь?
1 — режущая кромка, 2 — передняя поверхность, 3 — задняя поверхность, 4 — поперечная кромка, 5 — канавка, 6 — ленточка
turner.narod.ru