Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.

Процесс глубокого сверления на токарно-фрезерном центре
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.

В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Подача жидкости является обязательным этапом технологического процесса, так как:
- Обеспечивается эффективный отвод стружки из зоны резания по отводным каналам;
- Уменьшается сила трения между трущимися частями;
- Производится отвод тепла, которое образуется в процессе длительного сверления, обеспечивая тем самым сохранности сверла от прогорания;
- Осуществляется дополнительная обработка отверстия.
С увеличением глубины сверления возрастают трудности с обработкой отверстия.
Для глубокого сверления применяют специальный инструмент, оборудование и способы обработки.
Простые сверла и дрели для этого не подходят, так как не удастся достичь точности сверления по всему диаметру, заданной шероховатости поверхности, прямолинейность отверстия.
Важным параметром также является сохранение поверхности углубления с минимальным отклонением от округлости.
Применение традиционного инструмента делает процесс глубокого сверления низкопроизводительным, трудоемким, а в некоторых случаях (зависит от глубины отверстий) – невозможным.
На практике в машиностроительной сфере используют специализированное оборудование с технической оснасткой, с дополнительным применением специальных режущих и прочих вспомогательных инструментов.
Нередко требуются нестандартные приспособления для выполнения технологических приемов.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 886-77 Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размеры
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.

Примеры рабочих головок ружейных сверл
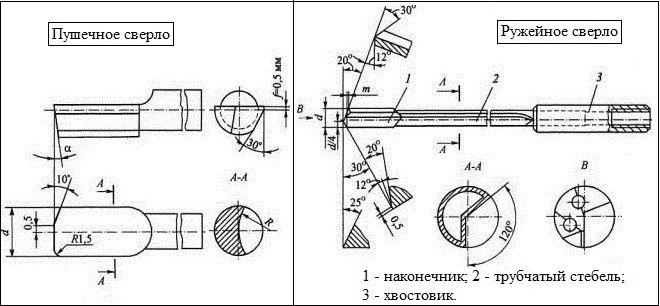
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
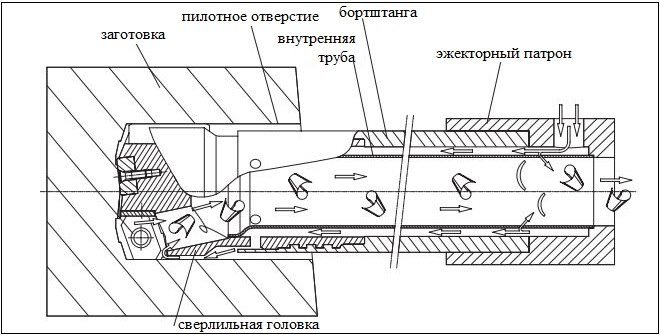
Принцип работы эжекторным сверлом
Оглавление
Сверла для глубокого сверления – это устройства, которые используются для сверления сквозных и глухих отверстий в валах, шпинделях и других деталях, которые имеют большую длину. Они имеют низкую производительность, благодаря ним обеспечиваются полностью чистые, точные и прямолинейные отверстия. К сверлам данного типа относят ружейные, однокромочные с внутренним отводом стружки и двухкромочные с внутренним отводом стружки конструкции.

фото:сверла для глубокого сверления
Особенности углубленной сверловки
Метод глубокого сверления используется во время резания отверстий, которые имеют глубину 5хD и более. Данный метод позволяет обработать материал с наибольшей точностью, а также оптимальной прямолинейностью, благодаря нему обеспечивается хорошее качество поверхности. Это достаточно сложная и трудоемкая операция. Главным условием обработки режущим инструментом методом глубокого сверления является охлаждение под давлением.
Особенность данного метода – необходимость определения правильного направления во время начала процесса резания. Это направление проходит через специальную кондукторную втулку либо же в заранее подготовленное просверленное пилотное отверстие.
Главная трудность – нельзя свободно вращать режущий инструмент при глубоком сверлении на полных оборотах вне самой детали. А также при увеличении длины сверла для глубокого сверления создаются неблагоприятные условия образования стружки, которую трудно отводить и извлекать из отверстия во время процесса. Поэтому очень важно соблюдать увод сверла при глубоком сверлении.
Виды сверл для углубленной сверловки
Сверла для глубокого сверления бывают нескольких видов:
- Спиральная конструкция, которая имеет отверстие для подвода жидкости в зону резания.
- Ружейное устройство, которое имеет припаянные твердосплавные пластинки.
- Ружейное устройство, которое имеет цельную твердосплавную рабочую часть.
- Ружейная установка с твердосплавной пластинкой и промежуточной режущей пластинкой.
- Шпиндельные (перовые) приборы, которые используются для обработки отверстий в шпинделях станков.
- Пушечные устройства.
Спиральные инструменты – это стандартные спиральные сверла, которые имеют удлиненную рабочую часть. Они изготавливаются из таких материалов, как быстрорежущая часть и твердый сплав. Первые имеют наружный подвод СОЖ, а вторые – внутренний подвод СОЖ. Сверление ними реализуется посредством глубокого сверления, когда инструмент удаляется из отверстия, для того чтобы вывести стружку, и без этого процесса. Их производительность в 8 раз выше, чем у ружейных.
фото:спиральные длинные сверла по металлу
Ружейные и пушечные – это однорезцовые режущие инструменты, которые используются для того, чтобы получить глубокие отверстия малого диаметра и большого (от 0,5 мм до 100 мм). СОЖ подводится через корпус прибора, стружка выводится через канавку в корпусе конструкции. Ружейная установка обеспечивает лучшее направление режущей части, рабочая часть делается конической по направлению от режущей кромки к стержню.

фото:ружейные сверла по металлу
Пушечный прибор имеет твердосплавную режущую часть, стебель из закаленной стали и хвостовик из улучшенной стали.
Также существуют двустороннего резания (эжекторные и шнековые) и одностороннего резания конструкции (ружейные и пушечные) по их назначению. И третий вид – это кольцевые или трепанирующие головки.
Подбор сверла для глубокой сверловки
Сверла для глубокого сверления имеют определенные критерии выбора. Чаще всего применяются спиральные, а также перовые режущие инструменты.
На критерии выбора влияет наличие определенного специального оборудования, системы подготовки и подачи СОЖ, а также системы защиты от разбрызгивания. Применять сверла для глубокого сверления необходимо исключительно на станках глубокого сверления.
Выбирая конструкцию, необходимо определяться с нужным диаметром, общей длиной отверстия, типом хвостовика и обрабатываемым материалом. Также обращать внимание на скорость подачи.
- Если вы собираетесь сверлить отверстие, которое имеет длину больше, чем 40d, то стоит одновременно использовать два сверла, имеющие диаметр 10х400 мм и 9,95х800 мм.
- Если глубина 40d, то конструкция должна иметь левое направление вращения, для того чтобы она смогла зайти в пилотное отверстие.
- В случае, когда материал имеет длинную стружку, выбирайте прибор, который имеет полированные стружечные канавки.
- Когда вы обрабатываете алюминиевый сплав, применяйте однолезвийные конструкции, имеющие заточку угла при вершине 180 градусов.
Технология процесса
Подача СОЖ должна быть под давлением до 10 МПа. Объем охлаждающей жидкости – 20-120 л/мин. Данный показатель зависит от диаметра обрабатывающей конструкции. Точность обработки по диаметру – 7-9 квалитетов. Параметр шероховатости – 2,5-1,25 мкм. Возможное отклонение отверстия не больше, чем на 0,5 мм на каждом метре длины.
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
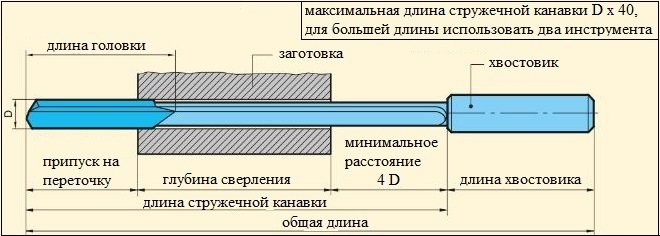
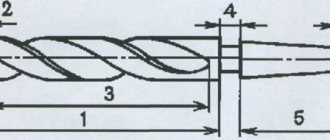
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.

Сверла ружейные могут быть одно- или двухстроннего резания
Что такое, и для чего предназначено пушечное сверло

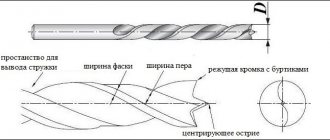
Пушечное сверло — это режущий инструмент преимущественно цилиндрической формы с переменным по длине сечением. Оно является инструментом однорезцового вида.
Для отведения отработанной стружки от обрабатываемой детали на поверхности такого сверла имеется выемка с сечением в форме буквы V. Данная проточка выполнена по внешней поверхности сверла.

В общем случае, при помощи пушечного сверла возможно получить отверстия с диаметром в диапазоне от 0,5 миллиметров до 10 сантиметров. Специальное отверстие для подвода смазывающе-охлаждающей жидкости обычно отсутствует. Сверление производят на малой частоте вращения металлообрабатывающего агрегата.
В рабочей части пушечное сверло имеет форму полукруга. Плоская поверхность полукруглого стержня является передней поверхностью сверла. Под прямым углом к оси сверла на торце стержня образуется режущая кромка. Задний торец инструмента имеет плоскую наклонную под углом 10-20 градусов форму.
Для обеспечения более точного направления опорная поверхность пушечного сверла имеет цилиндрическую форму. На опорной поверхности выполняются лыски под 35-40 градусов, а также обратный конус 0,04-0,05 миллиметров на 10 сантиметров длины. Эти мероприятия способствуют уменьшению трения инструмента о внутренние стенки обрабатываемой детали.
Для удаления стружки, образовавшейся в процессе резания, приходится регулярно выводить сверло из детали. Геометрия сверла способствует тяжелым условиям работы инструмента, что уменьшает его долговечность и снижает точность процесса резания.
Отметим, что в современной металлообработке есть более точные и производительные способы получения глубоких отверстий. Обработка детали пушечным сверлом считается устаревшим и малоэффективным методом глубокого сверления.
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Существует еще несколько технологий сверления глубоких отверстий, но выше приведена наиболее распространенная из них, которая используется в большинстве случаев.