Индукционные печи для плавки металла
Принцип работы
Индукционный нагрев положен в основу действия печи. Другими словами, электрический ток образовывает электромагнитное поле и получается тепло, которое используется в промышленных масштабах. Этот закон физики изучается в последних классах общеобразовательной школы. Но понятие электрического агрегата и электромагнитных индукционных котлов нельзя путать. Хоть в основе работы и там и тут лежит электричество.
Как это происходит
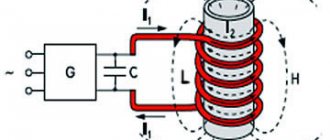
Генератор подключается к источнику переменного тока, который поступает в него через индуктор, находящийся внутри. Конденсатор задействуется для создания контура колебания, в основе которого лежит постоянная рабочая частота, на которую настраивается система. При возрастании напряжения в генераторе до предела в 200 В индуктор создает магнитное поле переменного действия.
Замыкание цепи происходит, чаще всего, посредством сердечника из ферромагнитного сплава. Переменное магнитное поле начинает взаимодействие с материалом заготовки и создает мощный поток электронов. После вступления в индукционное действие электропроводящего элемента в системе происходит возникновение остаточного напряжения, которое в конденсаторе способствует возникновению вихревого тока. Энергия вихревого тока преобразовывается в тепловую энергию индуктора и происходит нагревание до высоких температур плавления искомого металла.
Тепло, производимое индуктором, применяют:
- для расплавления мягких и твердых металлов;
- для закаливания поверхности металлических деталей (например, инструмента);
- для обработки в термическом режиме уже произведенных деталей;
- бытовых потребностей (обогрев и кулинария).
Особенности применения индукционных печей
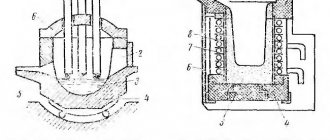
Индукционная печь — часть индукционной установки, включающая в себя индуктор, каркас, камеру для нагрева или плавки, вакуумную систему, механизмы наклона печи или перемещения нагреваемых изделий в пространстве и др.
Индукционная тигельная печь (индукционная печь без сердечника), представляет собой плавильный тигель цилиндрической формы, выполненный из огнеупорного материала и помещённый в полость индуктора, подключенного к источнику переменного тока.

Футеровка индукционной плавильной печи должна обладать следующими свойствами:
- высокой огнеупорностью и шлакоустойчивостью;
- высокой термостойкостью;
- высокой механической прочностью;
- минимальной толщиной.
Конструктивная схема индукционных печей имеет свои особенности, которых нет в других конструкциях печей.
Передача электрической энергии к нагреваемому объекту происходит без контакта с электроустановкой.
Выделение тепла происходит непосредственно в месте нагрева, что позволяет максимально использовать энергию образующегося тепла.
Высокая скорость нагрева объекта, помещенного в индуктор.

Индукционные печи для плавки металлов значительно меньше потребляют электроэнергию.
Так как этот метод нагрева происходит непосредственно в среде металла, это позволяет получать их сплавы различных марок и свойств фактически не имеющих примесей и получать отливки равномерные по химическому составу.
В индукционных печах можно плавить различные типы металлов, это стали различных марок, высококачественный чугун, цветные металлы.
Особенность конструкции нагревателей, это малая масса футеровки индукционной печи по сравнению с массой металла, в связи, с чем снижается тепловая энергия печи, позволяет производить плавку периодически, что исключается в печах других конструкций.
К недостаткам индукционных печей можно отнести следующие факторы:
- дорогое и сложное в изготовление электрическое оборудование;
- наличие «холодных» шлаков, которые затрудняют процесс рафинации металла, этот метод термообработки используется при изготовлении высококачественных сталей;
- от резкого перепада температур, низкая долговечность футеровки.

Применение индукционных нагревательных печей позволяет автоматизировать процессы плавки, получать высоко легирующие металлы, обеспечивать хорошие условия труда для обслуживающего персонала. К тому же максимально снижается загрязнение окружающей среды.
В индукционных печах выплавляют сталь и сплавы из легированных отходов методом переплава, или из чистого шихтового железа и скрапа с добавкой ферросплавов методом сплавления.
После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих элементов, защиты его от насыщения газами.
При плавке в кислых печах, после расплавления и удаления плавильного шлака, наводят шлак из боя стекла (SiO2). Для окончательного раскисления перед выпуском металла в ковш вводят ферросилиций, ферромарганец и алюминий.

В основных печах раскисление проводят смесью из порошкообразной извести, кокса, ферросилиция, ферромарганца и алюминия.
В таких печах выплавляют высококачественные легированные стали с высоким содержанием марганца, титана, никеля, алюминия, а в печах с кислой футеровкой – конструкционные, легированные другими элементами стали.
В печах можно получать стали с незначительным содержанием углерода и безуглеродистые сплавы, так как нет науглероживающей среды.
При вакуумной индукционной плавке индуктор, тигель, дозатор шихты и изложницы, помещают в вакуумные камеры. Получают сплавы высокого качества с малым содержанием газов, неметаллических включений и сплавы, легированные любыми элементами.
Краткая характеристика различных печей
Разновидности приборов
- Тигельные индукционные печи используют для расплавки металлов, главным их принципом, отличным от работы других агрегатов, является отсутствие сердечника.
- Канальные агрегаты индукционного действия представляют собой своеобразный трансформатор, которая имеет стальной наконечник – магнитный привод. Нагрузка подается через вторичную обмотку, выполненную одним витком.
- Индукционные приборы вакуумного действия, который процесс плавки выполняют в условиях полного вакуума, который буквально вытягивает из металла все примеси.
- Плавильные тигельные печи – индукторы на массу плавки от 5 до 200 кг с преобразователем по принципу транзистора.
Индукционные тигельные печи
Является наиболее распространенным типом печного индукционного нагрева. Отличительной чертой, отличной от других видов является то, что в ней переменное магнитное поле появляется при отсутствии стандартного сердечника. Тигель в форме цилиндра размещается внутри индукторной полости. Печь, или тигель изготавливается из материала, который прекрасно сопротивляется огню и подключается к переменному электрическому току.
Положительные аспекты
- энергия выделяется при загрузке металла, отсутствует необходимость в установке промежуточных элементов;
- металлические сплавы, состоящие из нескольких составляющих, после завершения плавки получают однородную консистенцию и одинаковый химический состав в любом выбранном объеме;
- при помощи регуляторов давления представляется возможным проводить восстановительный, окислительный или нейтральный процесс;
- средние частоты переменного тока показывают высокие значения удельной мощности, что ставит тигельные печи в ряд высокопроизводительных агрегатов;
- печь может работать с перерывами между загрузкой металла, на последующей плавке это не отразится, переход от одного вида металла к другому происходит без длительной перенастройки параметров;
- тигельные агрегаты легко поставить на автоматическое управление, они простые в эксплуатации и легко перестраиваются на любой из режимов;
- в результате процесса получаются качественные славы, состоящие из многих компонентов, температура имеет постоянное и одинаковое значение в пределах ванны, а остатки и отходы быстро расплавляются, отсутствуют перегревы.
Тигельные агрегаты относят к экологически чистым источникам тепла, окружающая среда не загрязняется от плавки металлов.
В работе тигельных печей присутствуют недостатки:
- при технологической обработке используются шлаки пониженной температуры;
- произведенная футеровка тигельных печей имеет низкую стойкость против разрушения, больше всего это заметно при резких скачках температур.
Имеющиеся недостатки не представляют особенных трудностей, достоинства тигельного индукционного агрегата для плавки металла очевидны и сделали такой тип приборов популярным и востребованным среди широкого круга потребителей.
Индукционная печь и сфера её применения

Индукционные печи применяются для выплавки металлов и отличаются тем, что нагрев в них происходит посредством электрического тока. Возбуждение тока происходит в индукторе, а точнее в непеременном поле.
Плавление металлов в индукционных плавильных печах на сегодняшний день получило широкое распространение за счет их энергоэффективности, надежности, простоты в обслуживание, универсальности, возможности получения высококачественных отливок, а также относительно низкой стоимости.
Для нагрева и плавки железной руды и металлов сталелитейная промышленность применяет различные типы печей для переработки металла.
По виду применяемого топлива индукционные печи бывают – пламенные, к ним относятся мартеновские, доменные, шахтные, газовые тигельные, и печи для плавки металла с электрическим нагревом.
Электропечи имеют классификацию, которая зависит от метода конвертации электрической энергии в тепловую.
Одним из таких методов является плавка металлов в среде индуктивного магнитного поля.

К основным характеристикам индукционных печей относятся:
- название металла, подлежащего плавлению;
- емкость в тоннах;
- мощность в киловаттах;
- напряжение и частота питающей сети, номинальное значение тока и число фаз.
Канальные печи индукционной плавки
Такой тип нашел широкое применение в плавильном деле цветных металлов. Эффективно используется для меди и медных сплавов на основе латуни, мельхиора, бронзы. Активно плавят в канальных агрегатах алюминий, цинк и сплавы в составе этих металлов. Широкое использование печей этого типа ограничено из-за невозможности выполнить футеровку, стойкую к разрушениям, на внутренних стенках камеры.
Расплавленный металл в канальных печах индукционного типа совершает тепловое и электродинамическое движение, что обеспечивает постоянную однородность смешивания компонентов сплава в печной ванне. Использование канальных печей индукционного принципа оправдано в случаях, если к расплавленному металлу и изготовленным слиткам предъявляются особые требования. Сплавы получаются качественными в плане коэффициента насыщения газами, присутствия в металле органических и синтетических примесей.
Индукционные канальные печи работают по типу миксера и предназначаются для выравнивания состава, поддержки постоянной температуры процесса, и выбора скорости разлива в кристаллизаторы или формы. Для каждого сплава и состава литья существуют параметры специальной шихты.
Достоинства
- подогревание сплава происходит в нижней части, к которой нет воздушного доступа, что уменьшает испарение с верхней поверхности, нагретой до минимальной температуры;
- канальные печи относят к экономичным индукционным печам, так как происходящее расплавление обеспечивается маленьким расходом электрической энергии;
- печь имеет высокий коэффициент полезного действия благодаря применению в работе замкнутого контура магнитного провода;
- постоянная циркуляция в печи расплавленного металла вызывает ускорение плавильного процесса и способствует однородности перемешивания компонентов сплава.
Недостатки
- стойкость каменной внутренней футеровки снижается при использовании высоких температур;
- футеровка разрушается при плавлении химически агрессивных сплавов из бронзы, олова и свинца.
- при плавлении загрязненной низкосортной шихты происходит засорение каналов;
- поверхностный шлак на ванне не нагревается до высокой температуры, что не позволяет проводить операции в промежутке между металлом и укрытием и расплавлять стружку и скрап;
- канальные агрегаты плохо переносят перерывы в работе, что заставляет постоянно хранить в жерле печи значительное количество жидкого сплава.
Полное удаление расплавленного металла из печи ведет к ее быстрому растрескиванию. По этой же причине невозможно выполнить быструю перестройку с одного сплава на другой, приходится делать несколько промежуточных плавок, получивших название балластных.
Преимущества перед другими видами плавильных печей
Индукционные печи – не единственное изобретение, используемое для плавления металлов.
Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.
Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.

Индукционные печи используют при плавке металлов принципиально иной метод нагрева. Благодаря этому, усовершенствовалась и технология плавки, расширились возможности переплавления металлов из лома.
Работа индукционных печей построена на принципе выделения тепла металлом при прохождении через него электрического тока. Таким образом, нагрев происходит не за счет тепловых волн, достигающих металла, а за счет превращения металлической массы в самостоятельный источник выделения тепла.
Для создания электромагнитного поля в печи используется индуктор. В связи с этим применяемый принцип плавки обозначается как индукционный нагрев. Индуктор входит в конструкцию плавильного агрегата.
Обязательное условие эффективной работы печи – продуманная система охлаждения. К печи необходимо одновременно подвести и электроснабжение для нагрева металлов, и воду для охлаждения самого индуктора.
При использовании индукционных печей значительно повышается удобство и качество плавки металлов. Под воздействием электромагнитного потока в расплавленной массе металла усиливается циркуляция.
Это способствует повышению однородности полученного в результате плавки металла.
Кроме того, плавильные печи, использующие принцип индукционного нагрева, дают на выходе металл с более высокими показателями и по чистоте, и по однородности.

Повышение качества металла дополняется снижением себестоимости всего процесса плавки. Достигается это за счет экономии электроэнергии, затрачиваемой на весь процесс переплавки металлов.
Высокий коэффициент полезного действия работы печей подобного типа — еще одно дополнительное условие, приводящее к снижению производственных затрат.
В настоящий момент в промышленности чаще используются индукционные печи высокой частоты.
Однако, среднечастотные печи также имеют свои преимущества. Они позволяют снизить расходы электроэнергии почти в два раза.
Индукционные печи среднего нагрева отличаются сжатым временным циклом плавки (от 40 до 45 минут). Это достигается за счет того, что значительно повышен предел допустимой мощности в таких печах.
При использовании печей этого типа расширяются и возможности усовершенствовать технологию плавки металлов. Например, для производства чугуна можно использовать отходы других производств (кузнечного, токарно-фрезерного, прокатного).
Полученный состав чугуна близок к идеальному. Это достигается за счет того, что печи средней частоты дают возможность активнее управлять химическим составом расплавляемого металла.
В целом преимущества использования индукционной переплавки металла повышаются за счет использования разных типов агрегатов.
Индукционные печи средней частоты создают дополнительные преимущества для использования этого метода плавки.
В настоящее время на российских предприятиях используется порядка 23 % индукционных печей. Еще 76 % приходится на газовые вагранки.
Широкомасштабное внедрение на производствах оборудования для индукционной плавки позволит значительно повысить эффективность всего процесса и его производительность, отразится на качестве получаемого металла.
Вакуумные печи индукционного действия
Этот вид имеет широкое применение для плавления сталей высокого качества и никелевых, кобальтовых и железных сплавов жаростойкого качества. Агрегат успешно справляется с плавкой цветных металлов. В вакуумных агрегатах варят стекло, обрабатывают высокой температурой детали, производят монокристаллы.
Печь относят к высокочастотному генератору, расположенному в изолированном от внешней среды индукторе, пропускающем ток высокой частоты. Для создания вакуума из него насосами откачивают воздушные массы. Все операции по введению добавок, загрузке шихты, выдаче металла производится автоматическими механизмами с электрическим или гидравлическим управлением. Из вакуумных печей получают сплавы с небольшими примесями кислорода, водорода, азота, органики. Результат намного превосходит открытые печи индукционного действия.
Жаропрочную сталь из вакуумных печей применяют в инструментальном и оружейном производстве. Некоторые сплавы из никеля, с содержанием никеля и титана являются химически активными, и получить их в других видах печей проблематично. Вакуумные печи выполняют розлив металла поворотом тигеля во внутреннем пространстве кожуха или вращением камеры с неподвижно закрепленной печью. Некоторые модели имеют в дне открывающееся отверстие для слива металла в установленную емкость.
Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов. Описание метода. Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца). Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху. На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки. Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице. Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм. Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора. Применение: Сверхчистая бесконтактная плавка, пайка и сварка металла. Получение опытных образцов сплавов. Гибка и термообработка деталей машин. Ювелирное дело. Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве. Поверхностная закалка. Закалка и термообработка деталей сложной формы. Обеззараживание медицинского инструмента. Преимущества. Высокоскоростной разогрев или плавление любого электропроводящего материала. Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме. Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п. За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле). Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование. Удобство эксплуатации за счёт небольшого размера индуктора. Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву. Легко провести местный и избирательный нагрев. Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой). Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок. Установки индукционного нагрева: На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах. Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги. Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути: — повышение рабочей частоты, что приводит к усложнению и удорожанию установки; — применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала. Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки. Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока. Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц. Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др. На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34. Недостатки трёх точки: Низкий кпд (менее 40 % при применении лампы). Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам. При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя. При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется. Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики. Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую. Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать а) постоянную частоту б) постоянную мощность, выделяемую в заготовке в) максимально высокий КПД. Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность). Замечания. Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ). Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты). При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее. При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги). Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов. Параллельный колебательный контур – резонанс токов. В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора). В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает. Последовательный колебательный контур – резонанс напряжений. Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает. Вывод: В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально. В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален. Статья взята с сайта https://dic.academic.ru/ и переработана в более понятный для читателя текст, .
Тигельные печи с транзисторным преобразователем
Применяют для ограниченного веса цветных металлов. Они мобильные, имеют небольшой вес и с легкостью переставляются с места на место. В комплектацию печи входит высоковольтный транзисторный преобразователь универсального действия. Позволяет подобрать мощность, рекомендуемую для подключения в сети, а соответственно ей тип преобразователя, который необходим в этом случае с изменением параметров веса сплава.
Транзисторная индукционная печь широко применяется для металлургической обработки. С ее помощью нагревают детали в кузнечном деле, закаляют металлические предметы. Тигли в транзисторных печах выполняют из керамики или графита, первые предназначены плавить ферромагнитные металлы, такие как чугун или сталь. Графит устанавливается для плавления латуни, меди, серебра, бронзы и золота. На них плавят стекло и кремний. Алюминий хорошо плавится посредством чугунных или стальных тиглей.