В условиях производства применяются разные металлообрабатывающие станки. Они используются для изготовления и обработки металлических заготовок. Существуют универсальные и специализированные модели. Чтобы разбираться в оборудовании для обработки металла, нужно знать разновидности и принцип работы металлообрабатывающих аппаратов.

Металлообрабатывающий станок
Виды металлообрабатывающих станков
Оборудование, использующееся в обрабатывающей промышленности и металлообработке, имеет множество разновидностей. От вида станка зависит его конструкция, способ управления и оснастка. По функционалу промышленное оборудование можно разделить на две большие группы:
- Специализированные — машины, выполняющие только одну определённую опцию. Чаще всего, не подлежат перенастройке.
- Многофункциональные (универсальные) — комбинированные станки. Могут выполнять несколько производственных процессов.
Классификация оборудования для обработки металла по типам:
- Отрезные — машины, использующиеся для раскроя металлических листов и разрезания заготовок. К ним относятся ленточнопильные и циркулярные машины.
- Фрезерные — устройства с рабочей поверхностью, на которой закрепляется фреза. На неё передаётся крутящий момент от шпинделя. При вращении фреза снимает слой металла с заготовки. Используются для обработки торцов, сверления отверстий и других операций.
Промышленные станки оборудуются системой ЧПУ. С их помощью можно задать определённую программу, по которой будут работать ключевые узлы станка без дальнейшего вмешательства человека. Однако доверять настройку программы можно только опытным операторам.
В отдельную группу выделяют оборудование для нарезания наружной и внутренней резьбы. Также можно выделить домашние и производственные аппараты. Первые предназначены для небольших мастерских и гаража, вторые для серийного производства определённых деталей. Остальные группы оборудования для металлообработки будут описаны ниже.
Долбежные, строгальные, протяжные. Станки прочие. Группы 7, 8, 9
- 7210
продольно-строгальный Ø 900 х 1000, Минск - 7212
продольно-строгальный Ø 1120 х 1250, Минск - 7216
продольно-строгальный Ø 1400 х 1600, Минск - 7А33
поперечно-строгальный Оренбург - 7Б35
поперечно-строгальный Оренбург - 7Д36
поперечно-строгальный Гомель - 7Д37
поперечно-строгальный Гомель - 7Е35
поперечно-строгальный Оренбург - 7М36
поперечно-строгальный Гомель - 736
поперечно-строгальный Оренбург - 737
поперечно-строгальный Гомель - 7303
поперечно-строгальный Оренбург - 7305
поперечно-строгальный Оренбург - 7307
поперечно-строгальный Оренбург - 7307Г
поперечно-строгальный Оренбург - 7307Д, 7310д
поперечно-строгальный Гомель - 7А412
долбежный Ø 360, Саракташ - 7А420
долбежный Ø 500, Саракташ - 749
поперечно-строгальный Оренбург - 7402
долбежный Оренбург, Баку - 7410
долбежный Минск, МЗОР - 7430
долбежный Ø 650, Гомель - 7Д430
долбежный Ø 630, Гомель - 7Д450
долбежный Ø 800, Гомель - 7М430
долбежный Ø 630, Гомель - 7403, 7405
— долбежный Ø 630, Гомель - 7417
долбежный Оренбург - ГД200
долбежный Ø 500, Гомель - ГД320
долбежный Ø 770, Гомель - ГД500
долбежный Ø 940, Гомель - 7А510
протяжной 98 кН, Минск - 7Б510
протяжной 100 кН, Минск - 7А534
протяжной 250 кН, Минск - 7Б55
протяжной 100 кН, Минск - 7Б56
протяжной 200 кН, Минск - 7523
протяжной 100 кН, Минск - 7534
протяжной 250 кН, Минск - 8А531
ленточнопильный вертикальный Майкоп - 8А725
автомат ножовочно-отрезной Ленинакан - 8Б72
ножовочно-отрезной Ø 250 Краснодар - 8В66
автомат отрезной круглопильный Ø 280, Минск - 8В66а
автомат отрезной круглопильный Ø 280, Минск - 8Г240
абразивно отрезной Ø 60 - 8Г662
автомат отрезной круглопильный Ø 280, Минск - 8Г663
автомат отрезной круглопильный Ø 285, Минск - 872А
ножовочно-отрезной Ø 250 Краснодар - 872М
ножовочно-отрезной Ø 250 Краснодар - 8535
ленточнопильный Ø 350 Кувандык - 8725
ножовочно-отрезной Ø 250 Оренбург - Н-1
ножовочно-отрезной Ø 250 Каунас
7.1. Продольные строгальные станки одностоечные и двухстоечные
7.3. Поперечные строгальные станки
7.4. Долбежные станки
7.5. Протяжные станки горизонтальные и вертикальные
Отрезные станки
Передовые методы металлообработки
Промышленное оборудование постоянно совершенствуется. Какие функции улучшаются:
- Производительность. Это важный фактор, которые влияет на окупаемость оборудования и прибыль, которую можно получить при работе на станке. Производительность возрастает после увеличения скорости работы механизмов.
- Точность. Чтобы сократить количество брака, изготовители оборудования работают над точностью рабочих механизмов.
- Долговечность и износоустойчивость.
Самой частой операцией, при которой применяются станки для металлообработки, является резка.
Газовая резка металла
Оборудование для газовой резки применяется давно. Оно полностью автоматизировано и требует минимум усилий для управления. Система ЧПУ позволяет выполнять ровные резы металлических заготовок, что было проблемно при наличии человеческого фактора.
Плюсы газовой резки:
- высокая скорость и производительность;
- дешёвое оборудование.
Минусы:
- термоусадка металла после выполнения работ;
- возможные погрешности в точности.
Газовое оборудование устанавливается на больших предприятиях и в частных мастерских.

Газовая резка металла
Плазменные для резки
Принцип работы плазменных аппаратов заключается в том, что разрезание заготовки или листа происходит с помощью струи плазмы. Такие металлообрабатывающие станки обладают высокой точностью реза и производительностью.
Лазерная обработка
Лазерные станки для обработки металла популярны в частных мастерских и на производстве. Лазерная головка передвигается по направляющим и разрезает заготовки на размеченные части. Лазерным лучом можно выполнять гравировку. Такие станки обладают высокой точностью. С их помощью обрабатывают однородные металлы и мягкие сплавы.
Шлифовальные
Шлифовальные станки предназначены для финишной обработки металлических поверхностей. В зависимости от необходимой толщины съёма, выбирается фракция абразивных кругов или наждачных лент. На одной машине может закрепляться больше одного абразивного круга или ленты.
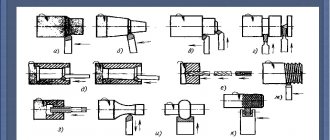
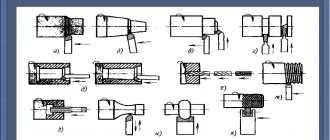
Токарные
К токарной группе относятся конструкции, которые используются для создания деталей сложной формы. Рабочей частью выступает вращающийся шпиндель, в который закрепляется заготовка. Чтобы обработать заготовку, необходимо закрепить определённые резцы в суппорте и подвести к ним детали. Острые грани срезают слой металла под действием вращения. Могут использоваться для сверления, нарезания резьбы внутри и снаружи заготовок, зенкерования, расточки отверстий.
Сверлильные
Сверлильные станки — это устройства с неподвижной станиной, на которой в вертикальном положении закрепляется один или несколько шпинделей. На них можно выполнять сверление, зенкеровку, нарезание внутренней резьбы. С помощью метчиков можно растачивать отверстия в заготовках.

Сверлильный станок
Гидроабразивные и электроэрозионные
Это оборудование, используемое для разрезания металлических листов любой толщины. Принцип работы заключается в том, что металл разрезается с помощью тонкой водяной струи, которая воздействует на него под большим давлением. Недостаток этого метода — низкая скорость. Однако она компенсируется высокой точностью реза.
Портальные машины газовой резки металла
Оборудование предназначено для производства. Связано это с возможностью расположить на рабочей поверхности большие металлические листы. Их размеры могут достигать 3×12 метров. Плюсы и минусы у таких станков точно такие же, как у обычной газовой резки.
Сверлильные станки. Расточные станки
- 2А106П
сверлильный настольный Ø 6, Молодечно - 2А112
сверлильный настольный Ø 12 - 2А125
вертикально-сверлильный Ø 25, Стерлитамак - 2А135
вертикально-сверлильный Ø 35, Стерлитамак - 2А150
вертикально-сверлильный Ø 50, Стерлитамак - 2Б118
вертикальный сверлильный Ø 18, Витебск - 2Б125
вертикально-сверлильный Ø 25, Краснореченск - 2Г103П
сверлильный настольный Ø 3, Калязин - 2Г106П
сверлильный настольный Ø 6, Ереван - 2Г125
вертикально-сверлильный Ø 25, Краснореченск - 2Г175
вертикально-сверлильный Ø 75, Стерлитамак - 2Л125
вертикально-сверлильный Ø 32, Липецк - 2М103П
сверлильный настольный Ø 3, Кировакан - 2М112
сверлильный настольный Ø 12, Киров, (Сельмаш) - 2М118
сверлильный настольный Ø 18, Оренбург - 2Н106П
сверлильный настольный Ø 6, Молодечно - 2Н112
сверлильный настольный Ø 12, Пермь - 2Н115пм
сверлильный настольный Ø 15, Пермь - 2Н118
вертикальный сверлильный Ø 18, Молодечно - 2Н118-1
вертикальный сверлильный Ø 18, Молодечно - 2Н125
вертикально-сверлильный Ø 25, Стерлитамак - 2Н125Л
вертикально-сверлильный Ø 25, Молодечно - 2Н135
вертикально-сверлильный Ø 35, Стерлитамак - 2Н150
вертикально-сверлильный Ø 50, Стерлитамак - 2Р135Ф2
вертикально-сверлильный с ЧПУ Ø 35, Стерлитамак - 2С50
вертикально-сверлильный Ø 50, Стерлитамак - 2С108П
сверлильный настольный Ø 8, Молодечно - 2С118
сверлильный настольный Ø 18, Челябинск - 2С125МП
вертикально-сверлильный Ø 25, Оренбург - 2С125, 2С125-1 (2с125-01), 2С125-04
вертикально-сверлильный Ø 25, Стерлитамак - 2С132, 2С132К
вертикально-сверлильный Ø 32, Стерлитамак - 2СС1м (2СС1)
сверлильный настольный Ø 6, Саратов - 2Т118
вертикально-сверлильный Ø 18, Гомель, ГСЗУ - 2Т125
вертикально-сверлильный Ø 25, Гомель, ГСЗУ - 2Т140
вертикально-сверлильный Ø 40, Гомель, ГСЗУ - 2Т150
вертикально-сверлильный Ø 50, Гомель, ГСЗУ - 2118
вертикальный сверлильный Ø 18, Новочеркасск - 2135
вертикальный сверлильный Ø 35, Стерлитамак - АС2116м
сверлильный настольный Ø 16, Астрахарь - ВСН
сверлильный настольный Ø 16, Касимов - ВСН-12
резьбонарезной настольный М3..М8, Витебск - ГС-520
сверлильный настольный Ø 16, Гомель, (ГЗСУ) - ГС2112
сверлильный настольный Ø 12, Гомель, (ГЗСУ) - ГС2116к
сверлильный настольный Ø 18, Гомель, (ГЗСУ) - ЭМ-102
сверлильный настольный Ø 12, Саратов - ЗИМ-426
сверлильный настольный Ø 6, Новосибирск - ЗИМ-427
сверлильный настольный Ø 6, Новосибирск - Корвет-42
сверлильный настольный Ø 16, Воронеж - Корвет-44
сверлильный настольный Ø 16, Воронеж - Корвет-45
сверлильный настольный Ø 13, Воронеж - Корвет-46
сверлильный настольный Ø 16, Воронеж - Корвет-47
сверлильный настольный Ø 16, Воронеж - Корвет-48
сверлильный настольный Ø 16, Воронеж - КС-02
сверлильный координатный Ø 12, Каунас - МС-36
сверлильный магнитныйØ 40, Гродно - МС-51
сверлильный магнитныйØ 51, Гродно - НС-12
сверлильный настольный Ø 12 - НС-12А
сверлильный настольный Ø 12, Вильнюс - НС-12Б
сверлильный настольный Ø 12 - НС-16
сверлильный настольный Ø 16, Ростов-на-Дону - НС-23
сверлильный настольный Ø 23, Челябинск - НС-Ш
сверлильный настольный Ø 12, Новочеркасск - НСП-2
сверлильный настольный Ø 6, Рига - НСФ-1
сверлильно-фрезерный настольный Ø 12, Челябинск - НСФ-23
сверлильно-фрезерный настольный Ø 23, Челябинск - Р-175, Р-175м
сверлильный настольный Ø 16, Чистополь - С-25
сверлильный настольный Ø 5, Калязин - С-106
сверлильный настольный Ø 3, Калязин - С-155
сверлильный настольный Ø 3, Кировакан - СВ-20
сверлильный настольный пятишпиндельный Ø 14, Йошкар-Ола - СНВШ
сверлильный настольный Ø 16, Ростов-на-Дону - СНВШ-2
сверлильный настольный Ø 16, Ростов-на-Дону - СНС-12
сверлильный настольный Ø 12, Алапаевск - СУС-1
сверлильный настольный Ø 12, Вильнюс - СФ-1
сверлильно-фрезерный настольный Ø 23, Орша - СФ-16, СФ-16-02, СФ-16-05
сверлильно-фрезерный настольный Ø 16, Стерлитамак - ТМНС-12
сверлильный настольный Ø 12, Чайковский - 2А430
координатно-расточной 280 х 560, Каунас - 2А450
координатно-расточной 630 х 1100, Москва (МЗКРС), Куйбышев - 2А470
координатно-расточной двухстоечный 1400 х 2240, Ленинград, (Свердлов) - 2В440А
координатно-расточной 400 х 800, Куйбышев, Самара - 2В460
координатно-расточной двухстоечный 1000 х 1600, Ленинград, (Свердлов) - 2Д450
координатно-расточной 630 х 1120, Москва (МЗКРС) - 2Е440А
координатно-расточной 400 х 710, Куйбышев, Самара - 2Е450
координатно-расточной 630 х 1120, Москва (МЗКРС) - 2Е450АФ1
координатно-расточной 630 х 1120, Москва (МЗКРС) - 2Е450АФ30
координатно-расточной с ЧПУ630 х 1120, Москва (МЗКРС) - 2Е460
координатно-расточной двухстоечный 1000 х 1600, Ленинград, (Свердлов) - 2Е470
координатно-расточной двухстоечный 1400 х 2240, Ленинград, (Свердлов) - 24К40СФ4
координатно-расточной 400 х 800, Куйбышев, Самара - 2421
координатно-расточной 250 х 450, Каунас - 2431
координатно-расточной 320 х 560, Каунас - 2431сф10
координатно-расточной 320 х 560, Каунас - 2450
координатно-расточной 630 х 1100, Москва (МЗКРС) - 2455
координатно-расточной 630 х 900, Куйбышев - КР-450
координатно-расточный двухстоечный 380 х 520 - 2А53
радиально-сверлильный Ø 35, Одесса - 2А55
радиально-сверлильный Ø 50, Одесса - 2А554
радиально-сверлильный Ø 50, Одесса - 2А576, 2А587
радиально-сверлильный Ø 80, Одесса - 2А592
радиально-сверлильный Ø 25 х 130, Витебск - 2В56
радиально-сверлильный Ø 50, Харьков - 2Е52
радиально-сверлильный переносной Ø 25, Гомель, (ГЗСУ), Октемберян (Гюмри) - 2К52, 2К52-1
радиально-сверлильный переносной Ø 25, Гомель, (ГЗСУ) - 2К522
радиально-сверлильный переносной Ø 32, Гомель, (ГЗСУ) - 2К550В
радиально-сверлильный Ø 55, Гомель, (ГЗСУ) - 2Л53
радиально-сверлильный Ø 35, Октемберян (Гюмри) - 2Л53У
радиально-сверлильный Ø 35, Октемберян (Гюмри) - 2М55
радиально-сверлильный Ø 50, Одесса - 2М57
радиально-сверлильный Ø 75, Одесса - 2М58
радиально-сверлильный Ø 100, Иваново - 2Н55
радиально-сверлильный Ø 50, Одесса - 2Р53
радиально-сверлильный Ø 35, Одесса - 2С550А
радиально-сверлильный Ø 36, Стерлитамак - 255
радиально-сверлильный Ø 50, Одесса - 257
радиально-сверлильный Ø 75, Одесса - 2532л
радиально-сверлильный Ø 32, Октемберян (Гюмри) - ГС545
радиально-сверлильный переносной Ø 45, Гомель, (ГЗСУ) - SRB50
радиально-сверлильный Ø 50, Стерлитамак - 2А614
горизонтально-расточной Ø 80 Чаренцаван - 2А620
горизонтально-расточной Ø 90, Ленинград, (Свердлов) - 2А620Ф1
горизонтально-расточной Ø 90, Ленинград, (Свердлов) - 2А620Ф2
горизонтально-расточной Ø 90, Ленинград, (Свердлов) - 2А622
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2А622Ф1
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2А622Ф2
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2А622Ф4
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2А636
горизонтально-расточной Ø 125, Иваново - 2А636Ф1
горизонтально-расточной Ø 125, Иваново - 2А637
горизонтально-расточной Ø 160, Иваново - 2А656Ф11
горизонтально-расточной Ø 160, Ленинград, (Свердлов) - 2В622Ф4
горизонтально-расточной Ø 125, Ленинград, (Свердлов) - 2Е656
горизонтально-расточной Ø 160, Ленинград, (Свердлов) - 2Л614
горизонтально-расточной Ø 80, Чаренцаван - 2М614
горизонтально-расточной Ø 80, Чаренцаван - 2Н636ГФ1
горизонтально-расточной Ø 125, Коломна - 262г
горизонтально-расточной Ø 85, Ленинград, (Свердлов) - 2620, 2620А
горизонтально-расточной Ø 90, Ленинград, (Свердлов) - 2622, 2622А
горизонтально-расточной Ø 110, Ленинград, (Свердлов) - 2611Ф2
горизонтально-расточной с ЧПУ Ø 80, Иваново - 2620В
горизонтально-расточной Ø 90, Иваново - 2622В
горизонтально-расточной Ø 110, Иваново - 2636
горизонтально-расточной Ø 125, Иваново - 2657
горизонтально-расточной Ø 150, Ленинград, (Свердлов) - 2А78
отделочно-расточной 500 х 1000, Майкоп - 2А78Н
отделочно-расточной 500 х 1250, Майкоп - 2Е78П, 2Е78ПН
отделочно-расточной 500 х 1000, Майкоп - 2Г942
фрезерно-центровально-обточной Кострома - 278
отделочно-расточной 500 х 1000, Майкоп - 2054м
резьбонарезной М8, Молодечно, Краснореченск - 2056
резьбонарезной М18, Молодечно - 2733П
отделочно-расточной 630 х 1250, Майкоп - А9518
резьбонакатный 63 кН, Ø 3..45, АЗКПА - МР-71М
фрезерно-центровальный Кострома - UPW 12,5 x 70
резьбонакатный 125 кН, Ø 3..70, ГДР - UPW 25 x 100
резьбонакатный 250 кН, Ø 10..100, ГДР
2.1. Вертикальные и настольные сверлильные станки
2.4. Координатно-расточные станки
2.5. Радиально-сверлильные станки
2.6. Горизонтально-расточные станки
2.7. Отделочно-расточные станки и специальные
Уровни автоматизации
По уровню автоматизации металлообрабатывающие станки делятся на такие типы:
- Ручное оборудование. Всеми механизмами управляет человек.
- Полуавтоматы. В таких станках половина механизмов работает автоматически, а другая требует настройки и управления мастером.
- Автоматы. Оборудование, которое может работать самостоятельно. Оператору изначально следует задать алгоритм для подвижных механизмов.
- Станки с ЧПУ. Полностью автоматизированные конструкции, для работы которых требуется составить программу. В соответствии с ней будут двигаться механизмы и рабочие части станка.
Самыми популярными считаются машины, оборудованные системами ЧПУ. Числовое программное управление состоит из нескольких ключевых элементов:
- Консоль — через неё оператор задаёт программу, по которой будет происходить производственный процесс. Помимо автоматической работы, на консоли есть пульт для ручного управления.
- Контроллер — механизм, который производит расчёт будущих движений подвижных механизмов и элементов станка. Контроллер представляет собой мощный микропроцессор, которые управляет всеми механизмами.
Чтобы оператор видел какую программу он задаёт, в системе ЧПУ присутствует экран. На нём отображаются алгоритмы, размеры обрабатываемой заготовки, возможные ошибки и погрешности.

Автоматизация металлообработки
Классификация станков по возможному материалу обработки
Все производственные станки разделяются по своим техническим характеристикам, исходя из материала заготовок, которые они будут обрабатывать. Так, металл и древесина считаются основными материалами, с которыми работает станочное оборудование. Для работы с деревянными заготовками подходят станки с более слабыми показателями мощностями. Но, с другой стороны, деревообрабатывающие станки должны обеспечиваться более гибкими настройками по операциям. Что касается станков для металлообработки, то они требуют более высокой мощности и надежной элементной базы. Наиболее популярными считаются токарные, фрезерные и сверлильные станки.
Конструкция
Конструкция станков для металлообработки представляет собой связь нескольких ключевых деталей и механизмов. Основные рабочие элементы оборудования:
- Литая станина. Выполняет роль основания. На ней закрепляются остальные детали машины. Должна гасить вибрации, возникающие от работы двигателя.
- Система управления. Представляет собой пульт для настройки подвижных механизмов.
- Шпиндель с патроном для оснастки.
- Рабочая поверхность с зажимами для заготовок.
Помимо ключевых узлов выделяют направляющие, защитные щитки, суппорта, подвижные бабки и другие дополнительные элементы. Нельзя забывать про системы охлаждения. Они могут быть воздушными и жидкостными. Используются на промышленном оборудовании при больших нагрузках. На устройствах с ЧПУ устанавливаются дополнительные электродвигатели, которые отвечают за подвижность рабочей части оборудования по направляющим.
В продаже присутствуют разные виды металлообрабатывающих станков. Они различаются по конструкции, функциональности, предназначению, габаритам, системам контроля. При выборе производственной машины следует учитывать эти особенности. Для серийного производства выбирают износоустойчивые конструкции. В гараж или мастерскую подойдёт менее производительное оборудование.
Выставка оборудования металлообработки
Выставка металлообработки представляет собой серьезное событие узкоспециализированной направленности, которое собирает вместе профессионалов этой области. Прогрессивное оборудование, новые методики обработки поверхностей, современное ПО, комплектующие – все это представлено на организованной выставке. Здесь вас ждет: информация о последних научных достижениях, содержательное общение с экспертами и продуманная деловая программа.

Участники и посетители
Участниками события выступают компании с мировым именем, и малоизвестные производители/поставщики, которые стремятся к увеличению спроса и результативному товаропродвижению. Главная задача – демонстрация высокопроизводительной станочной продукции, инструментов, материалов и последних разработок в данной отрасли.
Среди посетителей выставки:
- генеральные директора и заместители;
- ведущие технологи;
- главные инженеры.
Здесь собираются профессионалы в таких промышленных отраслях, как судо- и машиностроение, металлургия, энергетика, строительство и так далее. Руководители производственных компаний и заводов выбирают высокопроизводительные станочные системы для эффективного выполнения поставленных задач.

Преимущества выставок
Каждая сторона получает выгодные положительные моменты, о которых поговорим подробнее.
Участники события могут в кратчайшие сроки:
- найти потенциальных покупателей, желающих приобрести специализированное оборудование и инструменты для металлообработки;
- увеличить число продаж;
- расширить территориальные границы продаж;
- устроить демонстрацию современных технологических решений и инновационных разработок компании;
- узнать непредвзятый анализ технических характеристик и эксплуатационных показателей выставленной техники;
- наладить общение с организациями-посредниками и руководителями компаний, применяющими предлагаемые станочные системы.
Для посетителей преимуществами станут:
- широкий ассортимент высокопроизводительных устройств;
- непосредственный анализ технических показателей;
- изучение последних разработок;
- проверка современных технологий в рабочем режиме;
- оформление сделок на выгодных условиях;
- рекомендации экспертов по правильному выбору металлообрабатывающей продукции.

Условия узкоспециализированных выставок позволяют участникам и посетителям начать деловые отношения, которые в дальнейшем приведут к долгому взаимовыгодному сотрудничеству.
Узлы, оснастка и приспособления к металлорежущим станкам
- 16Б20п.070
коробка подач для токарных станков Гомель - 16Б20п.061
фартук для токарных станков Гомель - АКП 109-6,3
автоматическая коробка передач - АКП 309-16
автоматическая коробка передач - ЭПУ 2-2
электроприводы ЭПУ2-2 - УДГ-100 (УДГ Н-100)
универсальная делительная головка Ø 200 ЛОМО - УДГ-135 (УДГ Н-135)
универсальная делительная головка Ø 270 ЛОМО - УДГ-160 (УДГ-Д-160)
универсальная делительная головка Ø 160 ЛОМО - УДГ-200 (УДГ-Д-200)
универсальная делительная головка Ø 200 ЛОМО - УДГ-250 (УДГ-Д-250)
универсальная делительная головка Ø 250 ЛОМО
Универсальные делительные головки
Станок для гибки арматуры (и резки)
Так называемые гибочные станки используют в основном при строительстве, ведь очень часто приходится иметь дело с арматурой. Она используется и в бетонных конструкциях, и во многих других. Чтобы арматуру залить бетоном, ее необходимо разрезать на определенные куски под определенным углом. Для этого используют резочный станок.
Гибочные станки равномерно разгибают арматуру. Без этого специального оборудования мало того, что невозможно согнуть арматуру, уже тем более, сделать это ровно и равномерно.