Подробно рассмотрим принцип действия токарно-винторезного станка по металлу, какие бывают станки их виды и для чего они, вообще надо, что на них такого полезного можно делать.
Не забудем и про описание основных узлов токарного станка, из чего он состоит, его строение, приведем, как образец, схемы электрические и кинетические станков.
Конструкция и принцип работы
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.
На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Это интересно: Фрезы по металлу для дрели: виды, конструкция, правила выбора
Как выбрать подходящий
При выборе подходящего инструмента необходимо «примерять» на перечисленные параметры нужные запросы. Помогут в правильном решении следующие рекомендации:
- Домашний вариант обычно весит не более пятидесяти килограммов, а мощность агрегата варьируется от 0,15 до 3 кВт.
- Лучше заранее определиться с выполняемым объемом работ, чтобы не переплачивать за ненужные функции и возможности.
- Смотреть, чтобы элементы станка были отшлифованы.
- Рассчитать частоту использования (для частотных работ лучше выбирать полупрофессиональные модели).
- Обращать внимание на производителя (лучшей считается швейцарская ).
- Выбирать устройство с системой ЧПУ.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.

- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые

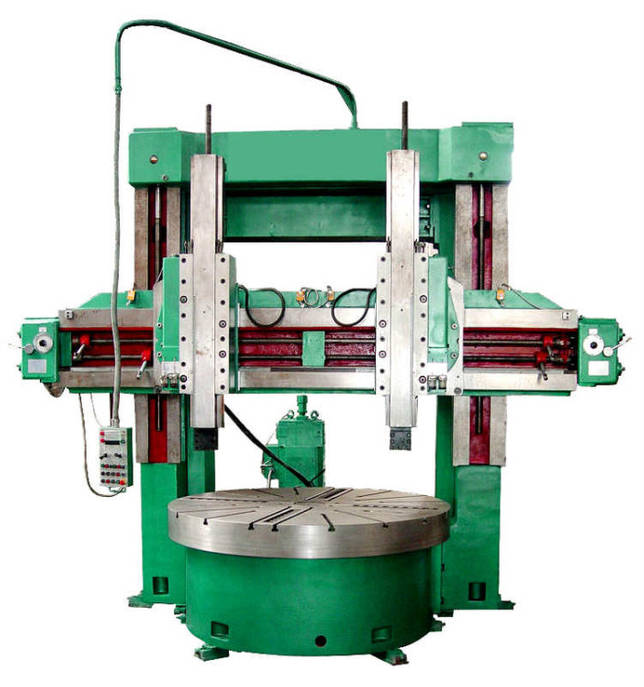
Карусельные
Затыловочные
Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.

Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Какие параметры нужно учитывать?
При выборе токарного станка для домашней мастерской нужно подбирать оборудование, которое будет соответствовать определенным параметрам:
- Размер и вес оборудования. Существуют изделия как с малыми, так и большими габаритами. Конструкция небольших размеров проста в установке, но подвержена вибрации. Если вес достигает 100 кг, могут возникнуть проблемы с нехваткой места.
- Значение имеет напряжение в сети помещения. Основная масса приборов работает при 220 В. Однако встречаются и трехфазные варианты. Это вызывает дополнительные сложности, связанные с прокладкой отдельного провода.
- Обращается внимание на технические возможности станка. Имеется в виду, какого размера заготовка помещается в пространство между центрами. По мощности оборудование подбирается в пределах 500-750 Вт с асинхронным типом двигателя.
- На точность обработки влияет величина разделения лимба. Более мелкая шкала увеличивает показатели точности. Обязательно ведется проверка на отсутствие люфта.
- Присутствие режима обратного хода.
- Дополнительная оснастка. С ее применением увеличиваются потенциал прибора, а значит и повышает качество работы. Приобретение узкоспециализированного прибора делает невозможным выполнения на нем разнообразных операций.
- Разбег цен настольного токарного станка лежит в пределах 20–255 тыс. руб. Если выбор ведется по ценовому предложению, ориентир делается на сумму 40 тыс. За такие деньги можно приобрести оборудование, которое будет отвечать основным требованиям.
- Скорость вращения закрепленной заготовки и возможность ее регулировки. Большие обороты позволяют увеличивать объем выполненной работы.
При выборе станка важно отличить фирменную конструкцию от подделки. Как правило, подделки можно определить по следующим особенностям:
- основные рукоятки сделаны из пластика и быстро выходят из строя;
- из пластика сделан защитный кожух шпинделя;
- металлический задний кожух расположен так, что вся стружка будет сыпаться на станок;
- задняя бабка фиксируется гайкой, что создает большие неудобства при ее перемещении и зажиме.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.

Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.

Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.

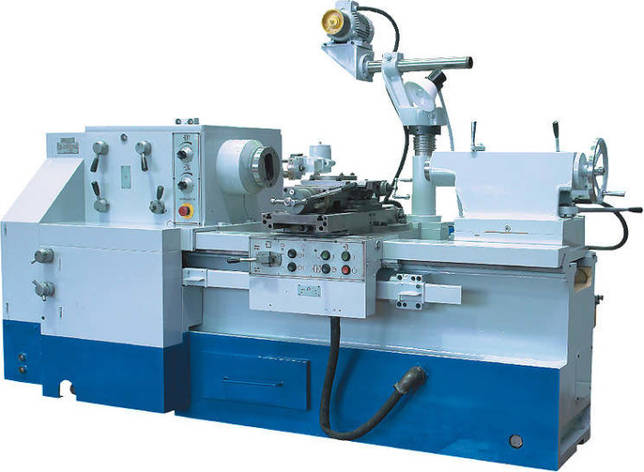
Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов); класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.

Урок на тему «Введение в токарное дело»
Введение в токарное дело
История развития
Токарный станок один из древнейших станков в мире, на основе которого создавались другие станки, изобретения токарного станка состоялось за много веков до появления электричество, в VII веке до нашей эры. Следующий прорыв был на рубеже нашей эры, не известный догадался использовать тетиву лука в качестве привода, движущего элемента.
В Средние века лучшим токарным оборудованием считались немецкие станки. Они обладали ножным приводом, с XVI века оснащались кривошипно-шатунным механизмом и стальным зажимным центром. Это было довольно совершенное для своей эпохи оборудование, на нем вытачивались разнообразные тела вращения. Повышение мощности было ограничено мускульной силой человека. В XVII появились частично механизированные станки. Затем изобретатель А.К. Нартов собрал опытный образец революционно-нового станка. В его разработке был использован механизированный суппорт для продольного движения резца вдоль детали, сменные зубчатые колеса и функция нарезки резьбы. Изобретение Нартова определило бурное развитее металлообработки в Европе
В начале XIX столетия англичанин Генри Модсли запатентовал универсальный токарный станок с совершенной конструкцией суппорта. Во второй половине XIX века были введены элементы, обеспечивающие полную механизацию обработки.
Основные понятия токарной обработки
Токарный станок — станок для обработки преимущественно тел вращения путем снятия с них стружки при точении.
Токарный станок один из древнейших станков в мире, на основе которого создавались другие станки (сверлильный, расточной и др.)
Токарь — одна из ведущих профессий в машиностроении и металлообработке, так как многие детали машин и механизмов изготовляются на токарных станках, являющихся наиболее распространенными в производстве среди станков других групп.
Токарная обработка является наиболее распространенным методом обработки резанием применяется при изготовлении деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.). Основные виды токарных работ показаны на рисунке.
Основные виды токарных работ: |
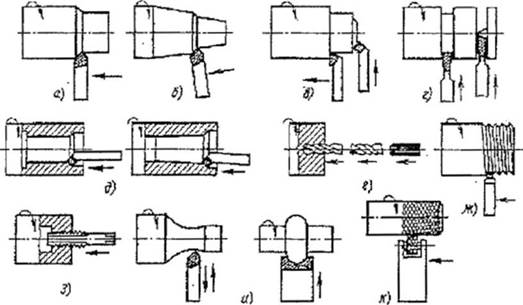
а) — обработка наружных цилиндрических поверхностей,
б) — обработка наружных конических поверхностей,
в) — обработка торцов и уступов,
г) — вытачивание пазов и канавок, отрезка заготовки,
д) — обработка внутренних цилиндрических и конических поверхностей,
е) — сверление, зенкерование и развертывание отверстий,
ж) — нарезание наружной резьбы.
з) — нарезание внутренней резьбы,
и) — обработка фасонных поверхностей,
к) — накатывание рифлений.
Стрелками на рисунке показаны направления перемещения инструмента и вращения заготовки.
В машиностроении большинство деталей получают окончательные формы и размеры в результате механической обработки заготовки резанием, которое осуществляется путем последовательного удаления режущим инструментом (например, резцом) тонких слоев материала (в виде стружки) с поверхностей заготовки.
Основным элементом режущего инструмента, отделяющего стружку от заготовки, является заостренный клин. Схема работы клина (а) и резца (Ь) приведена на рисунке: 1 — стружка, 2 — резец, 3 — заготовка, 4 — снимаемый слой материала; Р — сила, действующая на резец и клин при работе, Ь — угол заострения
Процесс резания на токарных станках осуществляется при вращательном главном движении, сообщаемом обрабатываемой заготовке, и при прямолинейном (поступательном) движении подачи, сообщаемом резцу. Элементами режима резания при точении заготовки являются скорость резания, подача и глубина резания.
Скоростью резания называется длина пути, пройденного режущей кромкой инструмента относительно обрабатываемой поверхности заготовки в единицу времени. Скорость резания измеряется в м/мин и обозначается буквой V.
Подачей называется величина перемещения режущей кромки инструмента за один оборот заготовки (в направлении подачи) или в единицу времени. Подача измеряется в мм/об или в мм/мин, обозначается буквой в и может быть продольной (если инструмент перемещается параллельно оси вращения заготовки) и поперечной (если инструмент перемещается перпендикулярно этой оси).
Глубиной резания называется величина срезаемого за один проход резца слоя металла, измеренная по перпендикуляру к обработанной поверхности детали. Глубина резания измеряется в миллиметрах и обозначается буквой Г
У заготовки различают следующие
поверхности:
►► обрабатываемую (с которой снимают стружку).
►► обработанную (полученную после снятия стружки)
►► резания (которая является переходной между обрабатываемой и обработанной поверхностями и образуется режущим инструментом).
Основные поверхности заготовки и основные движения, осуществляющие процесс резания, показаны на рисунке: 1 — обрабатываемая поверхность, 2 — поверхность резания, 3 — обработанная поверхность, 4 — ось вращения заготовки, 5 — продельная подача, 6 — поперечная подача, 7 — резец, 8 — заготовка, 9 — главное (вращательное) движение, I — глубина резания
Содержание работы токаря
Профессия токаря самая распространенная в машиностроении. Токарная обработка — разновидность изготовления деталей резанием, осуществляемом на токарных станках при взаимодействии вращающейся заготовки и поступательно движущегося режущего инструмента. Поэтому продуктом труда токаря являются детали, имеющие форму тел вращения: цилиндры, конусы, детали сложной фасонной поверхности, детали с отверстиями, канавками, внутренней и наружной резьбой. Детали могут быть малых размеров — от нескольких мм и огромными, многотонными.
Токарные станки приспосабливают для различных деталей и операций. Соответственно в профессии токаря выделяют группы специальностей:
►►токарь-расточник,
►► токарь-карусельщик,
►► токарь-револьверщик,
►►токарь-затыловщик,
►► токарь-оператор,
►► токарь-автоматчик.
Токарь, который может выполнять разные профессиональные функции называется токарем-универсалом. Токарь-универсал работает на универсальном токарно-винторезном станке, позволяющем выполнять все виды токарных обработок. Обычно это самый опытный работник, выполняющий уникальные изделия. Помимо станка токарь использует различные инструменты: режущие — резцы, плашки, метчики, сверла, контрольно-измерительные — штангенциркули, микрометры, калибры и другие; приспособления для крепления резца и заготовки.
Токарь начинает работу с получения задания, чтения чертежа, расчетов. Он подбирает инструмент, устанавливает заготовку на станке, настраивает станок на выбранный режим резания и проводит обработку. Готовую деталь проверяет по размерам и чистоте поверхности. Станок имеет ручной и автоматический режим.
В первом случае от токаря требуются точно координированные движения рук при управлении режущим инструментом. Квалифицированный токарь знает основы технологии, металловедения, сопротивления материалов, систему допусков и посадок, понимает принцип работы станка и умеет его наладить, знает причины брака. Токарю важно развить в себе техническое мышление, пространственное воображение, точность движений, устойчивое внимание, аккуратность, творческое отношение к делу.
Токарь работает в помещении на постоянном рабочем месте, при хорошем освещении, т.к. он должен различать царапины размером до 0,08 мм. При точении глаза токаря защищаются от стружки очками или экраном станка. Работа — сменная, заработная плата зависит от выработки и квалификации. Рабочее положение — стоя. Физическая нагрузка — средняя.
Профессиональные вредности
:
1. повышенный уровень шума,
2. металлическая пыль,
3. пары эмульсии
4. масла в воздухе.
Медицинские противопоказания: дефекты зрения — астигматизм, острота зрения ниже 0,5; повышенная кожная чувствительность, хронические заболевания органов дыхания, сердечно-сосудистой системы, опорно-двигательного аппарата, ЦНС. головокружения, эпилепсия.
Квалификация токаря определяется по разрядам от 2 до 6. Начать освоение профессии токаря можно на предприятии путем индивидуально-бригадного обучения (от 4 до 18 месяцев); ученикам присваивают 2-й разряд. Можно получить специальность «токарь» 3-го разряда или 4-го (для отличников) в ТУ, или специальности «токарь-карусельщик» или «токарь-револьверщик» в ПТУ.
Организация и обслуживание рабочего места токаря
Рабочим местом называется участок производственной площади цеха, на котором расположен станок с комплектом приспособлений, вспомогательного и режущего инструмента, технической документации и других предметов, и материалов, находящихся непосредственно в распоряжении токаря. Оснащенность рабочего места и организация труда на нем в значительной мере определяют производительность труда токаря.
Рабочее место оснащается:
►► одним или несколькими станками с постоянным комплектом принадлежностей;
►► комплектом технологической оснастки постоянного пользования, состоящим из приспособлений, режущего, измерительного и вспомогательного инструмента;
» комплектом технической документации, постоянно находящейся на рабочем месте (инструкции, справочники, вспомогательные таблицы и т. д.); и комплектом предметов ухода за станком и рабочим местом (масленки, щетки, крючки, совки, обтирочные материалы и т. д.);
►►инструментальными шкафами, подставками, планшетами, стеллажами и
т.п.;
►►передвижной и переносной тарой для заготовок и изготовленных деталей; подножными решетками, табуретками или стульями.
Комплект технологической оснастки и комплект предметов ухода за станком и рабочим местом постоянного пользования устанавливаются в зависимости от характера выполняемых работ, типа станка и принятой схемы инструментального хозяйства в цехе. Наибольшим количеством такой оснастки располагают токари, работающие в условиях единичного и мелкосерийного, производства, и значительно меньшим токари, работающие в условиях серийного и крупносерийного производства. Количество такой оснастки определяет размеры, внутреннее устройство и число шкафов, тумбочек и стеллажей.
Правильная организация рабочего места — это такое содержание станка, такой порядок расположения приспособлений, инструмента, заготовок и готовых деталей, при котором достигается наивысшая производительность труда при минимальных затратах физической, нервной и умственной энергии рабочего.
На рабочем месте не должно быть ничего лишнего, т. е. не используемого в работе. Все используемые при работе предметы должны иметь постоянные места хранения, а те предметы, которые используются чаще, должны располагаться ближе и в более удобных местах. Создание условий, обеспечивающих возможность рационального использования станка, его оснащения, рабочего времени, производственных навыков и творческих способностей рабочего, является основной задачей научной организации труда на рабочем месте токаря.
Научная организация труда (НОТ) — это система мероприятий, направленных на внедрение в практику методов и форм организации труда, основанных на достижениях науки и передового производственного опыта и проводимых в целях достижения наиболее высокой производительности труда при одновременном создании благоприятных условий для уменьшения утомляемости и сохранения здоровья рабочего- станочника.
К организации производства на рабочем месте предъявляются следующие основные требования
:
►►создание условий для высокопроизводительной работы;
►► механизация и автоматизация производственного процесса, максимально устраняющая применение ручного труда;
►►ритмичнее снабжение рабочего места сырьем и материалами;
►► повышение квалификации рабочего и обучение его передовым приемам труда;
►►безопасность работы;
►► воспитание у рабочего творческого отношения к труду и чувства товарищеской взаимопомощи.
Правильная организация рабочего места оказывает заметное влияние на сокращение вспомогательного времени, затрачиваемого на выполнение отдельных операций. Удобное расположение необходимых для работы инструментов и приспособлений обеспечивает производительную работу станочника при меньшей его утомляемости.
Планировка рабочего места зависит от многих факторов, в том числе от типа станка и его размеров, размеров и формы обрабатываемых заготовок, типа и организации производства и др. Чаще применяются планировки рабочего места двух типов. По первому типу планировки инструментальный шкаф (тумбочка) располагается справа от рабочего, а стеллаж для деталей — слева. Такая планировка является рациональной, если преобладает обработка заготовок с установкой з центрах левой рукой. По второму типу планировки инструментальный шкаф (тумбочка) располагается с левой стороны от рабочего, а стеллаж — с правой. Такая планировка рабочего места удобна при установке и снятии заготовки правой рукой или двумя руками (при изготовлении длинных и тяжелых деталей).
Сохранность и готовность оборудования к безотказной и производительной работе обеспечиваются повседневным уходом за рабочим местом. Большее значение для длительной и бесперебойной работы станка имеет своевременная и правильная его смазка в соответствии с требованиями, изложенными в руководстве по эксплуатации. Смазка станка является прямой обязанностью токаря. Периодически токарь должен производить проверку точности работы станка и его регулировку з соответствии с указаниями руководства по эксплуатации.
Плохая организация рабочего места, загроможденность рабочего места и проходов, неисправность станка и приспособлений, недостаточное знание рабочим устройства станка и правил его эксплуатации, неисправность электрооборудования и электропроводки, отсутствие ограждений и предохранительных устройств, работа неисправным инструментом, загрязненность станка и подножной решетки могут привести к несчастным случаям.
В процессе работы токарь должен быть предельно внимательным, так как станок является объектом повышенной опасности. Для безопасной работы необходимо знать устройство всех сборочных единиц (узлов) и механизмов станка, правильно назначать режим резания, надежно крепить заготовку, применять исправный инструмент со стружколомами, защитные устройства и т. д.
Это далеко не полный перечень правил безопасности труда. В каждом цехе имеются специальные инструкции, в которых кроме общих требований техники безопасности приведены специфические требования, характерные для цеха, в котором установлен станок. Инструктаж по правилам безопасности на каждом рабочем месте проводит мастер в соответствии с цеховым графиком. Рациональная организация рабочего места, выполнение правил эксплуатации станка и соблюдение правил безопасности являются важнейшими условиями высокопроизводительного труда.
|
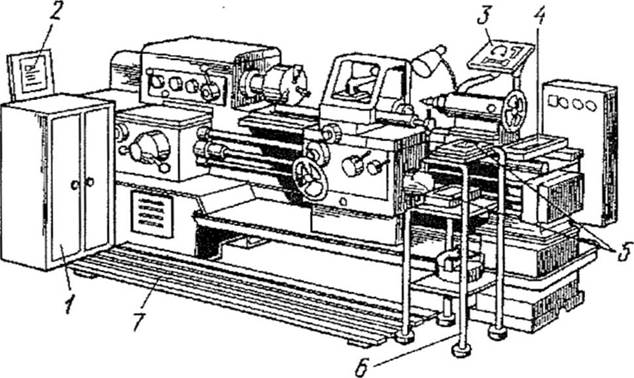
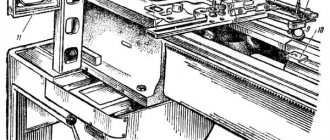
Планировка рабочего места токаря:
1-инструментальный шкаф. 2-планшет для чертежей, 3 — планшет для измерительных инструментов, 4 — ящик для вспомогательного инструмента, 5 — ящики для инструмента и деталей, б — стеллаж, 7 — решетка
Устройства и классификация токарно-винторезных станков
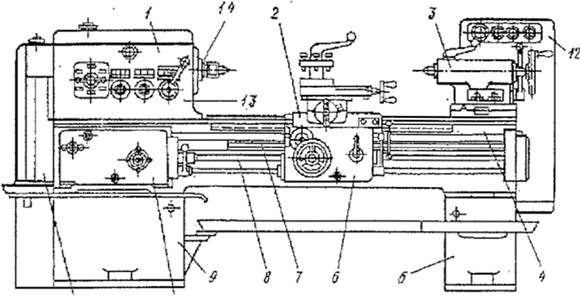
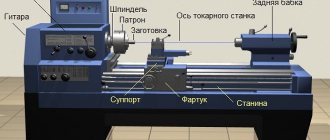
Сборочные единицы (узлы) и механизмы токарно-винторезного станка:
1 — передняя бабка. 2 — суппорт, 3 — задняя бабка, 4 — станина, 5 и 9 — тумбы,
6 — фартук, 7 — ходовой винт, 8 — ходовой валик, 10 — коробка подач,
11 — гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 — коробка скоростей, 14 — шпиндель
Токарно-винторезные станки предназначены
для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, креме нарезания резьбы резцом.
Техническими параметрами, по которым классифицируют токарно-винторезные станки:
►► являются наибольший диаметр D обрабатываемой заготовки (детали) или высота центров над станиной (равная 0,5 D),
►► наибольшая длина I- обрабатываемой заготовки (детали) и масса станка.
Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 4СС, 500. 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина I обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L.
По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 530 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм).
Легкие токарные станки
применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
На средних станках
производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки
применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение.
Типичный токарно-винторезный станок показан на рисунке внизу.
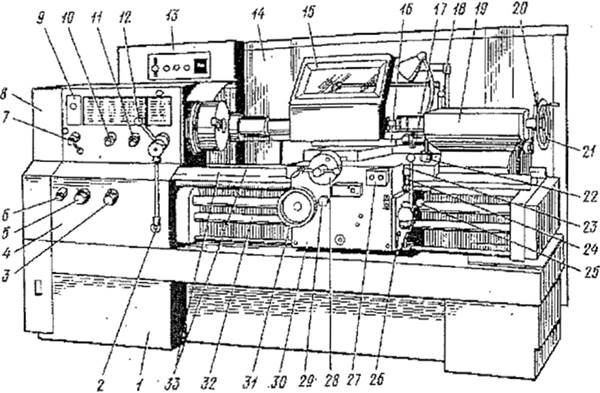
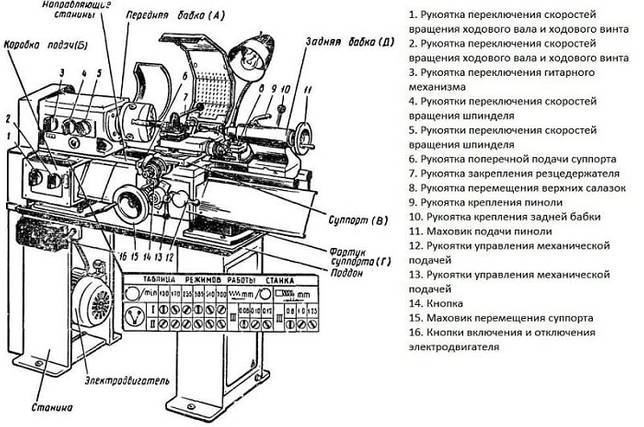
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нарезания резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления dращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 -электрошкаф. 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продельного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Техника безопасности
Приступая к работе нужно:
- Убедится в правильности установки заготовки и надежности фиксации резца;
- Проверить, что убраны все инструменты и посторонние вещи;
- Одеть защитные очки и опустить защитное стекло.

Во время работы:
- Нельзя прикасаться к вращающимся деталям;
- Снимать очки и убирать защитное стекло;
- Останавливать шпиндель рукой.
После окончания работ нужно обязательно обесточить станок и дополнительное оборудование.
Это интересно: Балеринка по кафелю: виды и применение сверла для больших отверстий
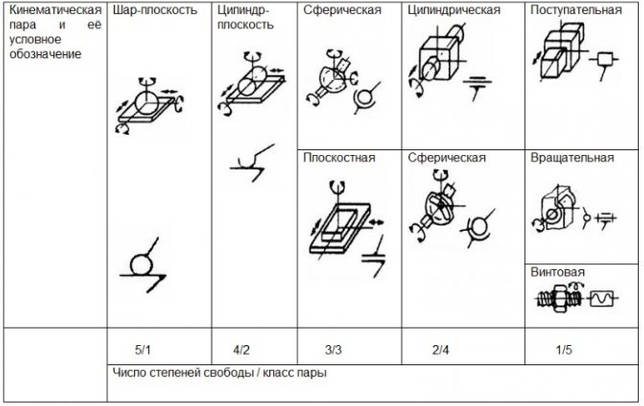
Правила выполнения схем
Выполнение графических изображений кинематических схем производиться с использованием следующих правил:
- выбор правильного обозначения применяемой конструкции;
- точное указание места расположения отдельной детали;
- последовательность их взаимодействия;
- ширина линий (устанавливается существующими стандартами);
- правильность отображения сносок;
- нанесение необходимых надписей и символов.
Правила выполнения кинематических схем заключаются в описании следующих конструктивных единиц:
- отдельных элементов;
- линий кинематических связей;
- звеньев;
- кинематических пар (объединяют две или несколько элементов).
Разработчик вправе выбирать масштаб по своему усмотрению.Это разрешено утверждёнными стандартами. На чертеже допускается не соблюдение реального расположения конструктивных составляющих в корпусе агрегата.
Отдельной составляющей схемы считается блок (устройство, агрегат). Он предназначен для выполнения определённых функций. Его особенностью является не возможность деления на более мелкие детали без потери функционального назначения. Такими элементами являются: набор шестерён, один или несколько валов, установленные подшипники, используемый электродвигатель.
Линией связи между деталями обозначаются отрезком заданной длины и толщины. Он указывает на присутствие механизма связи между отдельными изделиями или устройствами. Если эта связь выполнена достаточно жёстко, конструкция объединяется в звено. Объединённые детали и звенья в единое целое называется установкой.
Для более подробного описания взаимодействующих элементов или звеньев, передачи направления движения допускается их объединение в так называемые кинематические пары. Особенности и порядок выполнения графических изображений зависит от их назначения.
На функциональных схемах отображают отдельные детали конструкции, которые задействованы в основном процессе передачи движения. Для удобства (по возможности) несколько деталей объединяют в отдельные функциональные группы. На чертеже обязательно отображают их функциональные связи. Каждый из них имеет собственный графический символ. Он установлен существующими стандартами и правилами оформления чертежей. Для лучшего понимания проходящего технологического процесса рекомендуется наносить технические характеристики использованных комплектующих. Кроме пояснительных надписей допускается размещение на свободном месте листа таблиц или диаграммы.
На принципиальных схемах отображают детали или их группы. Это могут быть, валы, передаточные механизмы или готовый двигатель. Они дают представление и понимание используемых принципов работы всего агрегата. Каждая деталь или узел изображается в отключённом состоянии (без указания порядка взаимодействия с другими деталями). Их составляются для проведения регулировок и отладки собранного агрегата. С этой целью изображаются все основные кинематические связи: механические и не механические. Эти связи наносятся между отдельными элементами, кинематическими парами или группами элементов. Графически они располагаются в границах контура, обозначающего корпус агрегата. Чертёж каждого механизма, состоящего из нескольких комплектующих, может исполняться отдельным документом. На основном листе делается соответствующая ссылка. Если в составе отдельного агрегата или целого устройства применяют несколько одинаковых деталей, допускается выполнение одного чертежа. Остальные изображаются с допустимыми упрощениями. Положение комплектующих изделий может быть выбрано на основании наиболее оптимального процесса взаимодействия. Если этого недостаточно разрешается изобразить пунктирными линиями конечное положение детали.
Для лучшего понимания разрешается переносить элементы по поверхности листа. Обязательным условием является сохранение кинематических и функциональных связей. При нехватке места на поле чертежа в рамках границ корпуса агрегата, допускается отдельную деталь вынести за границы. В этом случае обязательно должны быть выполнены пояснения для ссылок. Они должны обеспечивать сохранение кинематических связей.
На принципиальной схеме обязательно указывают:
- максимально допустимое число оборотов вращающихся валов, передаточных звеньев;
- допустимое отклонение детали от исходного состояния;
- справочные таблицы;
- графики и диаграммы;
- характеристики, полученные расчётным путём на этапе проектирования;
- надписи, для пояснения специфики отдельных изделий или кинематических пар.
Схема,разработанная для пояснения протекающих динамических процессов, включает размеры каждого изделия с указанием допустимых значений механических нагрузок. На ней подробно наносят характеристики валов, места расположения, применяемых опор. При пересечении различных деталей необходимо сохранять неразрывность начерченных линий. При наложении изображений различных конструкций дальнюю изображают как невидимую. Все линии и фигуры исполняются по правилам чертежной графики.
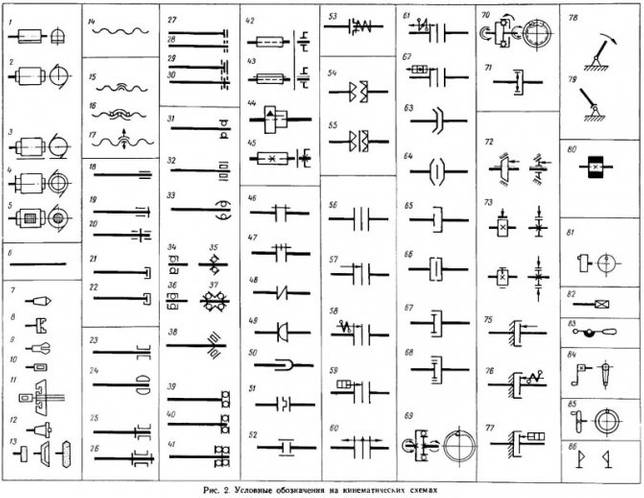
На кинематических схемах отображают:
- сплошными линиями установленной толщины –вращающиеся детали;
- линиями тоньше на половину–конструкции, которые указываются с упрощениями, например, червячные передачи или зубчатые колёса;
- взаимосвязи между отдельными составляющими, особенно кинематическими парами,выполняют пунктирными линиями;
- указание взаимосвязи между двигателем и передаточными механизмами–двойными пунктирными линиями;
- все связи, полученные расчётным путём, на этапе проектирования,при доработке наносятся тройными пунктирными линиями.
Кинематическим группам присваивают наименования. Оно поясняет тип и функциональное назначение. Могут быть указаны особенности привода подачи или специфику червячной передачи. Все эти пояснения делаются как вынесенные надписи на специально изображённой полке. Все эти надписи могут быть объединены в отдельный перечень. В нём делаются специальные пометки, указывающие на характеристики известные из справочников и стандартов, полученные расчётным путём и характеристики, получаемые в процессе отладки и регулировки всего механизма. В этом случае такие параметры помечаются специальной надписью, которая указывает, что они подбираются при регулировании.
Регламентирующие документы
Порядок и правила обозначения всех деталей, из которых состоит механизм,на всех типах схем установлены принятыми государственными стандартами. Эти правила, регламентируют порядок оформления графических элементов (фигур, надписей, обозначений)на кинематических схемах. Они являются обязательными для выполнения чертежей для любых механизмов и агрегатов.
В этот перечень входят:
- стандарт, определяющий перечень основных типов пояснительных надписей – ГОСТ 104-68;
- ГОСТ 2.701-84, включает пояснение основных видов и типов разрабатываемых схем;
- перечень установленных обозначений, разрешенных для использования ГОСТ 2.721–74;
- список обозначений: условные графические и общего назначения ГОСТ 2.747–68;
Скачать ГОСТ 104-68
Скачать ГОСТ 2.747-68
Скачать ГОСТ 2.701-84
Скачать ГОСТ 2.721-74
Они определяют место расположения и правила графического изображения (выбор толщины линий, формы значков, изображение сносок).
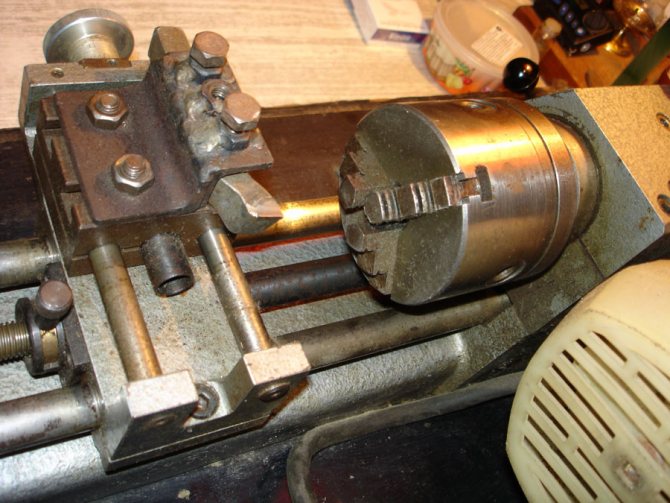
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Поговорим о двигателях
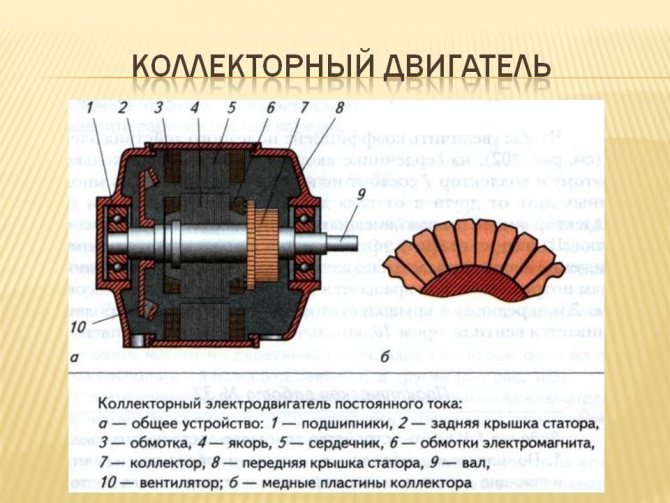
Коллекторный двигатель
На торцевых устройствах устанавливаются коллекторные и асинхронные двигатели. Чем они отличаются? Коллекторный двигатель имеет высокий показатель крутящего момента, но уступает асинхронному двигателю в простоте обслуживания (замена щеток). Второй двигатель отличается долгим сроком службы и меньшим уровнем шума.
Двигатель приводит в движение режущий элемент. Крутящий момент диска обеспечивается двумя типами передачи – за счет ремней или зубьев. Каждый тип передачи имеет ряд достоинств и недостатков: например, зубчатая передача исключает возможность проскальзывания (холостого хода) во время запредельных нагрузок. Ремневой тип передачи крутящего момента меньше нагружает мотор и способствует его долголетию. Однако ремни часто рвутся в неподходящий момент, останавливая работу.
Асинхронный двигатель
Торцовочный аппарат имеет большую ширину реза, который дополнительно ограничивается при работе под углом. Угол реза увеличивается за счет установки штанги вдоль линии реза.
История возникновения устройства
История токарного станка с суппортом начинается в 1712 году, когда Нартов Андрей Константинович – механик из России первым изобрел данный механизм. Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это изобретение дало мощный толчок, за которым последовало стремительное развитие токарных станков по металлу и дереву.
Хоть создание токарного устройства и суппорта приписывают англичанину Модсли, но русский механик все же опередил его на семьдесят с лишним лет.
Функциональный ряд
Перейдем к рассмотрению функций и видов. Торцовочный аппарат может быть профессиональным или любительским. Заметим, что набор функций профессиональных и любительских моделей отличается незначительно. Разница между моделями состоит в качестве материалов, из которых изготовлено устройство и уровень прочности отдельных элементов. В нашем случае это двигатель, пильный диск и редуктор.
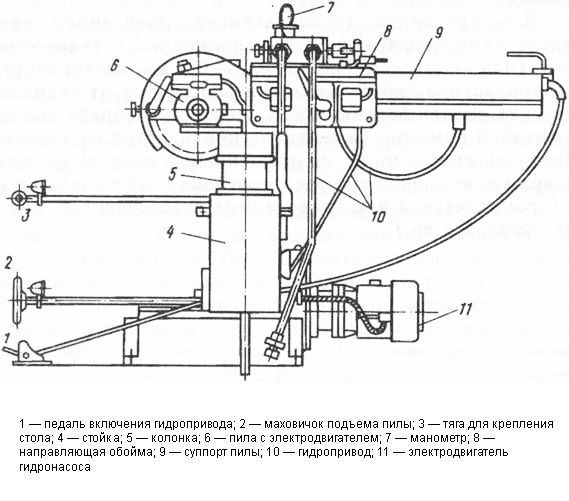
Схема торцовочного станка
Центральной проблемой торцовочных станков является двигатель. Производители часто экономят на качественных материалах и устанавливают мощные двигатели без дополнительной системы охлаждения. Интенсивная эксплуатация станка проводит к быстрой поломке двигателя. Описанная проблема встречается преимущественно в любительских моделях.
Профессиональный инструмент отличается не только качеством обработки металлического изделия, но и длительным сроком службы, поэтому его используют преимущественно в промышленности. Дорогой торцовочный аппарат способен работать больше 8 часов в день без перерывов.