Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.

Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
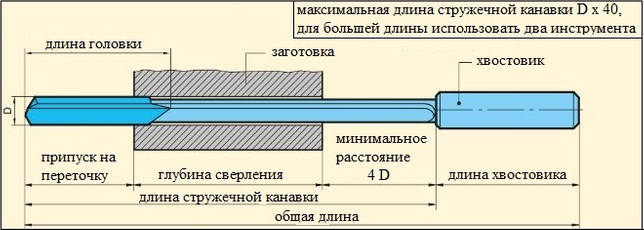
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
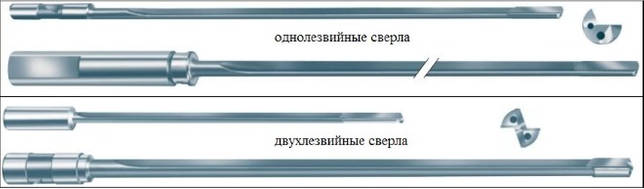
Сверла ружейные могут быть одно- или двухстроннего резания
Это интересно: Изготовление самодельного сверлильного станка из рулевой рейки
Pereosnastka.ru
Классификация сверл для глубокого сверления
Категория:
Глубокое сверление
Классификация сверл для глубокого сверления
Из всей системы СПИД — станок, приспособление, инструмент и деталь — при глубоком сверлении в наиболее тяжелых условиях работает инструмент — сверло. Замкнутый объем и многочисленные функции, выполнение которых должна обеспечивать конструкция инструмента и форсированные режимы, заставляют работать корпус сверла, его режущие и направляющие элементы с высокими напряжениями. Этим можно объяснить обилие всевозможных конструкций сверл, имеющих часто оригинальные элементы. Авторы этих сверл, каждый по-своему и не всегда достаточно обоснованно, пытаются решать проблемы, не решенные еще исследователями и конструкторами.
Существующие сверла для глубокого сверления можно разделить на две группы: 1) сверла для сплошного сверления и 2) сверла для кольцевого сверления.
Сплошное и кольцевое сверление известны уже давно. Хотя метод кольцевого сверления следует считать прогрессивнее, сплошное сверление в промышленности распространено больше. В нашей стране кольцевое сверление применяется, начиная с диаметров сверления dc >80 мм. Однако следует ожидать, что этот метод будет постепенно вытеснять сплошное сверление и при меньших диаметрах сверления. Об этом свидетельствуют многочисленные попытки применения кольцевых сверл даже для диаметров сверления меньших 30 мм. Причиной недостаточного внедрения в производственную практику кольцевого сверления является меньшая его надежность и большая сложность осуществления.
Сверла для глубокого сверления можно также разделить на две большие группы по способу их базирования во время сверления.
Базирование инструмента при глубоком сверлении весьма существенно, так как сверло в этом случае может иметь опору только на поверхность отверстия, которое оно само образует. Причем по отношению к сверлу базирование может быть постоянным (определенным) или может периодически меняться. При постоянном базировании силы сопротивления, возникающие во время сверления в поперечной плоскости сверла, действуют все время в одном направлении по отношению к сверлу (рис. 1, а). При неопределенном базировании эти силы либо отсутствуют вообще, либо меняют в работе свое направление относительно инструмента (рис. 1, б и в).
Это важное положение будет в дальнейшем рассмотрено более подробно. Сейчас отметим только, что при определенном базировании на инструмент действует поперечная сила R, которая постоянно прижимает инструмент к поверхности просверленного отверстия. Если же инструмент не имеет определенности базирования, то переменная по направлению поперечная сила R в процессе сверления будет его раскачивать. В этом случае, особенно при форсированном режиме работы, инструмент не обеспечивает необходимого качества сверления. Однако, несмотря на это, в дальнейшем будет показано, что эти инструменты можно успешно использовать, введя дополнительные устройства, повышающие надежность их работы.
На небольшом участке режущей кромки влечет значительные потери твердого сплава. При делении же ширины реза несколькими резцами поврежденный участок сменной режущей кромки можно легко восстановить заменой вышедшего из строя резца. К достоинствам метода деления ширины реза следует отнести также легкость получения конструкций инструментов, имеющих постоянное (определенное) базирование.
Рис. 1. Действие сил в плоскости, перпендикулярной оси сверла: а — сила постоянная по величине и направлению (R = const; = 0); б — сила не постоянная как по величине, так и по направлению R; в — сила R = 0
В соответствии с загрузкой режущих кромок сверла, как и многие другие режущие инструменты, можно также разделить на две группы. При этом различают метод деления ширины реза и метод деления подачи.
При сверлении по методу деления ширины реза имеют в виду число автономных режущих кромок (число зубьев инструмента), необходимых для перекрытия всей ширины реза В. Этот метод следует считать прогрессивным направлением в конструировании сверл, так как перекрытие одной режущей кромкой всей ширины резания, особенно при сплошном сверлении отверстий диаметром выше 40 мм, затруднительно. Режущие кромки обычно составляются из твердосплавных пластин, ширина которых ограничена. Несмотря на то, что стандартом предусматриваются тонкие пластины большой ширины в производственных условиях они не всегда имеются.
Применение широких пластин оказывается в большинстве случаев экономически нецелесообразным, так как любое незначительное выкрашивание твердого сплава или повышенный износ пластины.
Ниже приводятся формулы для определения подачи на один зуб и величины превышения для применяемых на практике инструментов.
Из-за трудности заточки сверла с превышениями режущих кромок встречаются весьма редко. Иногда инструментальщики, желая получить инструмент, работающий методом деления подачи и обладающий определенностью базирования, все же пытаются применять подобные сверла.
Следующим признаком классификации сверл может быть способ отвода стружки: внутренний или наружных. Оба эти способа имеют свои положительные и отрицательные стороны. Наиболее распространенным является внутренний отвод стружки, несмотря на то, что осуществление его довольно сложно — требуется маслоприемник. Этот способ обеспечивает высокое качество просверленных отверстий, так как отходящая стружка не царапает поверхности отверстия и не заклинивается между направляющими инструмента и заготовкой. Кроме того, эти сверла имеют несколько меньший износ направляющих. Поэтому процесс сверления глубоких отверстий средних диаметров при внутреннем отводе стружки протекает более надежно.
Сверла для отверстий диаметров dc
Рис. 2. Графики распределения подачи на режущие кромки инструментов за один оборот заготовок
Рис. 3. Классификация сверл глубокого сверления. На рисунке приняты следующие условные обозначения: 1 — сверла, работающие методом деления ширины реза; 2 — сверла, работающие методом деления подачи; 3 — сверла, работающие комбинированным методом (сверла 2 и 3-й групп должны иметь число режущих кромок г. > 2)
Классифицировать сверла можно также и по различным конструктивным элементам. Наиболее существенными из них являются конструкции резцов и направляющих сверл и конструкции элементов присоединения сверл к стеблям.
У малых сверл режущие кромки и направляющие напайные, твердосплавные. Реже применяются прессованные и спеченные метал-локерамические сверла, присоединенные к стеблю методом пайки. Сверла из быстрорежущей и инструментальной стали для обычного сверления также изготовляются цельными — в виде насадок к стеблям.
У сверл для сверления отверстий dc>40 мм чаще всего резцы и направляющие сменные. В большинстве случаев пластины твердого сплава припаиваются к державкам резцов и колодкам направляющих. Реже применяются сверла с механическим креплением твердосплавных пластин лезвий и направляющих.
В нашей стране при обработке глубоких отверстий часто применялись сверла и другие инструменты с наружными хвостовиками для присоединения к стеблям. В этом случае на хвостовиках нарезалась многоходовая резьба. Однако опыт эксплуатации этих инструментов послужил основанием предложить для присоединения инструментов к стеблям внутреннюю пологую одноходовую резьбу.
Для присоединения крупных инструментов к стеблям резьба непригодна, так как имеет тенденцию к заклиниванию на стебле. Поэтому в таких случаях обычно применяют торцевое присоединение винтами и торцевыми шпонками или штифтами.
Схема классификации сверл для глубокого сверления приведена на рис. 3.
Читать далее:
Сверла средних диаметров, обладающие определенностью базирования
Статьи по теме:
pereosnastka.ru
Виды
Существуют следующие виды режущего инструмента, которые используются для выполнения глубоких и очень точных отверстий:
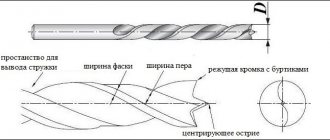
- пушечное – на рабочей части инструмента есть канавка, выполненная в виде буквы V; она необходима для того, чтобы отводить из отверстия отработанную металлическую стружку;
- эжекторное – этот инструмент применяется для станков, у которых режущий элемент расположен в горизонтальном направлении;
- ружейное – вариант, который оснащен пластинами из твердосплавной стали, которые располагаются на промежуточных и основных режущих пластинах;
- ружейные – с режущими частями и поверхностями, выполненными из стали и твердых сплавов;
- ружейные – у которых твердосплавные режущие пластины закреплены на корпусе методом пайки;
- спиральные – имеющие хвостовик, который представлен в форме цилиндрического строения.

Ружейные и пушечные сверлильные инструменты являются однорезцовым вариантом. Благодаря им можно просверлить отверстие, параметры которого по диаметру находятся в диапазоне от 0,5 мм до 10 см.
При работе сверло нагревается, остудить его можно путем подачи смазочно-охлаждающей жидкости в специальное пространство, расположенное внутри рабочей части сверла. Ружейные и пушечные сверла, пластины для резки у которых изготовлены из стальных твердых сплавов, имеют рабочий хвостовик с конфигурацией в виде конуса. Такая форма направляет режущий инструмент более точно в область выполнения сверления.

ПРАВИЛА ПРИЕМКИ
2.1. Правила приемки — по ГОСТ 23726.
2.2. Испытания сверл на средний период стойкости проводят один раз в три года, на 95 %-ный период стойкости один раз в год, не менее чем на 5 сверлах.
2.3. Испытаниям должны подвергаться сверла классов точности А1 и В (или В1) одного типоразмера из каждого диапазона диаметров, мм: от 0,25 до 3,0; св. 3,0 до 11,0; св. 11,0 до 18,0; св. 18,0 до 23,0; св. 23,0 до 80,0.
2.2; 2.3. (Измененная редакция, Изм. № 3).
Критерии выбора
Размерные параметры и технические характеристики ружейных и пушечных сверлильных инструментов регламентируются стандартами ГОСТ, согласно которому эти сверла относятся к изделиям длинной серии. Использование сверла возможно только на специальном станке, предназначенном для выполнения глубокого сверления. При выборе конструкции сверла нужно учитывать требуемые параметры отверстия – его диаметр и длину. Для качественного выполнения задачи большое значение имеет скорость подачи сверла, а также тип его хвостовой части.
Основными рекомендациями, учитываемыми при выборе сверлильного инструмента, являются следующие:
- при выполнении отверстия, длина которого будет составлять более 400 мм, рекомендуется применять 2 сверла с различными показателями размерности; сначала нужно воспользоваться инструментом, размер которого составляет 9,95 на 800 мм, а затем отверстие расширяют сверлом, размер которого чуть больше и составляет 10 на 400 мм;
- если во время сверления металл дает длинный тип стружки, нужно выбирать режущий инструмент, имеющий длинные и полированные канавки для ее отвода;
- если требуется обрабатывать мягкие сплавы металла, например, алюминий, то следует применять режущий инструмент, в конструкции которого предусмотрено одно режущее лезвие, заточенное под углом 180°;
- содержание смазочного компонента в охлаждающей жидкости должно быть на уровне не менее 10% от общего объема этого состава;
- если обработке подвергается мягкий материал, то выходить на предельные скоростные обороты сверла необходимо поэтапно и делать это нужно в 3 приема; кроме того, отверстие выполняется также поэтапно – сначала делается пилотное сверление инструментом меньшего диаметра, а затем сверлом нужного размера отверстие расширяется;
- при смене одного диаметра сверла на другой размер остановить вращение инструмента можно при помощи включения на 1–2 секунды подачи под высоким давлением смазочно-охлаждающего состава; после выполнения отверстия по заданным параметрам сверло отключают, переставая подавать в его отверстие охлаждающий состав.

Чтобы правильно выбрать сверло для выполнения глубоких отверстий, важно учитывать не только его размеры, равные размерам отверстия, но и характеристику металлического сплава, а также тип сверлильного оборудования, на котором будут выполняться работы.
Начинать работу нужно на минимальных скоростях вращения сверла, при этом важно с самого начала обеспечить для него подачу смазочно-охлаждающей жидкости.

О том, как выполняется сверление глубоких отверстий ружейными сверлами HAMMOND, смотрите далее.
Какие сверла по металлу лучше?
Крупные предприятия — лидеры отрасли — имеют в своем распоряжении дорогостоящее контрольно-измерительное оборудование, что позволяет поддерживать стабильно высокое качество выпускаемой продукции.
Коротко перечислим основные виды сверл по металлу
из быстрорежущей стали:
1. Сталь сверл HSS-E
содержит кобальт и превосходит по режущим свойствам остальные стали, поэтому применяются для работы по вязким и сложным материалам. Сверла Diager HSS-E Co 5% отвечают самым высоким стандартам качества. Их в основном используют для сверления нержавеющей стали, а также легированной и нелегированной стали с пределом прочности до 1200 Н/мм2.
2. Трехслойное покрытие сверл HSS-TiAlN
(титаново-алюминиево-нитритное) имеет более низкий коэффициент трения, а также образует термальный барьер (сверло не теряет свои свойства при разогреве наружной оболочки до 700°C), повышается прочность и увеличивается срок жизни сверла приблизительно в 5 раз. Сверло с покрытием TiAlN не следует затачивать повторно, повреждение покрытия сведет все преимущества этого сверла на нет. Сверла Diager HSS-TiAlN используют для производительного сверления легированной и нелегированной стали с пределом прочности до 1100 Н/мм2, нержавеющей стали, чугуна.
3. Сверла HSS-TiN
из стали, покрытой нитридом титана, также значительно меньше нагреваются в процессе работы, что увеличивает такие характеристики сверла, как прочность и срок жизни не меньше, чем в 3 раза. Сверла с покрытием TiN не следует затачивать повторно. Сверла Diager HSS-TiN используют для сверления легированной и нелегированной стали с пределом прочности до 1100 Н/мм2, чугуна.
4. Сверла HSS-G
-шлифованные сверла из инструментальной быстрорежущей стали имеют повышенную стойкость и малые радиальные биения. Сверла HSS-G -самые распространенные режущие инструменты для решения стандартных задач. Сверла Diager HSS-G используются для сверления легированной и нелегированной стали с пределом прочности до 900 Н/мм2, чугуна.
5. Cверла HSS-R
прошли роликовую прокатку и термическую обработку. Сверла имеют наименьшую стойкость. Используются в основном для сверления мягких сталей, чугуна.
Отдельно стоит выделить твердосплавные сверла
или сверла с впаянным твердосплавным наконечником, они имеют максимальную прочность, способны выдерживать большие нагрузки. Используются для сверления жаропрочных сталей, нержавеющей стали, сплавов титана.
Сверла по металлу изготавливают из инструментальной быстрорежущей стали HSS (High Speed Steel
). Это легированные стали с содержанием таких элементов, как вольфрам, молибден, а также ванадий и кобальт. Эти добавки положительно влияют на такие характеристики стали, как горячая твердость (температура нагрева, которую может выдержать сталь), красностойкость (время, которое сталь может выдерживать высокую температуру), сопротивление разрушению.
В процессе работы режущего инструмента происходит интенсивное выделение тепла, которое идет на разогрев инструмента. Для инструмента из обычной углеродистой стали недопустим режим работы при нагреве выше 200°C, т.к. твердость стали начинает стремительно падать. Современные быстрорежущие стали сохраняют свои свойства при 500-600°C, что позволяет существенно увеличить скорость сверления.
Очень важную роль играет процесс изготовления и термообработки сверл. Крупные предприятия — лидеры отрасли — имеют в своем распоряжении дорогостоящее контрольно-измерительное оборудование, что позволяет поддерживать стабильно высокое качество выпускаемой продукции. Сверла NoName зачастую делают из плохой стали, не выдерживается геометрия, перезаточить их практически невозможно — после отработки заводской заточки сверло становится непригодным для дальнейшего использования.
На вопрос «Какие сверла по металлу лучше?» мы ответим так — сверла, которые позволят выполнить конкретную задачу максимально эффективно.
Статья расскажет, как правильно выбрать и эксплуатировать сверло по металлу. Вы узнаете о том, какие бывают их разновидности, особенности покрытия и обработки, а также конструктивные различия. В статье приведены таблицы для расшифровки международных обозначений, а также анализ цен на наборы свёрл.
Сверление металла и пластика — одна из необходимых операций, как при профессиональной работе, так и в домашнем обиходе. Как правило, её выполняют одним сверлом, т. к. оба материала имеют монолитную структуру разной плотности. Поэтому свёрла для металла применимы к пластику практически без износа.
Ступенчатое сверло 5-мм vs гетинакс. Рассверливаем, сохраняем соосность.
Ступенчатые сверла, на самом деле, гениальное изобретение в мире расходников. С одной стороны, они позволяют сверлить отверстия довольно большого диаметра при фиксированном хвостовике, не меняя сверла, с другой-такое сверло самоцентрируется уже по первому отверстию, поэтому все последующие получаются соосными. Давненько я делал обзор на ступенчатые дюймовые сверла , набор привлек меня универсальностью и чемоданчиком. Пользуюсь ими очень часто по древесным материалам, но есть определенные трудности, когда нужно не просто рассверлить отверстие соосно, но и сделать его определенной глубины под конкретный метрический диаметр. А как известно, глубина отверстия соответствует высоте ступени сверла, а сверла перовые, форстнера, как правило, не дюймовые, соответственно, отцентрировать их в отверстии, рассверленном дюймовым ступенчатым сверлом не очень-то получится.
Я не люблю ступенчатые сверла со стандартным шестигранным хвостовиком 6,3 мм, во-первых, он не силовой, во-вторых- нет надобности в нем. Поэтому заказ был сделан в пользу цилиндрического хвостовика.
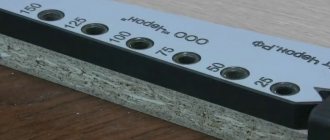
Сверло приехало просто в пакете, и невооруженным глазом повреждений не испытало:
Качество изготовления хорошее, лазерная маркировка диаметров четкая. Одна фигня-цифры постоянно забиваются опилками, их приходится чистить в работе:
Диаметр хвостовика оказался 13 мм, имейте в виду, если у вас дрель с патроном до 10 мм, придется искать патрон до 13 мм. Хотя в хозяйстве дрель под 13 мм должна быть всегда.
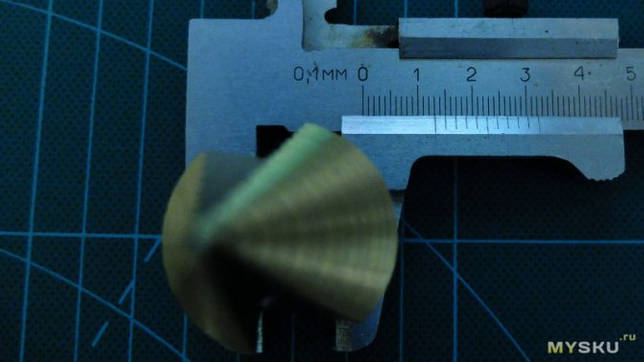
Если сравнивать с дюймовым, то отличается покрытие, хвостовик короче и диаметр больше — 13 мм против 9,5 мм у дюймового. К тому же у дюймового мне хвостовик нравится наличием 3-х широких граней на нем:
Одно из применений, как я уже сказал, это рассверливание отверстий без нарушения соосности. Как пример, имеется центральное отверстие из-под коронки 6,3 мм:

Требуется рассверлить его с двух сторон на 15 мм и 12 мм на определенную глубину с сохранением соосности и аккуратности краев, например для посадки на вал:

Сделать это легко, я рассверливаю деталь ступенчатым сверлом до диаметра основного сверла:

Затем рассверливаю в глубину другим сверлом:

Ступенчатое сверло отлично подходит для получения различных углублений для крепежа:
Материал, который я сверлил в данном случае-текстолит- ПТ толщиной 16 мм (слоистый листовой прессованный материал на основе хлопчатобумажной ткани и термореактивного связующего)
Сверло конечно же не бьёт, сверлит чистенько. Разницы в качестве между дюймовыми и метрическим я не заметил.
В данном случае показано сверло с диаметрами 5-7-10-12-15-17-20-22-25-27-30-32-35 мм
Для полноты картины советую приобрести сверло 4-32 мм (4-6-8-10-12-14-16-18-20-22-24-26-28-30-32)
Я не стал его показывать, ибо одно и то же, а использовал в работе именно то, что в обзоре.
А также сверло 3-12 мм (3-4-5-6-7-8-9-10-11-12)
Это сверло будет отличным дополнением хотя-бы потому, что у него высота промежуточной ступени 5 мм, ну и шаг в 1 мм:

На этом все.
Глубокое сверление

Вид механической обработки черных металлов путем резания отверстий вращающимися механизмами называют сверлением.
Различают простое и глубокое сверление.
Во втором случае глубина отверстия должна быть более 10 см., или размером вглубь более 5 исходных диаметров (5*d). При помощи сверл получают отверстия различной глубины и диаметра или многогранного сечения.
Это интересно: Шабер слесарный: назначение и виды инструмента для шабрения
Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Заготовка вращается, при этом одновременно производится продольная подача не вращающегося сверлильного инструмента;
- Заготовка не вращается, зафиксирована;
- Одновременное вращение заготовки и инструмента.
Все эти способы широко применяются на практике. Наибольший спрос на процесс глубокого сверления есть в следующих сферах: металлургия, производство труб, нефтегазовая и аэрокосмическая промышленность, выпуск плит теплообменников и бойлеров и многие другие. Наиболее часто применяют следующие детали с глубокими отверстиями: роторы, валы, оси, втулки, гильзы, цилиндры, бандажи, металлические скорлупы и многое другое.