Трубопрокат из меди разного размера используется для создания инженерных коммуникаций, нагревательной и охладительной техники. При монтаже систем и ремонте оборудования практически всегда требуется соединять трубные элементы между собой или с другими конструктивными деталями.
Работы проводятся с помощью пайки или специальных накидных муфт. Для получения герметичного соединения нередко предварительно выполняется развальцовка медных трубок. Такую операцию еще называют вальцовкой.

Развальцовка
Однако в профессиональной среде понятия имеют разное значение. Поэтому необходимо выяснить, что представляют собой эти два процесса и чем отличаются. Это позволит правильно выполнить дальнейшую работу.
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
То есть, вальцовка это инструмент. Развальцовка это технологическое действие. Вот что пишет Википедия.
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Методы вальцевания
В зависимости от температуры материала, подлежащего вальцовке, все процессы можно условно подразделить на две группы:
- Горячее – используется для обработки материалов, которые имеют высокое сопротивление к изменению формы. Как пример можно привести нагрев пластиковых труб для их вальцовки по радиусу.
- Холодное – применяется для обработки мягких материалов, например, сталь низкого качества, алюминий и медь, а также им подобные.
Оба этих метода используются как при заводской, так и при ручной обработке. Если предполагается самостоятельная работа, то лучше использовать экспандер или особый набор. В набор должны быть включены:
- Труборез;
- Шаблоны с отверстия, различными по диаметру;
- Зажимы;
- Труборасширитель (обычно конусный).
ПРИМЕЧАНИЕ. Если в наборе идет конус черного цвета и он явно не имеет следов обработки, то он предназначен для работы только с водопроводной сантехникой. В ином случае – набор можно использовать по сплит-системам и при работе с кондиционерами.
Чаще всего используют три типа воронки:
- Стандартная – буквальный вариант, встречается повсюду;
- Грибок евростандарта – визуально напоминает автомобильную покрышку, да и встречается на машинах производства стран Европы;
- На воронке имеется двойное сложение краев – такая воронка распространена в трубопроводах автомобилей американского производства.
Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
При использовании фитинга перед расширением на кромке трубопроката создается фаска. Она должна иметь угол 45⁰. Фаска позволяет увеличить контактную площадь 2-х деталей. Это повышает надежность соединения.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.
Процесс развальцовки для медных труб.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.

Завершение развальцовки трубок.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Эксцентрический развальцовщик
Распространенный эксцентрический развальцовщик трубок применяется для получения качественных деталей. Среди особенностей подобного варианта исполнения отметим:
- Давление передается при оказании усилия через механический элемент. Наконечник изготавливается из металла высокой твердости.
- В комплект поставки включается много различных наконечников, при смене которых можно получить поверхность различной формы.
- Стоимость подобного механизма относительно невысокая. При изготовлении могут использоваться самые различные металлы, к примеру, с высокой коррозионной стойкостью.
Для увеличения передаваемого усилия применяется рукоятка большой длины. Она закрепляется в специальном держателе.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Аккуратный раструб правильной геометрической формы можно получить при использовании специального инструмента. Только он позволит выполнить качественную вальцовку для медных труб кондиционера или другой техники.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
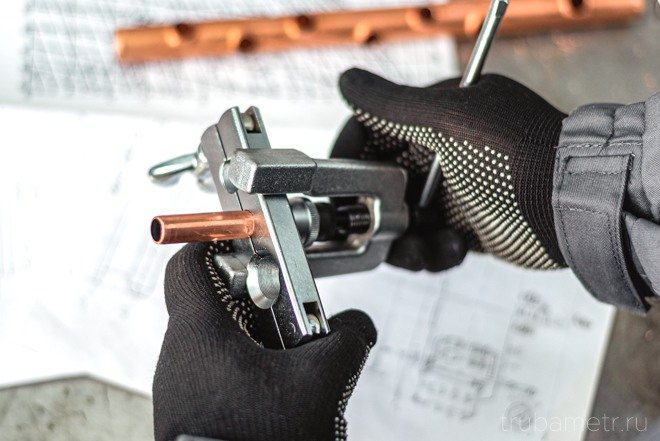
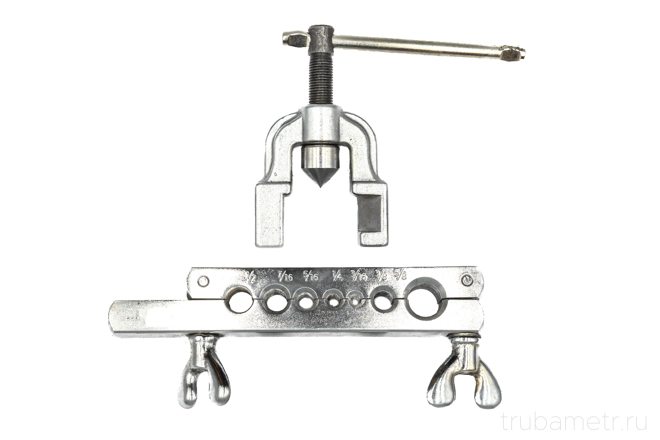
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.

Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Суть процесса
Развальцовка медных трубок – процесс деформации изделий различного типа, которые могут применяться при создании различных механизмов. Подобная технология применяется при закреплении деталей в котлах, конденсаторах или других теплообменниках. Среди особенностей проводимой работы отметим следующие моменты:
- Толщина стенок может быть самой различной. За счет этого и изменяется наружный или внутренний диаметр.
- Развальцовке подвергаются медные трубки, которые изготавливают из металла с различной степенью обработки.

Виды развальцовки
Как правило, диаметр изменяется за счет растяжения изделия. При применении современного оборудования можно получить качественную поверхность, которая идеально подойдет для создания герметичных соединений.
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.
Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
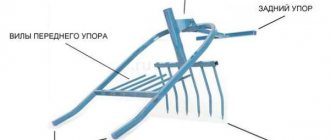
Инструментарий для завальцовки
В данном процессе участвуют самые простые приспособления:
- Стандартный молоток – крайне простой инструмент, все операции с ним заключаются в нанесении несильных ударов по кромке трубы. В целях предотвращения нежелательного загиба трубы, необходимо всего лишь вставить в нее прочный стержень.
- Специальные клещи – полупрофессиональный прибор для обработки бронзовых труб, с помощью которого можно достаточно точно регулировать уровень загиба. Чтобы не приходилось прилагать излишних усилий при работе с данным прибором, следует использовать модели с удлиненными рукоятями.
ВАЖНО! В целях более грамотной обработки кромки трубы следует применять особый станок с вальцами. Однако, данные механизмы предназначены сугубо для профессионального использования, поэтому, приобретать их для бытового применения экономически нецелесообразно.
Набор инструментов для развальцовки
При выполнении дома самостоятельно нужно сначала подготовить основной инструмент:
- труборез;
- риммер для снятия фаски;
- один из доступных развальцовщиков.

Набор для развальцовки трубок.
Процесс развальцовки необходимо выполнять поэтапно. При соблюдении всех нюансов и рекомендаций специалистов удастся создать на концах труб аккуратные раструбы с правильной геометрией. Поэтому соединения получатся герметичными и надежными.
Грамотный выбор инструментария
Профессиональные приборы от известных брендов отличаются повышенной стоимостью и смогут окупиться только при их коммерческом использовании. Если же в доме нужно установить единовременно холодильное оборудование, кондиционер, заменить участок системы отопления или водоснабжения – лучшим и оптимальным выбором станет бюджетная (даже не автоматическая) механическая модель. Она обеспечит достаточное качество обработки труб – при надлежащей сноровке раструбы получатся с одинаковыми стенками, без трещин, с гладкой поверхностью. В любом случае, подобные приборы предпочтительнее покупать в специализированных строительных магазинах или электронных площадках. Обязательно в комплекте к прибору должен идти сертификат соответствия и гарантия продавца.
Вывод и видео по теме
Качественную вальцовку на торцах медного трубопроката для систем отопления, кондиционирования, водопровода удастся выполнить только с помощью специального инструмента. При выборе приспособления, необходимо учесть, как часто он будет использоваться.
Для разовых работ в домашних условиях лучше взять инструмент в аренду или у друзей. Дорогое приспособление окупится только при выполнении масштабных монтажных работ. Независимо от вида развальцовщика приобретать его необходимо после проверки работоспособности.
Видеообзор вальцовок для медных труб
Видео позволит понять выбор инструмента и проведения развальцовки торцов медных трубок.
Развальцовочный инструментарий
С помощью следующих инструментов возможно повысить диаметр сечения трубы в поперечнике (градация приведена от простого прибора к более сложному):
- Железный конус с гладкой поверхностью – является любимым прибором большинства профессиональных сантехников и монтажников сплит-систем. Он представляет из себя сточенный до конусовидной формы цилиндр с отполированной впоследствии поверхностью. Принцип его работы очень прост. Вершина конуса вставляется в нужный срез трубы и несколько раз проворачивается. Само приспособление, в силу несложности своей конструкции, обладает большим эксплуатационным ресурсом. Однако, работать с ним возможно только по мягким материалам.
- Конус с трещеткой – более технологичный и сложный прибор. Принцип его работы во многом схож с вышеописанным, однако при вхождении конуса в раструб, имеющаяся трещотка упрощает процесс ввинчивания и помогает регулировать прилагаемые усилия.
- Экспандер – призван производить процесс развальцовки стремительно и качественно. Его рабочая часть состоит из нескольких сегментов. Рабочая часть вставляется в раструб, после чего, оператор, сжимая рукояти экспандера, расширяет имеющийся раструб до нужной величины, растягивая трубу. При этом, рабочие сегменты расходятся друг от друга. Недостатком применения этого прибора является то, что после работы края раструба ровными не бывают.
- Вальцовочный инструмент с эксцентрическим конусом – самое современное решение среди популярных приборов для вальцовки мягких материалов. Для использования требуется лишь вставить конус, после чего провернуть рукоять до изменения раструба к нужному диаметру. Подобные инструменты хороши тем, что оснащаются предохранителем, не позволяющим порвать раструб.
Вместо эпилога
Проведенным анализом современного рынка установлено, что на нем более всего преобладают модели, произведенные в азиатских странах. Тем не менее, можно отметить следующую тенденцию, свидетельствующую о том, что если приспособление не находится в бюджетном сегменте, но произведено в Азии, то его качеству вполне возможно доверять. В то же время, российские образцы не пользуются большой популярностью у отечественного покупателя в силу их малой функциональности. Однако, качество они способны поддерживать на уровне. Касательно западных производителей – в их образцах хорошо все – и качество, и функционал, и эргономика. Вот только цена на них чрезвычайно завышена. Отсюда можно сделать вывод, что лучшим выбором могут стать образцы из среднего ценового сегмента, произведенные на Дальнем Востоке. В то же время, для большего удобства следует приобретать приспособления, матрицы которых способны работать сразу в двух системах счисления – и метрической и в дюймовой.