Шероховатость поверхности напрямую влияет на характеристики детали и долговременность её работы. Практически любой элемент механизма связан с трением. В случае если детали при эксплуатации соприкасаются друг с другом, то качество их изготовления напрямую будет влиять на процесс износа и степень уплотнения.
В процессе работы с любым металлом на нём образуются дефекты, которые влияют на характеристики готового изделия. Любая неровность увеличивает коэффициент шероховатости. Определяется она двумя параметрами – высотой неровностей по десяти точкам (Rz) и средним арифметическим отклонением профиля (Ra).
В чем измеряется шероховатость поверхности
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra.
Rz — это высота неровностей профиля по 10 точкам в то время как Ra — это среднее арифметическое отклонение профиля.
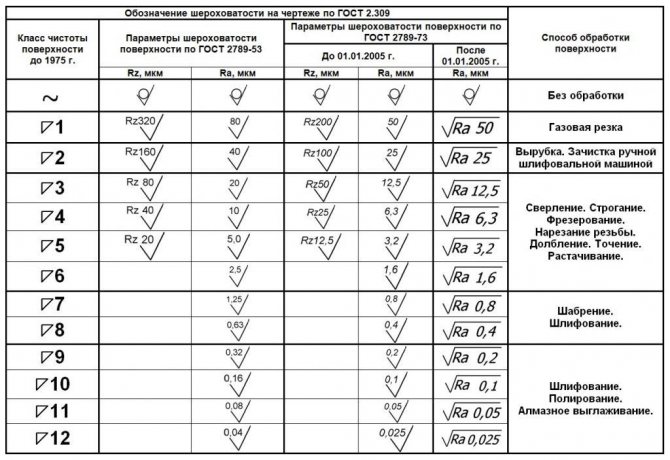
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Роль и значение
Шероховатость играет важную роль в определении того, как реальный объект будет взаимодействовать с окружающей средой. В трибологии шероховатые поверхности обычно изнашиваются быстрее и имеют более высокие коэффициенты трения, чем гладкие. Шероховатость часто является хорошим предиктором характеристик механического компонента, поскольку неровности на поверхности могут образовывать места зарождения для трещин или коррозии. С другой стороны, шероховатость может способствовать адгезии. Вообще говоря, вместо масштабных дескрипторов, кросс-масштабные дескрипторы, такие как поверхностная фрактальность, обеспечивают более значимые предсказания механических взаимодействий на поверхностях, включая жесткость контакта и статическое трение. Шероховатость поверхности — это довольно сложный параметр, подробности о котором можно узнать ниже.
Канал ДНЕВНИК ПРОГРАММИСТА
Жизнь программиста и интересные обзоры всего. Подпишись, чтобы не пропустить новые видео.
Средства измерения шероховатости поверхности
Шероховатость поверхности можно измерить двумя способами:
- Визуальный метод сравнения поверхности с эталоном (сравнение на ощупь)
- Прибором для измерения шероховатости
Для экспресс оценки в машиностроительной, ремонтной и приборостроительной отраслях промышленности, где допускаются отклонения от проектной величины, как правило, используют визуальный метод сравнения. В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
Для более точного измерения шероховатости поверхности, в местах где требуется строгое соответствие проектным величинам, применяют специальные приборы: профилометры или профилографы. С помощью профилографа получают так называемую профилограмму, которая требует дополнительной расшифровки, в то время как профилометр сразу показывает точное значение неровности по заданным параметрам. Существуют как портативные профилометры применяемые в «полевых» условиях, так и стационарные приборы, которые используются в метрологических лабораториях для непосредственной калибровки эталонов шероховатости, а так же в учебных целях.
Исходя из выше сказанного можно сделать вывод, что контроль поверхности важно проводить в тех случаях, когда необходимо износостойкость, антикоррозийную стойкость и исключить возможность появления поверхностных трещин от усталости металла. Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида.
Применяемые методы контроля
Шероховатость поверхности может оцениваться самыми различными методами. Контроль может проводится на различных этапах, в некоторых случаях он визуальный, в других предусматривает применение специальных инструментов. Наиболее распространенными методами контроля шероховатости поверхности можно назвать:
- Компараторы.
- Электронные приборы.
- Микроскопы.
- Метод реплик согласно стандартам ISO.
- Профилометр.

Профилометр Mahr Marsurf PS1
компаратор СА507 + СА3600A


Шероховатость поверхности контролируют в процессе обработки материала или после выпуска продукции при определении его качества. Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность. Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1. Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
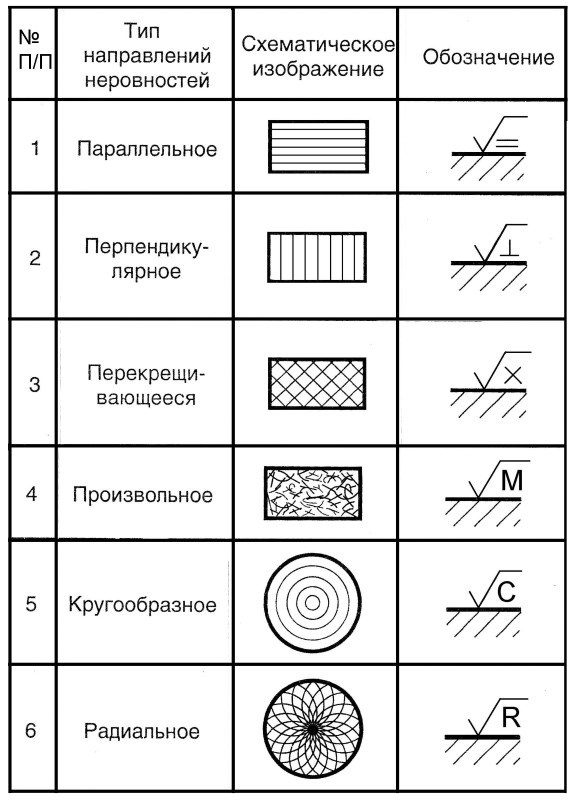
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Приборы контактного действия
Принципиальная схема контактного профилометра с индуктивным преобразованием сигнала включает в себя:
- Щуп с алмазным наконечником.
- Преобразователь.
- Механизм перемещения щупа.
- Усилитель электрического сигнала.
- Аналогово-цифровой преобразователь.
- Дисплей, либо стрелочный индикатор.
- Датчики обратной связи, управляющие движением щупа.
- Реле времени.
- Переключатель диапазонов измерения.
Типовым представителем этого класса измерительной техники считается профилометр модели 296, которым можно замерить шероховатость плоских поверхностей. Основные технические характеристики устройства приведены ниже:
SJ-210 Surfest.
- Измерительный диапазон шероховатости, мкм – 0,02…10,0;
- Количество рабочих диапазонов оценки – 3;
- Систематическая погрешность, % — 2;
- Параметр шага, мм – 0,004…2,5;
- Скорость отслеживания результата, мм/с – 1;
- Питание – от сети переменного тока.

Измеритель типа 296 и им подобные (например, модели 130) из-за больших габаритов позволяют определять шероховатость изделий в условиях цеховых лабораторий.
Профилометром портативного типа, который работает по тому же принципу, является российский прибор модели ТR-100, включающий в себя пьезоэлектрический преобразователь. Он позволяет контроль шероховатости, если деталь имеет не только плоские, но и на выпуклые/вогнутые поверхности. Калибровка показаний для готовности прибора к работе производится узлом, встроенным в основную схему. ТR-100 обладает увеличенным диапазоном (0,05…50 мкм), но при тех же значениях производительности отличается несколько меньшей точностью — ±12 %.
Обозначения отклонения неровности поверхностей
На чертеже шероховатость указывается согласно приведённой ниже схеме.
Как видно, внешнее обозначение напоминает математический квадратный корень с соответствующими надписями в определенных местах. Каждая такая надпись характеризует определенный параметр шероховатости. Разберем их более подробно.
В левом верхнем углу указывается значение шероховатости по Ra и Rz. При чем стоит отметить, что если показано просто число, то автоматически это имеется ввиду Ra. Для обозначения Rz, необходимо дополнительно дописать буквенное примечание.
Существует три разновидности формы этого математического корня:
Треугольник без верхнего основания указывает, что способ получения шероховатости не задан конструктором
Есть требования к качеству поверхности, а каким способом оно будет достигнуто (шабрение, полировка и прочее) неважно. С кругом в вершине. Поверхность не нуждается в дополнительном улучшении. С верхним подчеркиванием
Этот знак говорит, что шероховатость должна достигаться обязательным снятием слоя металла.
В зоне над полкой прописывается тип механической обработки с помощью которой нужно довести поверхность до заданного значения Ra и Rz. Обычно сюда прописываются такие термины как «полировать», «шабрить» и прочее виды механической обработки.
В левом нижнем углу под полкой прописывается направление линий неровностей шероховатости. Разберем этот параметр на примере. Допусти Вам нужно прошлифовать поверхность стола абразивным кругом. В зависимости от того как Вы будете направлять инструмент пойдут линии шероховатости. Если будете его водить кругами, то Вы увидите волны от следов круга. Если движения будут пересекать друг друга, то плоскость стола будет в крестах. Это и регулирует данный параметр
В некоторых случаях это не важно, а некоторых имеет решающее значение
Справа от направлений линий неровностей становиться значение базовой длины, на которой измеряется шероховатость. Ее значение стандартизировано и необходимы для того, чтобы минимизировать воздействие на точность измерения плоскостью прогиба самой поверхности.
Механика
Вам будет интересно:Вандейский мятеж и его значение в истории Франции
Структура поверхности играет ключевую роль в управлении механикой контакта, то есть механическое поведение, проявляющееся на границе раздела между двумя твердыми объектами, когда они приближаются друг к другу и переходят из условий бесконтактности в полный контакт. В частности, нормальная контактная жесткость определяется преимущественно структурами шероховатости (наклон поверхности и фрактальность) и свойствами материала.
С точки зрения инженерных поверхностей, шероховатость считается вредной для характеристик детали. Как следствие, большинство производственных отпечатков устанавливают верхний предел шероховатости, но не нижний. Исключение составляют отверстия цилиндра, в которых масло сохраняется в профиле поверхности и требуется минимальная шероховатость поверхности (Rz).
Влияние шероховатости на работу деталей
Как упоминалось ранее, в процессе придания металлическому листу нужной конфигурации на местах воздействия остаются шероховатости – небольшие впадины и гребешки, влияющие на определение класса обработки металла. Они могут возникнуть вследствие неровности режущего инструмента или вибраций, возникающих в ходе работы, остаться как отпечаток неровности на самом штампе или форме и т. д.
Наличие шероховатости детали, установленной в машину или другой агрегат, может привести к:
- некорректному сопряжению элементов за счет смятия материала или ускоренному износу выступов детали;
- падению прочности соединения, дефектам при наложении лакокрасочных и гальванических покрытий;
- некорректным результатам геометрических измерений элемента;
- снижению жесткости стыковых соединений;
- разрушению уплотнений, сопряженных с поверхностями валов;
- снижению усталой прочности элемента за счет концентрации напряжения в шероховатостях;
- ускоренному окислению и порче металла и др.
Описание
Действие прибора основано на принципе ощупывания неровностей измеряемой поверхности щупом (алмазной иглой) в процессе перемещения индуктивного датчика вдоль измеряемой поверхности и последующего преобразования возникающих при этом механических колебаний щупа в цифровой сигнал.
В комплект поставки прибора входит индуктивный датчик с опорой на измеряемую поверхность. Датчик закрепляется в электромеханическом приводе, с помощью которого он перемещается по горизонтальной измеряемой поверхности. В вертикальном направлении, для обеспечения контакта датчика с измеряемой деталью, привод с датчиком устанавливается непосредственно на детали или на стойке, на которой также устанавливается измеряемая деталь. Питание датчика, управление приводом, формирование и обработка сигнала и измерительной информации осуществляется с помощью информационно-вычислительного блока, выполненного в виде платы, встраиваемой в компьютер, привод или в выносной блок компьютера. Управление профилометром осуществляется с клавиатуры привода или персонального компьютера.
Данные с прибора могут быть обработаны посредством специального программного обеспечения, которое производит расчет параметров шероховатости, задавая требуемые условия измерений, выводит на экран профилограмму измеренного профиля, выделяет на ней отдельные участки и производит расчет значений параметров шероховатости, выделяет отдельные элементы профиля и определяет их геометрические параметры (линейные размеры, углы наклона), а также производит накопление и хранение результатов измерений и их статистическую обработку.
Но рассмотрим эти приборы более подробно:
1) Профилометр
— прибор, который предназначается для измерения шероховатости контактным методом. Контактный метод означает, что по исследуемой поверхности перемещается специальная алмазная игла, колеблющаяся от неровностей поверхности. Такие колебания иглы передаются на датчик, где преобразуются в малые электрические токи, которые, в свою очередь, усиливаются гальванометром и регистрируются. Показания выводятся на дисплей прибора и дают представление о характере неровностей исследуемой поверхности — их высоте и глубине. Часто, для оценки шероховатости выбираются другие параметры — средневзвешенные, амплитудные, суммарные и деленые на длину поверхности.
Попробуем вкратце описать, как же работает профилометр, из чего состоит, на чем базируется принцип его действия.
Итак, как и в любом измерительном устройстве, у профилометра должен быть объект измерения, измерительный источник сигналов (генератор сигналов), блок обработки сигналов и блок вывода результатов измерений. Объектом, в данном случае, является поверхность, шероховатость которой необходимо измерить. В качестве генератора сигналов, используется тонко заточенная игла, чаще всего — алмазная, но встречаются профилометры с иглами из твердых сплавов. Игла перемещается вдоль поверхности, перпендикулярно её плоскости, при этом, на шероховатой поверхности, неизбежно, возникают колебания иглы. Такие механические колебания являются первичным сигналом, который при помощи преобразователя — индуктивного, ёмкостного или пьезоэлектрического — преобразуется в токовый. После этого, электрический сигнал поступает на электронный усилитель, после чего интегрируется и визуализируется. Таким образом, на дисплее можно увидеть уже усредненный параметр, характеризующий не только количественные, но и качественные показатели неровности и шероховатости поверхности.
Профилометры принято различать в зависимости от вида трассы интегрирования.
Это интересно: Измерения штангенциркулем — резьбовых соединений, протекторов шин, линейных размеров
По этому признаку выделяют приборы:
– Профилометр с постоянной трассой интегрирования
, трасса ощупывания в которых, равна, по длине, трассе интегрирования. Таким образом, результаты измерений можно увидеть только в конце, при завершении процедуры.
– Профилометр обладающий скользящей трассой интегрирования
, в котором трасса ощупывания в несколько раз длиннее трассы интегрирования. Таким образом, отсчет показаний и результатов измерения производится одновременно с перемещением иглы по поверхности.
К тому же, существуют профилометры с механотронными преобразователями
, которые измеряют параметры неровностей, указывая среднее арифметическое значение отклонения профиля – Ra.
Большинство приборов оснащены анализатором, который позволяет судить о неровностях поверхности по гармоническим колебаниям сигнала от иглы.
Погрешность профилометра обычно колеблется впределах от ±25%, до ±10%.
В качестве примера профилометра можно привести профилометр модели 130. Данный прибор внесен в Госреестр средств измерений. Работает путем подключения к компьютеру и настройкой специальной программой. Профилометр модели 130 является лабораторным стационарным прибором высокой точности.
Также стоит выделить профилометр «СЕЙТРОНИК-ПШ8-1» из линейки профилометров СЕЙТРОНИК. Эти приборы являются переносными, имеют подключение к компьютеру через порт RS232, и позволяют производить основные измерения параметров шероховатости с достаточной точностью.
2) Профилограф
– это прибор, который, идентично профилометру, предназначается для контроля параметров шероховатости поверхности, однако, имеет от него отличия в плане вывода результатов измерений. В профилографе результаты измерений представляются в виде кривой – профилограммы, определяющей волнистость и шероховатость. Обработка результатов производится графоаналитическим методом.
Конструктивно, профилограф состоит из нескольких блоков, а именно: измерительного, преобразовательного и записывающего
.
Первый блок – называется измерительным
, поскольку именно в нем получается сигнал, который является основой всего измерения. На основании этого сигнала и строится, в последствии, кривая, характеризующая микронеровности. Данный блок состоит, как правило, из иглы, привода иглы и измерительного столика.
Второй блок – электронный преобразовательный
, в котором сигнал из первого блока усиливается и преобразуется при помощи специальных электронных преобразователей.
Третий блок – записывающий
, на который поступает обработанный сигнал со второго блока. Обработанный сигнал, при помощи записывающего устройства, аналогового или электронного, преобразуется в профилограмму в увеличенном масштабе. При этом, в качестве материала для вычерчивания профилограммы может выступать металлизированная бумага, светочувствительная бумага или специальная пленка.
Таким образом, принцип действия профилографа, мало чем отличается от принципа действия профилометра, единственным отличием, здесь, является отображение результатов не на экране в виде числовых значений, а графически.
Профилограмма записывается устройством в увеличенном масштабе, при этом, по горизонтали увеличение достигает 100 000 раз, а по вертикали от 400 до 200 000 раз. Благодаря увеличению, расшифровку делать становится гораздо удобнее.
Погрешность профилографа не выходит за рамки ±5-10 %.
Помимо перечисленных устройств: профилометров и профилографов, существуют комбинированные приборы, называемые профилографы-профилометры.
3) Профилограф-профилометр
– приборы данного типа предназначаются для записи измеренных параметров микронеровностей поверхности на бумажный носитель (например, электротермическую бумагу), и одновременного наблюдения, в режиме реального времени, за результатами проводимых измерений при помощи показывающего устройства – цифрового или аналогового.
Самыми распространёнными профилографами-профилометрами являются приборы «Сейтроник-ПШ8» различных модификаций. Так, например, выпускаются модели СЕЙТРОНИК-ПШ8-4, СЕЙТРОНИК-ПШ8-3 и СЕЙТРОНИК-ПШ8-2 , которые отличаются шагом длины трассы ощупывания, наличием/отсутствием встроенного принтера, параметрами увеличения.
Принцип действия профилографа-профилометра идентичен принципам действия приборов, входящих в его название. Также, как и вышеописанные приборы, он работает путем ощупывания контролируемой поверхности заточенной иглой с малым радиусом закругления и преобразовании колебаний от иглы в электрический сигнал, а также последующего мониторинга и записи результатов.