Изготовление болтов
Болт относится к стержневым крепежным деталям. Основными его элементами являются собственно стержень с нанесенной на него резьбой, а также ограничительная головка. При закручивании крепежа болт “работает” в паре с гайкой, а для повышения надежности соединения дополнительно может использоваться шайба. Современное изготовление болтов на заказ в Москве выделилось в целое направление металлообработки. Заказчику готовы предложить метизы, имеющие разный шаг резьбы, форму головки и стержня. Болты различаются по прочности, точности, а кроме того, могут выпускаться из разных металлов и сплавов.
Цены на болты разных видов
Основным фактором, влияющим на итоговую стоимость изделия, является масштаб производства. С повышением объема выпуска, за счет оптимизации издержек, снижается себестоимость продукции. Массовым изготовлением болтов и гаек занимаются крупные отечественные и зарубежные предприятия, оснащенные автоматизированными производственными линиями. Они покрывают потребность различных отраслей народного хозяйства в стандартных изделиях.
Мелкие производственные предприятия, оснащенные универсальным токарным оборудованиям, ориентированы на изготовления метизов партиями до 1000 единиц. Технологический процесс требует значительных трудозатрат, по сравнению с массовым и серийным производством, что приводит к удорожанию продукции. К преимуществам единичного производства относят широкий ассортимент продукции – в случае необходимости мелкие компании способны оперативно удовлетворить любую потребность клиента, касательно изготовления метизов нестандартного класса.
К прочим факторам, влияющим на ценообразование, относят тип используемого материала, класс точности, а также вид защитного антикоррозийного покрытия.
Изготовление крепежа
Почему специалисту все-таки может потребоваться выточить болт на заказ, если в любом строительном магазине или на складе эти изделия предлагаются ящиками? Дело в том, что магазины работают с теми изделиями, для которых с гарантией 100% найдется покупатель. То есть типовые, самые ходовые. Всего, что выходит за рамки “классики”, — например, откидного болта или рым-болта — у продавцов может не оказаться. Не стоит также забывать: дилеры устанавливают на товар, купленный на предприятиях, свою наценку, чтобы получить прибыль. Сотрудничество с заводами напрямую поможет избежать значительных переплат.
Технология производства шурупов
Шуруп – это распространенный и широко используемый элемент крепежа, который являет собой металлическую основу с резьбой и окантованной головкой. Его изготовляют из нержавеющей стали или латуни. Оборудование для оснащения производственной линии стоит от 1,2 млн. и зависит от степени производительности, страны-изготовителя, мощности. Если вы планируете прочно закрепиться в выбранной нише и предлагать качественную продукцию с широким ассортиментом, не стоит экономить на техническом оснащении. Сравнительно высокая стоимость оборудования позволит изготовлять качественней шурупы и быстро окупить вложенные затраты и выйти на точку безубыточности.
Оборудование для производства шурупов:
- холодновысадочная автоматика;
- резьбонакаточный автомат со стружкоотделителем;
- автоматизированная линия для термической обработки;
- автоматизированная линия для антикоррозийного покрытия.
Производство шурупов как бизнес состоит из следующих этапов:
- изготовление заготовок – основа заданной длины и шляпки;
- нарезка резьбы;
- термическая обработка в закалочной печи;
- нанесение фосфатированного или оцинкованного покрытия.
Изготовление нестандартных метизов
Наше производство болтов ориентировано на выпуск не только типовых, но и нестандартных (специальных) изделий. Например, болтов из нержавеющей стали: их обработка методом холодной деформации достаточно сложна и требует специальных знаний. Или высокопрочных болтов, которые кроме профессиональной штамповки должны проходить еще и сложную термическую обработку. Мы также предлагаем вам изготовить самоконтрящиеся болты, под головкой которых “прячется” дополнительная зубчатая плоскость для предотвращения самоотвинчивания крепежа.
Технология производства саморезов
Данная группа товаров производится способом холодной штамповки. В качестве сырья принято использовать:
- латунь;
- сталь (стандартная, нержавеющая или высокоуглеродная).
Материал используют в виде проволоки, которая уже скручена в мотки. Технологию производства саморезов можно разделить на следующие этапы:
- подготовка заготовки – разрез проволоки на заданный размер;
- формирование наконечника и головки;
- формирование резьбы;
- закаливание изделия методом быстрого нагревания и охлаждения в закалочном кругу;
- обработка изделия антикоррозийным материалом.
Линия для производства состоит из холодновысадочного и резьбонакатного станка, а также центрифуги для сушки изделия, линии гальваники и закалочной печи. Составляя бизнес-план по производству саморезов, готовьтесь, что больше половины вложений пойдут на покупку оборудования. Скорость работы мини-станка зависит от степени его производительности и может составлять от 50 до 250 штук в минуту. Цена самых простых станков (любого автомата из всей линии) начинается от 80 тыс. руб., более сложное оборудование для производства саморезов варьируется в пределах 500-900 тыс. руб. В любом случае для покупки полной линии необходим стартовый капитал от 600 тыс. руб.
Открыв мини-завод с дорогим оборудованием можно быстрее окупить стартовые вложения, так как производительность таких технологий гораздо выше. Также рентабельность повысится за счет изготовления более качественной продукции и возможности расширить ассортимент.
Болты — востребованные метизы
Универсальная крепежная деталь, о которой мы рассказываем, находит применение в разных сферах. Исходя из запросов потребителей все болты можно разделить на:
- строительные. Изготовлены из особо прочных материалов. Используются при закладке фундаментов, сборке конструкций — от мостов до быстровозводимых построек;
- машиностроительные. Также очень прочные и стойкие к износу изделия. Как правило, снабжены головкой в форме сферы или шестигранника. Используются в сборке разнообразного оборудования. При производстве болтов этого типа следует учитывать их подверженность механическим нагрузкам;
- дорожные. Используются в основном в монтаже ограждений. Различаются по классу прочности в зависимости от назначения. Для противодействия коррозии обычно покрываются слоем цинка;
- мебельные. Должны быть как можно более незаметными, а потому обычно имеют потайные головки. Чтобы полностью “спрятать” этот крепеж, его нередко окрашивают. Такие болты могут использоваться в сборке не только мебели, но и несложных деревянных конструкций.
Техпроцесс штампования болтов — испытанная годами операция
Изготовление болтов на заказ в Москве методом штамповки незаменимо, когда крепеж необходимо выпустить сотнями и тысячами штук. Сначала в металлической заготовке появляются первичные очертания головки, потом она приобретает завершенный вид. Последними этапами создания болта становятся формирование стержня и фаски. Финишная операция чаще выполняется методом резания. Все эти действия выполняются на автоматическом оборудовании, качество которого подтверждено десятилетиями эксплуатации. Но чем больше процессов отслеживает электроника, тем лучше результат.
Из чего делают болты или всё о стали!
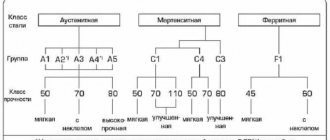
Статьи » Из чего делают болты или всё о стали! Сталь — сплав железа с углеродом (до 2 % С). По химическому составу сталь разделяют на углеродистую и легированную, а по качеству — на сталь обыкновенного качества, качественную, повышенного качества и высококачественную. Сталь углеродистую обыкновенного качества подразделяют на 3 группы: А — поставляемую по механическим свойствам и применяемую в большинстве случаев тогда, когда продукта из нее подвергают горячей обработке (сварка, ковка и др.), которая может подкорректировать регламентируемые механические свойства (Ст0, Ст1 и др.); Б — поставляемую по химическому составу и применяемую для деталей, подвергаемых такой обработке, при которой механические свойства меняются, а уровень их кроме условий обработки определяется химическим составом (БСт0, БСт1 и др.); В — поставляемую по механическим свойствам и химическому составу для деталей, подвергаемых сварке (ВСт1, ВСт2 и др.). Углеродистую сталь обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, СтЗГсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Стбпс, Стбсп. Буквы Ст обозначают «Сталь», ценности — условный номер марки как следует из химического состава, буквы «кп», «пс», «сп» — степень раскисления («кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная). Сталь углеродистая качественная конструкционная по видам обработки при поставке делится на горячекатаную и кованую, калиброванную, круглую со отличительной отделкой плоскости — серебрянку. По требованиям к испытанию механических достоинств сталь подразделяют на5 категорий.
Категория 1 Без испытания механических достоинств на растяжение и ударную вязкость Горячекатаная, кованая, калиброванная, серебрянка
Категория 2 С испытанием механических достоинств на растяжение и ударную вязкость на образцах, изготовленных из нормализованных заготовок размером 25 мм (диаметр или сторона квадрата) Горячекатаная, кованая, калиброванная, серебрянка
Категория 3 С испытанием механических достоинств на растяжение на образцах, изготовленных из нормализованных заготовок указанного в заказе размера, хотя максимально 100 мм Горячекатаная, кованая, калиброванная
Категория 4 С испытанием механических достоинств на растяжение и ударную вязкость на образцах, изготовленных из термически подвергнутых обработке (закалка + отпуск) заготовок указанного в заказе размера, хотя максимально 100 мм Горячекатаная, кованая, калиброванная
Категория 5 С испытанием механических достоинств на растяжение на образцах, изготовленных из сталей в нагартованном или термически подвергнутом обработке состоянии (отожженной или высокоотпущенной) Калиброванная
Легированную сталь по степени легирования разделяют на низколегированную (легирующих элементов до 2,5 %), среднелегированную (от 2,5 до 10 %), высоколегированную (от 10 до 50 %). Как следует из основных легирующих элементов различают сталь 14 групп. К высоколегированным относят: коррозионностойкие (нержавеющие) стали и сплавы, обладающие стойкостью против электрохимической и химической коррозии; межкристаллитной коррозии, коррозии под напряжением и др.; жаростойкие (окалиностойкие) стали и сплавы, обладающие стойкостью против химического разрушения в газовых средах при температуре повыше 50 °С, работающие в ненагруженном и слабонагруженном состоянии; жаропрочные стали и сплавы, работающие в нагруженном состоянии при высоких температурах в течении определенного времени и обладающие при всем при всем при этом нужной жаростойкостью.
Холодная штамповка болтов: основные особенности
Главное отличие холодной штамповки от горячей в том, что заготовка в процессе обработки не нагревается. В процессе этой операции можно предотвратить такие негативные последствия, как сужение и удлинение будущего болта, и механически упрочить его. Эта технология отличается:
- экономичностью — и самого процесса, и расходования материала;
- повышенной серийностью;
- прочностью полученных изделий, их высокой точностью;
- возможностью выпустить болты с широкой вариативностью размеров.
Но чтобы выдержать механический “прессинг”, металл, из которого нужно выточить болт на заказ, должен иметь подходящие характеристики по:
- пластичности,
- составу,
- “механике”.
Заготовка для изготовления крепежа: какой она должна быть? Так как при изготовлении болтов по чертежам важна максимальная точность, к заготовкам для их производства предъявляются строгие требования. Они должны быть изготовлены только из качественного сырья — имеющего высокую пластичность и установленный ГОСТом состав. На поверхности и во внутренней структуре детали не должно быть изъянов. Выбраковываются заготовки с обнаруженными неметаллическими включениями, пузырями, пористой структурой и т.п.
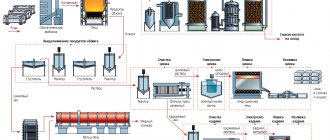
Оборудование, используемое для горячей объемной штамповки
Для обработки металлических деталей методом горячей объемной штамповки используется специальное оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные машины.
Наиболее распространенными являются паровоздушные молоты двойного действия и приводные фрикционные молоты простого действия. Суть их работы заключается в ударном характере деформирующего воздействия на заготовку.
Качественное перераспределение металла достигается при одновременном регулировании хода подвижных деталей и силы удара совместно с кантованием заготовки. Молоты – относительно недорогое оборудование.
В процессе ГОШ чаще всего применяются кривошипные горячештамповочные прессы.

Кривошипный горячештамповочный пресс
К отличительным чертам конструкции штамповочного пресса необходимо будет отнести жесткий привод, который не позволяет менять направление ползуна, отсутствие ударных нагрузок.
Полученные на прессах поковки имеют более высокую точность за счет жесткого хода, особенно по высоте. Это снижает появление припусков на механическую обработку (основное преимущество пресса перед молотом).
Однако, есть и недостатки. При отсутствии предварительной очистки заготовки от окалины, она вжимается в тело поковки. При контакте нагретого металла со стенками пресса происходит остывание заготовки в связи с большим количеством времени, затраченного на процесс деформации.
Тогда начнем
Хотя перед началом описания процесса напомню о необходимости соблюдения правил техники безопасности и необходимости средств индивидуальной защиты, особенно при работе с металлами. По крайней мере, как минимум поликарбонатные защитные очки лучше надеть. Также стоит поставить что-нибудь для сбора стружки, например, кошачий туалетный лоток (если животинка не будет против;-)). Оптимальное положение при работе, как это ни странно будет звучать, сидя. Причем, желательно, на удобном стуле. Привод нужно надежно закрепить на столе, оставив рабочее пространство для своих рук. Инструмент аккуратно разложите рядом, чтобы он постоянно был под рукой. Ну а теперь, собственно, начнем.
Читать также: Зачем нужен конденсатор в электродвигателе
1. Выбираем необходимый материал в соответствии с вашими возможностями и требованиями к детали. При использовании электродрели отрезаем заготовку необходимой длины (обычно я беру длину заготовки внутри патрона + до 5 максимум диаметров заготовки, больше можно, но не желательно – чем выше вылет заготовки из патрона, тем больше биение на начальной стадии обработки). При наличии полого вала длина заготовки может быть любой. Желательно, чтобы длина заготовки была на 5-10 мм больше длины конечного изделия. Оптимальный диаметр заготовки – равен или максимум на 1.5-2мм больше максимального диаметра изделия (оптимально на 0.5-1мм больше – допуск на обработку), иначе придется много и долго точить. О том, как можно центровать отверстие на торце заготовки я писал ранее. Старайтесь зажимать заготовку так, что бы за передний конец патрона она выступала максимум на 1 (один) свой диаметр (можно и до 5, пробуйте, но это тяжелее), иначе сложно выполнять центровку и начало обработки, заготовку отклоняет – возникает биение. Если все-же необходимо точить из длинной заготовки (выступает более чем на 10 диаметров, то сделайте жесткую подпорку – на пару-тройку подшипников оденьте отрезки резиновых трубок и жестко закрепите их под заготовкой, причем расстояние между осями подшипников меньше или равно их (подшипников) радиусу, а установлены они в шахматном порядке. Это заменит заднюю бабку токарного станка – даст дополнительную опору.
Можно использовать и больше таких опор, а заготовку чуть смешать для обработки участка в районе опоры. Но и опоры тогда надо будет в процессе работы выставлять по высоте. Но это не сразу, не для первых проб. Кстати, задняя бабка на токарнике не сильно помогает в обработке очень длинных деталей – при обработке примерно на середине длины деталь все равно выгибается, и чем сильнее давит резец, тем больше изгиб. Обрабатываете торец заготовки плоским напильником, затем надфилем. При необходимости центруете и сверлите отверстие – при вращающейся заготовке и зажатом в патроне или плоскогубцах остром правильно заточенном (это главное, иначе ведет сверло, разбивает и уводит отверстие) сверле просверлить отверстие глубиной 12-15 диаметров сверла не проблема, причем в стали и латуни проще, чем в полистироле (!). Не давите сильно на сверло и не старайтесь просверлить отверстие сразу. Лучше начните более тонким сверлом, а затем понемногу увеличивайте диаметр до необходимого. И просверлите вначале на 1-1.5 диаметра сверла, посмотрите центровку. Если все нормально – продолжайте, а если нет – обработайте торец и центруйте снова.
Небольшое смещение (в районе 0.05-0.1мм) не страшно, оно практически не заметно. Чуть большее смещение можно выровнять – сточите на заготовке (если ее диаметр хотя-бы на 1-1.5мм больше изделия) сторону, противоположную смещению отверстия (обработку нужно вести примерно на 1/3 длины окружности, сводя на «НЕТ» спил). При обработке этот спил сточится, отверстие будет по центру круглого изделия. И не пытайтесь, по возможности, сверлить глубокие (более 5 диаметров) отверстия в торце цилиндрических или шестигранных заготовках вращающимся сверлом при неподвижной заготовке – это сделать очень тяжело и обычно сверло сильно уводит. Отверстие в заготовке идет дугой.
2. На этом этапе можно сделать и профильное отверстие – коническое, ступенчатое, со сферическим расширением – используя соответствующие боры, надфили и фрезы при некотором опыте это сделать несложно. Для конического просто сверлите несколько концентрических отверстий, наименьшее имеет наибольшую глубину, а далее чем больше диаметр, тем меньше глубина отверстия. А затем надфилем или коническим бором обрабатываете поверхность, после чего шлифуете шкуркой.
3. Начинаете обрабатывать заготовку от выступающего края. Мысленно или на чертеже (это лучше) разбейте ее на участки длинной 0.8-1.2 диаметра, иногда можно до 2-х начальных диаметров заготовки. Обработку ведете грубыми напильниками, надфилями, борами (фрезами), зажатыми в бормашине (включенной). Напильник и надфиль не держите на одном месте, постоянно совершайте ими возвратно-поступательные движения – так они лучше срезают материал, поверхность заготовки получается чище и ровнее, а сам инструмент меньше забивается. Положение надфиля и напильника в процессе обработки, его угол относительно оси заготовки подберите экспериментально, посмотрите, как при разных положениях идет процесс обработки. Старайтесь вначале грубо, напильником или фрезой, придать заготовке максимальный диаметр на этом участке, а затем и близкую к необходимой форму. Затем надфилями соответствующего сечения обрабатываете заготовку точно.
Тут могу дать одну рекомендацию, если деталь имеет поверхности двойной кривизны, например, дульная и казенная части орудий 18-19 веков, не стремитесь сделать точно по чертежу, больше доверяйте фотографиям. Делайте по принципу «похоже – непохоже», «нравится – не нравится» вместо обычного «соответствует – не соответствует». Чем ближе вы подходите к желаемому профилю изделия, тем слабее давление на инструмент (надфиль и напильник). Бормашину и фрезы на этом этапе лучше не использовать – высока вероятность снять слишком много материала, да и соскок фрезы может сильно повредить изделие. Исправить такое часто невозможно.
На основании собственных наблюдений могу сказать, что нет двух абсолютно одинаковых надфилей и напильников. Все они немного отличаются и по-разному себя ведут. Профиль надфиля для обработки конкретного места нужно подбирать исходя из собственного опыта, дать конкретные рекомендации сложно. Например, треугольным хорошо нарезать тонкие канавки и обрабатывать торец при ступенчатой форме изделия. Прямоугольный надфиль не позволяет так точно обработать кромку «ступеньки». 4. После окончания обработки данного участка выключаете привод и выдвигаете заготовку на длину обрабатываемого участка, опять повторяете обработку. На чертеже (если вы его используете) полезно нанести диаметры на начале и конце обрабатываемого участка, а также ширину и высоту (глубину) выступов (поясов) и проточек, их положение от торца детали. Это позволит ускорить процесс обработки. Положение поясов и проточек хорошо разметить на заготовке (после обработки по максимальному диаметру на данном участке) вначале тонким маркером, а затем проточить ребром треугольного надфиля – так вы их будете видеть в процессе работы и получите возможность ориентироваться по ним.
Читать также: Консистентная смазка для редукторов
5. Продолжаете выполнять пункт 3 до конца вашего изделия. Затем тонким надфилем и наждаком убираете следы переходов при обработке, если таковые есть. На данном этапе контролируете конечный вид изделия. Заготовку шлифуете, при необходимости полируете (войлок, стеклоткань (для стали, алюминия, латуни – самое то!), просто грубая ткань, затем войлок или фетр с пастой ГОИ или аналогами).
6. Отрезаете изделие от заготовки ножевидным надфилем или алмазным (вулканитовым) диском бормашины (вот для этого заготовка нужна длиннее, она еще в патроне привода и вращается). Заготовку (уже почти готовое изделие) придерживаете, в конце отрезания работайте аккуратно! По возможности стоит уменьшить обороты привода. Затем изделие по возможности зажимаете в патрон привода и обрабатываете заднюю часть. Это можно сделать и вручную. Если не хотите поцарапать – наденьте на него (изделие) предварительно защиту. Для этого удобно, например, использовать термоусадочный изолятор. По окончании всех работ изолятор аккуратно надрезаете ножом (лезвие смотрит от изделия) и снимаете.