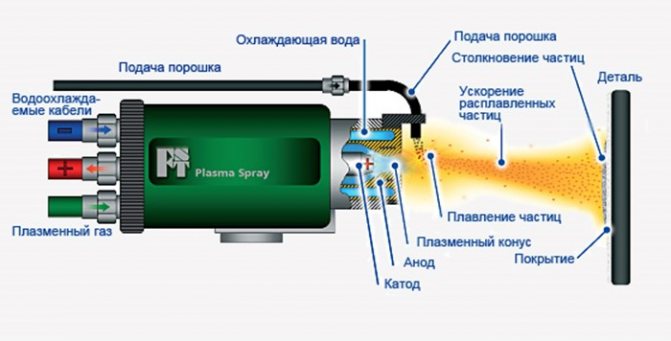
Введение современных методов обработки различных поверхностей, заметно улучшает качество выпускаемой продукции на внутренний и внешний рынок. Одна из таких технологий — ионно плазменное напыление. Представляет собой процедуру по нанесению декоративно-защитного покрытия на металлическую, пластиковую, стеклянную и другую поверхность, используя в качестве оборудования вакуумные ионно-плазменные (дуговые и магнитронные) установки. Основные преимущества ионно-плазменного метода покрытий:
- Отсутствие изменений в стехиометрическом составе.
- Очистка растущего покрытия и поверхности основы.
- Высокая плотность и прочность полученного покрытия.
- Образование покрытий из неплавящегося либо особотугоплавкого материала.
- Контроль над свойством и составом покрытия в момент нанесения.
Несмотря на довольно высокую стоимость подобного процесса и жестких требований к чистоте рабочей поверхности деталей, пользуется спросом в различных сферах. К минусам технологии можно отнести довольно медленный период обработки изделий, в отличие от аналогичных, вакуумных способов. А также весьма ограниченный размер рабочих камер, что подразумевает обработку небольшого количества деталей.
Что такое ионно-плазменное напыление
Ионно-плазменное напыление – покрытие, представляющее собой многомикронную вакуумную плёнку. Этот способ обработки поверхностей основан на распылении химических веществ в вакуумном пространстве, где материалы конденсируются и испаряются, образовывая защитный слой.
Вакуумное ионно-плазменное напыление обладает такими преимуществами:
- Позволяет обрабатывать поверхности при низкой или повышенной температуре, достигающей 100˚C.
- Равномерно наносится на детали, даже если они имеют неправильную, сложную геометрическую форму.
- Толщина напыления может быть произвольной 0,01 – 20 мкм.
- Обработанная поверхность не требует дополнительной обработки другими материалами.
- Изделия, обработанные вакуумным напылением, могут использоваться в различных промышленных отраслях, даже при повышенной температуре и в неблагоприятных условиях. При этом металлы, практически не подвергаются коррозии.
- Благодаря ионно-плазменному напылению повышается износоустойчивость детали.
Такой метод обработки широко востребован в медицинской области, в качестве защитно-декоративного покрытия. Тогда, обработка позволяет укрепить изделие и сымитировать цвета драгоценных металлов, требующихся для изготовления протезов или зубных коронок.

Кроме того, ионно-плазменное напыление нитрида титана (вакуумное) используют для нанесения диэлектрических, проводящих, полупроводниковых, тонкоплёночных гибридных микросхем (в электронике), нанесения отражающих либо просветляющих слоёв (в оптике). Также, ионно-плазменную обработку применяют для напыления наноуглеродных покрытий, тонировки автомобильных стёкол и металлизации банок из стекла/пластика.
Вакуумное напыление «на коленке»

Вакуумное напыление (англ. physical vapor deposition, PVD; напыление конденсацией из паровой (газовой) фазы) — группа методов напыления покрытий (тонких плёнок) в вакууме, при которых покрытие получается путём прямой конденсации пара наносимого материала.
Различают следующие стадии вакуумного напыления:
- Создание газа (пара) из частиц, составляющих напыление.
- Транспорт пара к подложке.
- Конденсация пара на подложке и формирование покрытия.
К группе методов вакуумного напыления относятся перечисленные ниже технологии, а также реактивные варианты этих процессов. Методы термического напыления:
- Испарение электронным лучом (англ. electron beam evaporation, electron beam physical vapor deposition, EBPVD).
- Испарение лазерным лучом (англ. pulsed laser deposition, pulsed laser ablation).
- Испарение вакуумной дугой (англ. cathodic arc deposition, Arc-PVD): материал испаряется в катодном пятне электрической дуги.
- Эпитаксия молекулярным лучом (англ. molecular beam epitaxy).
- Ионное распыление (англ. sputtering): Исходный материал распыляется бомбардировкой ионным потоком и поступает на подложку.
- Магнетронное распыление (англ. magnetron sputtering) – в дальнейшем будем рассматривать именно его
. - Напыление с ионным ассистированием (англ. ion beam assisted deposition, IBAD);
- Ионно-лучевое напыление.
- Сфокусированный ионный пучок.
Вакуумное напыление применяют для создания на поверхности деталей, инструментов и оборудования функциональных покрытий — проводящих, изолирующих, износостойких, коррозионно-стойких, эрозионностойких, антифрикционных, антизадирных, барьерных и т. д
Процесс используется для нанесения декоративных покрытий, например при производстве часов с позолотой и оправ для очков. Один из основных процессов микроэлектроники, где применяется для нанесения проводящих слоёв (металлизации). Вакуумное напыление используется для получения оптических покрытий: просветляющих, отражающих, фильтрующих.
Материалами для напыления служат мишени из различных материалов, металлов (титана, алюминия, вольфрама, молибдена, железа, никеля, меди, графита, хрома), их сплавов, соединений (SiO2,TiO2,Al2O3). В технологическую среду может быть добавлен химически активный газ, например, ацетилен (для покрытий, содержащих углерод); азот, кислород.
Химическая реакция на поверхности подложки активируется нагревом, либо ионизацией и диссоциацией газа той или иной формой газового разряда.
С помощью методов вакуумного напыления получают покрытия толщиной от нескольких ангстрем до нескольких десятков микрон, обычно после нанесения покрытия поверхность не требует дополнительной обработки.
Физическим вакуумом называется пространство, в котором отсутствуют частицы вещества, и установилось низшее энергетическое состояние. Однако в вакууме экспериментально обнаружены рождающиеся и тут же исчезающие виртуальные элементарные частицы, влияющие на протекающие физические процессы. В технике вакуумом называется состояние газа, при котором его давление ниже атмосферного. Количественной характеристикой вакуума служит абсолютное давление. Единицей измерения давления в системе СИ является 1 Па.
Когда говорят о вакууме с технической точки зрения, то речь идёт об использовании вакуума в широком диапазоне давлений – от атмосферного до 10 в минус 10 степени Па. Изменение давления на 15 порядков практически невозможно обеспечить при использовании лишь одного насоса, требуются комбинированные средства откачки, включающие в себя насосы различных типов и, следовательно, различные приборы для измерения давлений.
При большом различии в принципах действия и конструкциях, обусловленных многообразием требований к откачному оборудованию, во всех вакуумных насосах для откачки газа используют один из двух способов:
- перемещение газа за счёт приложения к нему механических сил в некотором месте вакуумной системы, откуда газ выталкивается;
- связывание газа путём сорбции, химических реакций или конденсации обычно в замкнутой вакуумной системе.
На рисунке 1 приведены диапазоны давлений для различных типов вакуумных насосов:
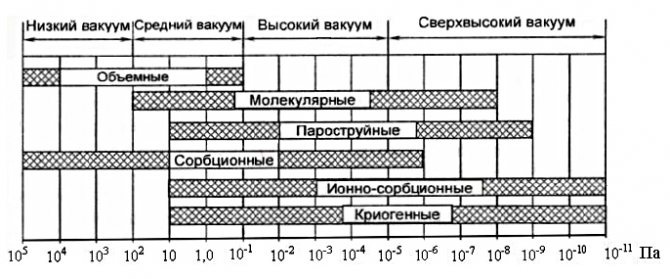
Рис. 1 Области действия вакуумных насосов
(Источник картинки — №2, в списке источников, под этой статьёй)
В насосах объёмного типа откачка осуществляется за счёт периодического изменения объёма рабочей камеры.
Действие механических молекулярных насосов обусловлено переносом газа движущимися поверхностями твёрдого тела.
Пароструйные насосы осуществляют откачку путём сообщения молекулам откачиваемого газа дополнительной скорости, в направлении откачки непрерывно истекающей струи пара рабочей жидкости.
Сорбционные насосы осуществляют откачку газов за счёт их сорбции на поверхности или в объёме твёрдых тел.
Действие ионно-сорбционных насосов основано на удалении газов в виде ионов за счёт электрического поля и сорбции газов на охлаждённых поверхностях.
Криогенные насосы осуществляют откачку путём конденсации откачиваемых газов и паров на поверхностях, охлаждаёмых до сверхнизких (криогенных) температур. Разновидностями криогенных насосов являются конденсационные и криосорбционные насосы.
Но вернёмся к методу магнетронного распыления. Магнетронное распыление — технология нанесения тонких плёнок на подложку с помощью катодного распыления мишени в плазме магнетронного разряда — диодного разряда в скрещённых полях. Технологические устройства, предназначенные для реализации этой технологии, называются магнетронными распылительными системами, или, сокращённо, магнетронами (не путать с вакуумными магнетронами — устройствами, предназначенными для генерации СВЧ-колебаний).
В свою очередь, магнетронным разрядом называют диодный газовый разряд в скрещённых полях (существует область пространства в разрядном объёме, где электрическое и магнитное поля ортогональны друг другу; силовые линии магнитного поля направлены поперёк линий тока):
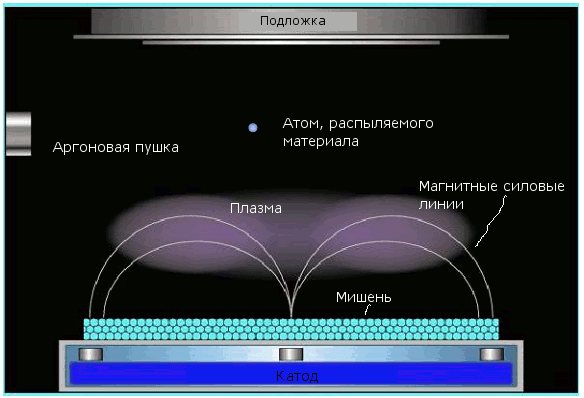
Рис. 2 Принцип действия магнетронного распыления
(Источник картинки: wikipedia.org)
Технологическое значение магнетронного распыления заключается в том, что бомбардирующие поверхность катода (мишени) ионы распыляют её. На этом эффекте основаны технологии магнетронного травления, а благодаря тому, что распылённое вещество мишени, осаждаясь на подложку, может формировать плотную плёнку наиболее широкое применение получило магнетронное напыление.
Несмотря на то что это всё может звучать для новичка достаточно непривычно и даже страшновато, тем не менее, реализация этого процесса является достаточно простой и доступной практически каждому.
Для освоения подобного процесса можно ознакомиться с рядом видео, где он показан на практике. Для электропитания установки, в основном используется эта или схожая схема, как на рисунке ниже. В ней, для простоты, удешевления и снижения силы тока — использованы обычные лампочки на 95 ватт:
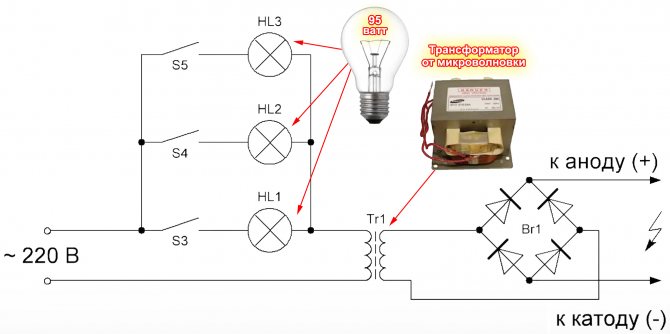
Рис. 3 Простой вариант схемы питания магнетронного устройства
(Источник картинки: youtube канал IRFC)
Если есть возможность применить ЛАТР, то схема будет выглядеть примерно так:
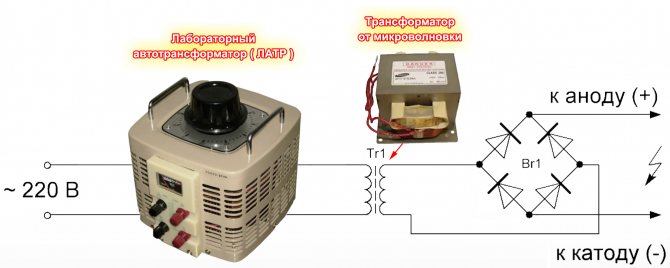
Рис. 4 Более универсальный вариант схемы питания магнетронного устройства
(Источник картинки: youtube канал IRFC)
Метод позволяет любому энтузиасту прикоснуться к миру высоких технологий и получать достаточно удивительные результаты на дому, практически «на коленке», например, осуществлять хромирование
— этот процесс может производиться, в частности, с помощью электрохимического способа, который заключается в использовании достаточно опасного реагента — хромового ангидрида, опасность которого заключается в его канцерогенных свойствах, и потребности сливания в канализацию достаточных количеств отработанной воды, что является явной проблемой, при коммерческом использовании, так как утилизация подобных отработанных вод будет стоить достаточно неплохих денег, если вообще удастся организовать этот процесс.
В отличие от электрохимического способа, магнетронное распыление очень интересно из-за отсутствия в процессе отработанных вод, потребности работы с канцерогенными химикатами. На современных производствах таким способом хромируют даже достаточно крупные детали, среди которых можно перечислить такие, как: радиаторные решётки, автомобильные диски, другие крупногабаритные и малогабаритные детали:
Обработка «под золото»
— ещё одно достаточно интересное применение. Оно заключается в нанесении нитрида титана, что позволяет придать изделиям износоустойчивость, а также красивый декоративный вид, «под золото»:

Рис. 5 Нанесение нитрида титана
Вообще, использование магнетронного распыления очень привлекательная технология, в целом ряде применений, и позволяет поистине раскрыть горизонты высоких технологий и науки для любого обычного обывателя, в частности, возможно прикоснуться к широко разрекламированному графену и поставить с ним ряд своих опытов, а может быть даже создать своё устройство, с применением данного материала!
Для магнетронного распыления графита и получения графена
, достаточно в качестве катода использовать графит, а в качестве плазмообразующего газа — водород, который может быть легко получен с помощью электролитической установки, и подаваться непосредственно после генерации сразу в вакуумную камеру, после соответствующего осушения.
При создании плёнок вещества толщиной в микроны на рабочей поверхности, расход катода является достаточно незначительным (конкретные показатели найти не удалось, сужу по практическим опытам людей).
Это, в свою очередь, даёт нам возможность использовать в качестве катода достаточно интересные материалы, например, серебро. Это позволит нам наносить серебро тонким слоем на поверхность, например, тканей, что позволит проводить свои собственные работы в сфере бактерицидных материалов:
К слову сказать, для создания бактерицидных материалов не обязательно использовать серебро, во множестве применений бактерицидной направленности, нанесение медных покрытий является гораздо более предпочтительным, чем серебро, так как их бактерицидные свойства, в некоторых применениях, даже превосходят таковые у серебра! Например, несмотря на то, что со временем медные изделия покрываются некрасивыми окислами и разводами, изготовленные из неё дверные ручки или кухонная утварь, позволяют практически полностью уничтожать попадающие на их поверхности бактерии. В противовес этому, нержавеющая сталь не является бактерицидной, и прекрасно накапливает на себе толстые слои бактериальной плёнки (хотя, выглядит это всё красиво)!
Весьма любопытным применением магнетронного напыления является создание собственных катализаторов, для применения в разнообразных химических опытах (лично я прихожу просто в восторг от этого).
Например, мною было выявлено, что на одном известном китайском сайте, промышленной его версии (где продают станки, материалы, комплектующие и т.д.),- можно за достаточно небольшие деньги приобрести платиновую проволоку достаточной длины. Стоимость такого комплекта обойдётся в районе 3-4 тыс. руб. Далее, если использовать купленную проволоку в качестве катода, можно будет наносить платину на рабочую поверхность, что открывает просто широчайшие возможности по созданию разнообразных каталитических покрытий, при скромном расходе платины!
Некоторые энтузиасты, используя метод магнетронного распыления, умудряются даже создавать собственные самодельные полупроводниковые транзисторы!
И ещё одним любопытным применением (как уже было сказано выше) – является магнетронное травление.
Если поменять местами анод и катод (то есть, обрабатываемую заготовку крепить не на анод, а на катод) — то становится доступным ещё одно применение: магнетронное травление заготовки!
Подводя итог, можно сказать, что применение магнетронного распыления позволяет весьма плотно работать в сфере высоких технологий и проводить опыты, которые ранее казались вам совершенно нереальными и посильными только крупным лабораториям!
Однако, в массе своей, самодельные магнетронные устройства, широко представленные в сети, действуют без каких-либо измерительных систем (не включая, измерение напряжения и тока). Таким образом, видится целесообразным, добавление в конструкцию магнетронного устройства, как минимум, измерителя величины вакуума, — для большей прогнозируемости результата.
Для этого, можно было бы использовать следующие типы измерительных устройств:
▍ Тепловой вакуумметр.
Принцип действия термопарных вакуумметров основан на зависимости теплопроводности разреженных газов от молекулярной концентрации (или давления). Передача теплоты происходит от тонкой металлической нити к баллону, находящемуся при комнатной температуре.
Металлическая нить нагревается в вакууме путём пропускания электрического тока.
Из курса молекулярной физики известно, что в плотном газе (высокое давление) теплопроводность не зависит от давления.
При понижении давления уменьшается теплопроводность газа, соответственно, возрастает температура подогревателя и увеличивается термо-э.д.с. При низких давлениях, когда средняя длина свободно пробега молекул больше среднего расстояния между нагретым телом и стенками вакуумметра, теплопроводность газа пропорциональна молекулярной концентрации (давлению).
Преобразователь (рис. 6) представляет собой стеклянный или металлический корпус, в котором на двух вводах смонтирован подогреватель, на двух других вводах крепится термопара, изготовленная из хромель-копеля или хромель-алюмеля. Термопара соединена с подогревателем, который нагревается током, его можно регулировать реостатом и измерять миллиамперметром. Спай термопары, нагреваемый подогревателем, является источником термо-э.д.с., значение которой показывает милливольтметр.
Рис. 6 Схема термопарного вакуумметра
(Источник картинки — №2, в списке источников, под этой статьёй)
Точность измерения давления термопарным вакуумметром существенно зависит от правильного подбора тока накала подогревателя. Калибровка термопарной лампы (установка тока подогревателя), подбирается таким образом, чтобы стрелка милливольтметра точно совпадала с последним делением шкалы. При этих условиях согласно градуировочной кривой термопарного манометрического преобразователя можно по показаниям милливольтметра определить давление в вакуумной системе.
▍ Электронный ионизационный вакуумметр
Принцип действия электронных преобразователей основан на ионизации газа электронами и измерении ионного тока, по величине которого судят о давлении. Рис. 7 Схема ионизационного вакуумметра
(Источник картинки — №2, в списке источников, под этой статьёй)
Ионизация молекул газа производится электронами, эмитируемыми термокатодом и ускоряемыми электрическим полем электрода, на который подаётся положительный потенциал относительно катода.
В стеклянном баллоне смонтирована трёхэлектродная система, состоящая из коллектора ионов, анодной сетки и прямонакального катода. На анодную сетку подаётся напряжение +200 В относительно катода, а на цилиндрический коллектор −50 В. Анодная сетка выполнена из вольфрамовой проволоки в виде спирали. При прогреве преобразователя и его обезгаживании по спирали пропускается ток 3А. Вольфрамовый катод преобразователя испускает электроны, которые ускоряются электронным полем и движутся к анодной сетке.
Часть электронов пролетает в пространство между анодной сеткой и коллектором. Так как коллектор имеет отрицательный потенциал относительно катода, электроны останавливаются и начинают движение обратно к анодной сетке. В результате у сетки колеблются электроны, причём, прежде чем попасть на нее, электроны совершают в среднем 5 колебаний. При столкновении электронов с молекулами газа происходит ионизация молекул. Образовавшиеся положительные ионы, попадая на коллектор, создают в его цепи электрический ток. Как показывает опыт, при достаточно низких давлениях ионный ток коллектора прямо пропорционален давлению газа.
Таким образом, для измерения давления достаточно при заданном электронном токе измерить ионный ток и разделить на постоянную преобразователя.
Основные недостатки термоэлектронных ионизационных вакуумметров связаны с применением в манометрических преобразователях горячего катода, являющего источником электронов.
Горячий катод разрушается при резком повышении давления и имеет низкий срок службы при относительно высоких давлениях. Кроме того, наличие горячего катода ограничивает нижний предел измеряемых давлений.
▍ Магнитный электроразрядный вакуумметр
Одним из путей, позволяющим сдвинуть границу измерения в сторону более низких давлений, может быть увеличение чувствительности манометра. Для этого необходимо, чтобы электроны проходили в пространстве ионизации по возможности большие расстояния до момента их попадания на коллектор электронов. Тогда вероятность ионизации молекул газа этими электронами значительно возрастает, что приведёт к увеличению чувствительности манометра. Наиболее простым способом увеличения длины пути электронов в пространстве ионизации является использование магнитного поля, воздействующего на электроны.
Рассмотрим расположение электродов, предложенное Пеннингом. Принцип действия магнитных преобразователей основан на зависимости тока самостоятельного газового разряда в скрещенных магнитном и электрическом полях от давления. Электродные системы, обеспечивающие поддержание самостоятельного газового разряда при высоком и сверхвысоком вакууме, бывают нескольких видов.
Рис. 8 Схема магнитного электроразрядного вакуумметра
(Источник картинки — №2, в списке источников, под этой статьёй)
Манометр имеет катод, которым является корпус 1, и анод в виде металлического кольца 2. Вдоль оси анода создаётся постоянным магнитом 3 магнитное поле с индукцией 0,05-0,2 Тл. Через балластный резистор на анод подаётся высокое положительное напряжение порядка 2,5-3 кВ.
Разряд поддерживается между анодом и катодами, соединёнными электрически и расположенными по обе стороны от анода. Равномерное магнитное поле, параллельное оси системы, препятствует немедленному уходу на анод электронов. Из-за большой длины пути электрона сильно повышается вероятность ионизации даже при низких давлениях газа.
Образующиеся в результате ионизации молекул электроны движутся, как и первичные электроны, тоже по спиральным траекториям и, в конце концов, после совершения актов ионизации попадают на анод. Вторичные электроны, выбиваемые из катода положительными ионами, также участвуют в поддержании разряда. Таким образом, благодаря магнитному полю и специальной конструкции электродов тлеющий разряд поддерживается даже тогда, когда средняя длина свободного пути электронов в газе во много раз превышает расстояние между анодом и катодом, что позволяет измерять низкие и сверхнизкие давления газа.
Данный вид вакуумметров позволяет измерять давления до 10 в минус 10 степени Па.
Недостатки: данные вакуумметры имеют меньшую точность измерения давления, нуждаются в периодической чистке. Достоинства – простота конструкции и отсутствие горячего катода. Из-за этого вакуумметры могут быть включены при любом давлении.
▍ В статье использованы, в частности, материалы следующих источников:
- www.wikipedia.org
- Расчёт вакуумных систем: учебное пособие/ А.В. Юрьева; Томский политехнический университет. – Томск: Изд-во Томского политехнического университета, 2012. – 114 с.
Для практического ознакомления с описанными процессами и получения квалифицированных советов, можно пообщаться здесь
.
Ионно-плазменное напыление: оборудование
В качестве материалов для повышения износоустойчивости деталей, обычно применяют композиции, сплавы, карбиды и нитрид титана, получаемый при использовании азота и титанового катода. Качество готового изделия зависит от характеристики поверхности, давления газа внутри модуля устройства, качества очистки обрабатываемой детали ионами и химической чистоты материалов, применяемых для ионно-плазменной обработки.
Впервые плазменно-ионное оборудование появилось ещё в 1980-х годах. Самыми первыми моделями таких установок стали:
- Булат – 3.
- Булат 3Т
- Юнион.
- ННВ.
Самой популярной из них, является установка ННВ-6.6, применяемая для обработки практически всех разновидностей нержавеющих металлов, деталей и инструментов. В результате получается высококачественное изделие с многослойным или однородным декоративным/защитным покрытием.

Ионно-плазменное оборудование требует больших энергозатрат, что делает процесс напыления дорогостоящим, поэтому многие компании предпочитают использовать более дешёвый аналог обработки поверхностей – атмосферное плазменное напыление.
Сущность и назначение напыления металлов
Нанесение защитных покрытий на металл необходимо для многих отраслей промышленности. Цель напыления изделий – повышение базового эксплуатационного ресурса заготовки. Защитный слой обеспечивает надежную защиту от следующих вредных факторов:
- воздействия агрессивных сред;
- вибрационных и знакопеременных нагрузок;
- термического воздействия.
Состав многокомпонентного порошка подбирают исходя из требуемых эксплуатационных качеств.
Использование нескольких составляющих повышает риск получения неоднородного покрытия ввиду расслаивания защитного слоя. Для решения этой проблемы используют специальные материалы канатного типа, где порошок фиксируется пластичной связкой.
В процессе напыления поток частиц направляют на поверхность металла. При взаимодействии с поверхностью распыляемые элементы деформируются, что обеспечивает надежный контакт с изделием. Качество адгезии с заготовкой зависит от характера взаимодействия частиц с подложкой, а также процедуры кристаллизации защитного слоя.
Установки ионно-плазменного напыления
Установка ионно-плазменного напыления может быть:
- Периодического.
- Непрерывного действия.
Первая подразумевает собой однократную обработку поверхностей и создаёт 1 слой напыления. Второй же способ предназначается для массового производства листов, имитирующих, например золото. Установки непрерывного действия бывают однокамерные многопозиционные и многокамерные.
- Однокамерные многопозиционные имеют несколько постов, находящихся в общей вакуумной камере. При этом они соединены между собой роторным или конвейерным устройством.
- Многокамерные оборудованы последовательными модулями, объединёнными шлюзовыми камерами и конвейером, предназначенным для транспортировки обрабатываемых материалов. Каждый модуль оснащён контроллерами, оценивающими состояние деталей или изделий во время термообработки.

Системы и узлы плазменно-ионных установок после пуска представляют собой самостоятельные устройства, выполняющие определённую программу:
- Образование вакуумного пространства.
- Электропитание.
- Распыление вещества, образующего плёнку.
- Контроль процесса напыления и плёночных свойств.
- Транспортировку обрабатываемых деталей.
Следовательно, такая установка самостоятельно осуществляет обработку изделий, контролирует весь процесс и энергопитание, устраняет излишние газы и создаёт вакуумное пространство, благодаря чему качество напыления увеличивается вдвое, сравнительно с атмосферным плазменным напылением.
Установка вакуумного напыления УВН
Установка вакуумного напыления УВН-1М — это одна из более практических и полезных конструкций предоставленной серии. Эта форма конструкции содержит в наборе сразу 4 сменных научно-технических модуля, любой с каковых представляет собственную значимость в ходе резистивного улетучивания либо же распыления металлов. Не мене удачно устройство себя демонстрирует и в разбрызгивании проводящих веществ, дуговом испарении электродов из графика и в отделке углеродных нано текстур, что представлены весьма непростыми веществами.

Что такое ВИПО
Одним из наиболее эффективных средств повышения эксплуатационных свойств деталей машин является нанесение на их поверхность тончайшего слоя, обладающего специальными свойствами. По мнению специалистов, в отличие от традиционного гальванирования всего объема детали, существует более экономичная технология увеличения их ресурса и надежности работы. Это активно развивающаяся в последнее время ионно-плазменная обработка поверхности в вакууме плазмой вакуумно-дугового разряда (ВИПО).
Как удалось узнать журналисту www.Equipnet.ru, благодаря многим исследованиям, проведенным в первую очередь в Санкт-Петербургском институте проблем машиностроения, который занимается ими с 1986 года, разработан ряд высокоэффективных, ресурсосберегающих, противокоррозионных и экологически чистых технологий.
Применение ВИПО характеризуется большими технологическими возможностями по изменению физико-химических и механических свойств поверхности деталей из конструкционных материалов за счет их комплексной обработки: получения оптимальной структуры, фазового состава и степени легирования фаз. Как обеспечивается качество формируемого модифицированного слоя или покрытия при ВИПО? Все зависит от структурного состояния исходного материала, способа и вида финишной обработки поверхности детали, технологических возможностей применяемого оборудования и эффективности воздействия плазмы на поверхность детали на всех технологических этапах обработки.
Прежде всего, изменение поверхностной структуры и свойств достигается при одновременном воздействии на деталь газовой и металлической плазмы. При этом могут формироваться структуры различных видов: как градиентные соединения, состоящие из твердых и химических соединений, так и интерметаллидные соединения. Наилучшее сочетание свойств при такой обработке наблюдается в том случае, когда формирование структуры поверхностного слоя начинается с образования твердых растворов, плавно переходящих в химические соединения. Так, при ионном азотировании титанового сплава ВТ6 наилучшее сочетание поверхностной твердости с глубиной диффузионного слоя и триботехническими свойствами наблюдается при формировании фазового состава модифицированного слоя. То есть, вначале происходит образование твердого раствора внедрения азота в α- и β-фазах титана, затем протекает инициированное азотом β → α – превращение на поверхности слоя нитридов необходимого состава.
Изменение свойств поверхности при ВИПО может быть достигнуто за счет нанесения на деталь покрытия из чистого металла и его нитридных, карбидных и оксидных соединений. При этом могут формироваться как монослойные покрытия, так и многослойные многокомпонентные с нанометрической структурой в промежуточных и основных слоях.
Порошковое напыление
Порошковое напыление металлов полимерными материалами является наиболее эффективным способом получения высококачественного покрытия с декоративными или защитными свойствами.
Порошок для распыления представляет собой смесь каучука и цветного пигмента. Его наносят на поверхность с помощью специального электростатического пистолета. При этом порошок приобретает заряд, который способствует эффективному сопряжению с заготовкой.
Для получения качественного покрытия необходимо тщательно подготовить поверхность. Суть процедуры заключается в очистке заготовки от загрязнений и следов коррозии с последующим обезжириванием.
Для использования технологии в промышленных масштабах используют специальные покрасочные линии автоматического или ручного действия.
Напыление металла – одна из самых эффективных технологий модификации поверхности. Обработка позволяет получить покрытие с декоративными или защитными качествами, которые повышают эксплуатационные свойства изделия. А что вы думаете о данной технологии? Какой метод считаете наиболее перспективным? Напишите ваше мнение в блоке комментариев.