Сверление рессор
Для того чтобы просверлить лист рессоры необходимо использовать разнообразное оборудование и инструмент:
- механическую ручную дрель;
- дрель электрическую;
- сверлильный станок.
Дрели электрические – это специальный инструмент, наиболее часто используемый для проведения различных работ при ремонте. Питание дрелей осуществляется от сети напряжением 220 В или блока аккумуляторов. В качестве силового элемента в дрелях используются электродвигатели мощностью 500 — 1200 Вт, а для изменения скорости применяются переключатели скорости вращения вала и регулятор оборотов.
При возникновении необходимости, когда требуется просверлить отверстие в рессоре машины в условиях мастерской для осуществления операций, могут использоваться различные типы станков:
- сверлильный настольный;
- агрегатно-сверлильный;
- вертикально сверлильный;
- радиально-сверлильный.
Наиболее часто для выполнения операций по сверлению отверстий используются вертикально-сверлильные станки, которые обеспечивают необходимую скорость обработки и точность.
Лист рессоры производится из металла обладающего высокой прочностью и для обработки требует выполнения специальной технологии и использования особо прочных свёрл.
Процесс сверления рессоры в домашних условиях разбивается на несколько операций:
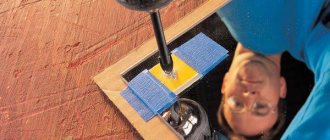
- На лист с помощью фломастера наносится точка, где будет производиться сверление и с помощью керна делается насечка.
- Для того, чтобы сделать отверстие в рессоре необходимо использовать 3 сверла, имеющие разный диаметр, например, для отверстия 10 мм необходимо использовать сверла с диаметром – 3, 6, 10 мм, что значительно упрощает трудоемкость операции и снижает возможность перегрева. При сверлении необходимо периодически сверло и место на металле, где производится обработка необходимо смазывать машинным маслом, что позволяет снизить нагрузку и одновременно охладить соприкасающиеся рабочие поверхности.

Сверление рессоры ручной дрелью
При использовании электродрели необходимо подбирать модель имеющую мощность 1 — 1,2 кВт и оснащенную регулятором скорости вращения зажимного патрона. Рекомендуемые обороты, необходимые для сверления листа находятся в пределах 500 — 1000 об/мин. Для того, чтобы просверлить лист можно использовать также шруповерт имеющий низкую скорость вращения рабочего вала. Необходимо также прилагать умеренную силу при давлении на дрель при сверлении. В ходе рабочего процессе затупившиеся сверла необходимо своевременно затачивать, для снижения нагрева и ускорения сверления. Для облегчения заточки сверл лучше использовать специальное приспособление с обязательным соблюдением симметричности центральной части сверла. Нарушение центровки приводит к образованию отверстия большего диаметра, чем необходимо. Кромки должны быть обязательно одинакового размера. Угол заточки должен соответствовать 120°, что подходит для работы с большинством материалов.
- Перед тем как просверлить лист необходимо в обязательном порядке произвести его жесткую фиксацию в зависимости от используемого оборудования с помощью тисков, струбцин или специальных зажимов.
Для снижения нагрузки на оборудование и инструмент можно использовать также метод сверления, когда лист рессоры предварительно нагревается. Для этого на лист рессоры наносится точная метка фломастером, где будет производиться сверление и с помощью керна делается насечка, далее лист рессоры нагревается с помощью газовой горелки докрасна и производится сверление отверстия требуемого диаметра. Для восстановления характеристик лист снова нагревается на горелке докрасна и охлаждается в ванне с маслом (закаливается).
Общие принципы сверления
Сверление отверстий — это наиболее распространенное занятие ремонтника, поэтому важно знать несколько основных правил, которые позволят избежать ошибок при проведении ремонтных работ:
- Выбор подходящего инструментария. В магазинах, специализирующихся на продаже предметов для выполнения ремонтных работ, представлено множество сверл. Каждое используется для конкретного рода материалов, поэтому не стоит выбирать для сверления дерева, сверло по кирпичу.
- Определение разметки. Разметка обозначается на материале с помощью маркера. Чтобы избежать скольжения дрели по материалу, под маркер следует наклеить бумажный скотч.
- Определение оптимальной скорости сверления. В данном случае значение имеет как материал, так и диаметр лезвия. Если используются сверла с диаметром не более 3 мм, то все манипуляции следует проводить на низких оборотах.

Ремонтные работы следует выполнять в перчатках
Использование режущего инструмента
Важную роль в операции, когда необходимо просверлить лист рессоры играет тип используемого инструмента. Для сверления металлов используются следующие типы режущего инструмента, изготовленные из сверхпрочных сталей и сплавов:
- низкоуглеродистой и автоматной стали (с показателем до 550 N/мм 2 );
- высокоуглеродистой стали (с показателем 350 — 850 N/мм 2 );
- среднеуглеродистой стали (с показателем 450 — 700 N/мм 2 );
- низколегированной стали (с показателем 600 — 900 N/мм 2 );
- среднелегированной стали (с показателем 700 — 1000 N/мм 2 );
- инструментальной высоколегированной стали (С показателем 900 — 1200 N/мм 2 );
- высокопрочной стали (с показателем 1200 — 1500 N/мм 2 );
- закаленной стали (с показателем 45 — 63 HRC);
- сплавов никеля (свыше 35 HRC);
- сплавов титана.
Твердосплавные сверла используются при работе с изделиями из сверхтвердой стали, что позволяет значительно повысить срок эксплуатации инструмента с одновременным повышением производительности проводимых операций. Сверла производятся более короткими по сравнению со стандартными с уменьшением длины на 20-35%, что обусловлено возможностью ограничения циклов переточки непосредственно зависит от длины пластин. В данном типе сверл используется угол винтовой канавки равный от 20° до 60°. Большинство сверл при изготовлении подвергается термической закалке до твердости HRC 56-62 и осуществляется одновременно с напайкой твердосплавных пластин. Для производства пластин используется твердые сплавы марок ВК 6, ВК 8, а также вольфрамокарбидной группы. Данный тип сверл более эффективен по сравнению с быстрорежущими сверлами, что позволяет сократить время, когда требуется просверлить отверстия в обрабатываемом изделии.
Твердосплавные режущие инструменты обладают рядом преимуществ:
- высокой устойчивостью к разрушению;
- высокой точностью;
- более высокой скоростью подачи;
- хорошими показателями ведения и центрирования.
Использование твердосплавленных сверл позволяет производить обработку рессоры с наименьшими усилиями и за короткий временной период.
Для определения необходимой скорости сверления металла можно воспользоваться формулой:
- где V – скорость сверления (м/мин.);
- D – диаметр используемого сверла (мм);
- N – количество оборотов вращения (об/мин.);
- π – величина постоянная равная 3,14;
- тогда n = 1000 × V/π×D (об/мин).
Для повышения прочности режущих кромок производятся сверла с пластинками из твердых сплавов. Данный тип сверл может использоваться для обработки автомобильных рессор. На промышленных предприятиях производятся сверла с пластинами из твердых сплавов:
- прямыми канавками;
- косыми канавками;
- винтовыми канавками.
Для обработки рессор можно использовать сверла, с винтовыми канавками позволяющие производить операции с наибольшей эффективностью.
Особенности термической обработки
Результатом высокотемпературной обработки быстрорежущих сталей становится изменение структуры материала для получения определенных физико-механических свойств, требуемых при работе с данным инструментом.
Отжиг
HSS-сталь после процесса прокатки и ковки приобретает повышенную твердость и внутреннее напряжение. В связи с этим заготовки предварительно подвергаются отжигу. Отжиг снимает внутреннее напряжение материала, улучшает обрабатываемость и подготавливает ее для закалки.
Процесс отжига происходит при температуре около 850-900оС. Тем не менее следует опасаться излишнего повышения температуры и длительности выдержки, потому что сталь при этом может получить повышенную твердость. В связи с пониженной теплопроводностью сплава нагрев осуществляется медленно и равномерно.
Изделия загружают в печь при температуре 200-300оС, при этом увеличивают последующий нагрев со скоростью 150-200о/час. Процесс оканчивается медленным охлаждением: сначала в печи до 650оС, а затем до комнатной температуры на открытом воздухе.
Машиностроительные заводы небольшое количество заготовок подвергают изотермическому отжигу. Их нагревают до 880-900оС короткое время, а затем переносят в печь с температурой не выше 720-730оС на 2-3 часа. Для защиты от появления излишних внутренних напряжений заготовки охлаждают в печи до 400-450оС, а затем оставляют на открытом воздухе.
Обычный отжиг длится дольше, чем изотермический процесс. В последующем заготовки проходят механическую обработку, а затем инструмент подвергается окончательному процессу термической обработки — закалке и отпуску.
Закалка
Инструменты, выполненные из быстрорежущей стали, подвергаются закаливанию при температурах свыше 1300оС. После процесса закалки происходит многократный отпуск при 550-560оС. Такая температура необходима для растворения в аустените большого количества карбидов для получения высоколегированного аустенита.
При дальнейшем охлаждении получается высоколегированный мартенсит, который содержит большое количество вольфрама, ванадия и хрома. Мартенсит не распадается во время нагрева до 600оС, что придает быстрорежущей стали красностойкость.
Для получения высоких показателей красностойкости температура во время закалки должна быть очень высокой. Однако есть предел, при повышении которого в быстрорежущей стали начинается быстрый рост зерна и происходит оплавление.
Отпуск
Закаленная быстрорежущая сталь в обязательном порядке проходит процесс отпуска. При температуре 550-560оС проводится многократный процесс с промежутками по 1 часу. Цель отпуска заключается в превращении аустенита в мартенсит. Быстрорежущая сталь проходит два внутренних процесса:
- При нагревании и последующем отпуске из остаточного аустенита выделяется измельченный карбид. Вследствие чего легирование аустенита понижается, что способствует легкому превращению в мартенсит.
- Во время охлаждения при 100-200оС получается мартенсит. При этом также снимается внутреннее напряжение, возникшее при закалке.
В наше время чаще всего на заводах применяют процесс ускоренного отпуска стали, который проходит при повышенных температурах.
Сверление отверстий в металле. 7 хитростей. Это вам пригодится
Возможно, вам нечасто приходится сверлить металл, но знание этих правил существенно упростит процесс и сэкономит много времени.
Первый совет может показаться банальным, но пренебрегать им не стоит.
1.Кернение точки сверления
Металл перед сверлением необходимо кернить
. Это нужно, чтобы сверло не уводило в строну. Чем
сильнее керним
, тем
меньше гуляет сверло.
Кернение места сверления.
2.Обороты и диаметр свёрел
Чемменьше диаметр сверла
, тем на более
высоких оборотах
следует сверлить. Так сверло меньше ломается.
Это правило работает почти всегда.
3.Охлаждаем сверло
Используйте СОЖ(смазочно-охлаждающие жидкости)
— масла, эмульсии. Если нет специальных СОЖ, то можно использовать и
обычную воду-это лучше, чем ничего
. Особенно
если глубина сверления большая и сверло сильно нагревается.
Разных типов СОЖ достаточно много.
4.Заточка
Следите за заточкой сверла
, если оно при сверловке
издаёт свистящий
звук — значит оно
затупилось
.
Нет смысла продолжать им сверлить — так вы испортите сверло окончательно. Точим и продолжаем работу.
5.Метка
Метка полезна
как при сверлении
сквозных
, так и
глухих отверстий.
При сверлении глухих отверстий нам проще контролировать глубину сверления.
Как просверлить рессору в домашних условиях?

При проведении ремонтных работ или модернизации возникает необходимость сверления отверстий в рессорах машины. Выполнение данной операции требует специального оборудования и применения сверхпрочных режущих инструментов.
Сверление рессор
Для того чтобы просверлить лист рессоры необходимо использовать разнообразное оборудование и инструмент:
- механическую ручную дрель;
- дрель электрическую;
- сверлильный станок.
Дрели электрические – это специальный инструмент, наиболее часто используемый для проведения различных работ при ремонте. Питание дрелей осуществляется от сети напряжением 220 В или блока аккумуляторов. В качестве силового элемента в дрелях используются электродвигатели мощностью 500 — 1200 Вт, а для изменения скорости применяются переключатели скорости вращения вала и регулятор оборотов.
При возникновении необходимости, когда требуется просверлить отверстие в рессоре машины в условиях мастерской для осуществления операций, могут использоваться различные типы станков:
- сверлильный настольный;
- агрегатно-сверлильный;
- вертикально сверлильный;
- радиально-сверлильный.
Наиболее часто для выполнения операций по сверлению отверстий используются вертикально-сверлильные станки, которые обеспечивают необходимую скорость обработки и точность.
Лист рессоры производится из металла обладающего высокой прочностью и для обработки требует выполнения специальной технологии и использования особо прочных свёрл.
Процесс сверления рессоры в домашних условиях разбивается на несколько операций:
- На лист с помощью фломастера наносится точка, где будет производиться сверление и с помощью керна делается насечка.
- Для того, чтобы сделать отверстие в рессоре необходимо использовать 3 сверла, имеющие разный диаметр, например, для отверстия 10 мм необходимо использовать сверла с диаметром – 3, 6, 10 мм, что значительно упрощает трудоемкость операции и снижает возможность перегрева. При сверлении необходимо периодически сверло и место на металле, где производится обработка необходимо смазывать машинным маслом, что позволяет снизить нагрузку и одновременно охладить соприкасающиеся рабочие поверхности.
Сверление рессоры ручной дрелью
При использовании электродрели необходимо подбирать модель имеющую мощность 1 — 1,2 кВт и оснащенную регулятором скорости вращения зажимного патрона. Рекомендуемые обороты, необходимые для сверления листа находятся в пределах 500 — 1000 об/мин. Для того, чтобы просверлить лист можно использовать также шруповерт имеющий низкую скорость вращения рабочего вала. Необходимо также прилагать умеренную силу при давлении на дрель при сверлении.
В ходе рабочего процессе затупившиеся сверла необходимо своевременно затачивать, для снижения нагрева и ускорения сверления. Для облегчения заточки сверл лучше использовать специальное приспособление с обязательным соблюдением симметричности центральной части сверла. Нарушение центровки приводит к образованию отверстия большего диаметра, чем необходимо. Кромки должны быть обязательно одинакового размера.
Угол заточки должен соответствовать 120°, что подходит для работы с большинством материалов.
- Перед тем как просверлить лист необходимо в обязательном порядке произвести его жесткую фиксацию в зависимости от используемого оборудования с помощью тисков, струбцин или специальных зажимов.
Для снижения нагрузки на оборудование и инструмент можно использовать также метод сверления, когда лист рессоры предварительно нагревается. Для этого на лист рессоры наносится точная метка фломастером, где будет производиться сверление и с помощью керна делается насечка, далее лист рессоры нагревается с помощью газовой горелки докрасна и производится сверление отверстия требуемого диаметра. Для восстановления характеристик лист снова нагревается на горелке докрасна и охлаждается в ванне с маслом (закаливается).
Использование режущего инструмента
Важную роль в операции, когда необходимо просверлить лист рессоры играет тип используемого инструмента. Для сверления металлов используются следующие типы режущего инструмента, изготовленные из сверхпрочных сталей и сплавов:
- низкоуглеродистой и автоматной стали (с показателем до 550 N/мм2);
- высокоуглеродистой стали (с показателем 350 — 850 N/мм2);
- среднеуглеродистой стали (с показателем 450 — 700 N/мм2);
- низколегированной стали (с показателем 600 — 900 N/мм2);
- среднелегированной стали (с показателем 700 — 1000 N/мм2);
- инструментальной высоколегированной стали (С показателем 900 — 1200 N/мм2);
- высокопрочной стали (с показателем 1200 — 1500 N/мм2);
- закаленной стали (с показателем 45 — 63 HRC);
- сплавов никеля (свыше 35 HRC);
- сплавов титана.
Ковка ножа из рессоры проходит в несколько этапов
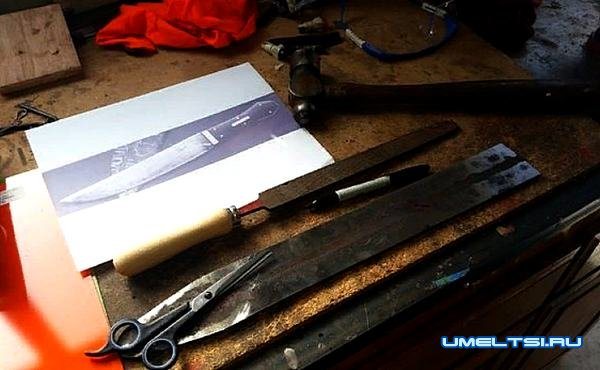
Этап 1.
В первую очередь нужно собрать все материалы для работы, чтобы они были наготове. У автора исходным материалом послужил лист рессоры от старой машины.

Поскольку рессора выполнена в изогнутой форме, то ее необходимо выгнуть. Это делается так: металл нагревается, после чего постепенно остывает. Для нагрева подойдет горелка, также можно просто положить лист рессоры в хорошо разожженный костер.После того, как заготовка остынет, нужно взять молоток и наковальню, и обработать рессору так, чтобы она стала прямой пластиной. После отпуска металл стал более мягок, он будет легко поддаваться резке, сверлению, и т. д.
Этап 2.
Сначала нужно изготовить шаблон ножа. Автор использовал готовый шаблон из интернета. Если есть желание – его можно улучшить. После распечатки шаблона бумагу нужно наклеить на картон и ножницами вырезать шаблон. Подержав его в руках, мы можем прикинуть, как будет выглядеть нож из рессоры.После этого нужно приложить шаблон к металлу и обвести маркером.
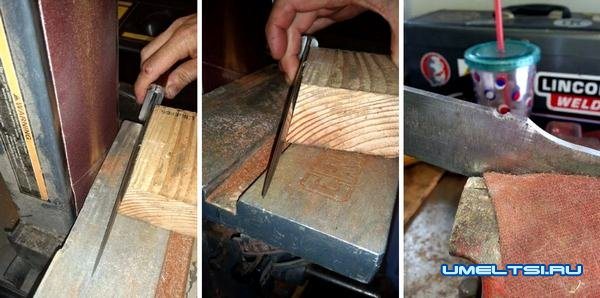
Этап 3.
Сейчас мы приступаем к самому тяжелому этапу работы – нам нужно вырезать профиль ножа. Это делается с помощью болгарки – орудуя этим инструментом, не рекомендуется перегревать металл. Если в месте резки сталь начинает менять цвет – это значит, что он перегревается. В таком случае металл нужно полить водой. В тех местах, где нельзя вырезать, металл можно просверлить рядом отверстий и потом эту часть обломать.

Этап 4.
Это заключительный этап формировки основного профиля лезвия. Для такой работы очень удобен и прост ленточный шлифовальный станок. Умельцы с большим опытом могут использовать болгарку. Наружную плоскость ножа следует отшлифовать, чтобы она блестела. Для прижатия заготовки к шлифовальной ленте автор воспользовался бруском. Здесь также нужно следить, чтобы металл не перегревался.
Другой ответственный момент шлифовки заключается в изготовлении на ноже скосов.
Этап 5.
Чтобы надежно закрепить накладки на рукоятке, в данном ноже используется 4 штифта. Для них нужно просверлить отверстия. Для подбора диаметра ориентируемся на имеющиеся штифты, которыми традиционно служат стержни из латуни. Для этого случая подойдут и обычный стальные гвозди.
Этап 6.
После закалки клинок приобретает твердость и долго не тупится. Чтобы закалить лезвие, нужно взять масло – подойдет моторное или растительное, печка или хороший костер. Металл необходимо нагреть до такого состояния, при котором к нему не будет притягиваться постоянный магнит. Как отмечает автор, во время нагрева металл отличается тусклым красным цветом. После этого нужно опустить заготовку в масло. Следует быть осторожными, поскольку масло часто воспламеняется с дымом и брызгами, летящими в разные стороны. Емкость для закалки нужно брать металлическую.
Случается, что во время закалки металл начинает деформироваться. Такую ситуацию можно исправить. Для решения проблемы нужно нагреть заготовку, выровнять, и затем опять попробовать закалить.

Этап 7.
Для изготовления накладок на рукоятку, берем две дощечки небольшой толщины. Вырезаем их до требуемого размера и сверлим в них отверстия для штифтов.
Теперь склеиваем заготовки при помощи эпоксидного клея, нанеся по хорошему слою на обе накладки. Затем нужно вставить штифты и хорошо зажать ручку струбциной. Оставляем в таком виде на 24 часа, чтобы клей полностью высох. Сразу для удаления остатков клея берем тряпочку или туалетную бумагу.
После того, как клей высохнет, нож нужно достать и окончательно сформировать форму рукояти. Для этих работ используем ленточный шлифовальный станок.
На завершающем этапе нож полируем, если нужно – делаем поверхность клинка зеркальной. Можно отполировать и рукоятку, так она станет гладкой.Деревянные накладки в обязательном порядке пропитываем льняным маслом или другими пропитками. Иногда для этого нагревают пчелиный воск и смешивают его со льняным маслом.

В конце работы наш нож нож из рессоры своими руками следует хорошо наточить. Самым доступным вариантом является мелкозернистая наждачная бумага.
голоса
Рейтинг статьи
Чем просверлить рессору в домашних условиях видео

Тут часто возникает вопрос о том, как сверлить рессору. Обычно это геморой.
А если ее не сверлить, а проколоть? как шилом. Заодно лишняя плотность появится.
А вкачестве «шила» можно попробовать пистолет, для забивания дюбелей. Думаю его мощи должно хватить. А если сзади будет торчать воронка, как ее можно и болгаркой, или на точильном круге. а можно и забить, обычно концы сверлят.
Есть у кого где попробовать?
Тут часто возникает вопрос о том, как сверлить рессору. Обычно это геморой.
А если ее не сверлить, а проколоть? как шилом. Заодно лишняя плотность появится.
А вкачестве «шила» можно попробовать пистолет, для забивания дюбелей. Думаю его мощи должно хватить. А если сзади будет торчать воронка, как ее можно и болгаркой, или на точильном круге. а можно и забить, обычно концы сверлят.
Есть у кого где попробовать?
сверлил на «Волге» на 4 дырки коренного листа ушло 2 сверла на 10 мм. и одно на 8 мм
технология такая у меня была. 1. первое сверло на 10 — первая дырка (немного затупилось) 2. сверло на 10 — вторая дырка (немного затупилось) 3. сверло на 8 — треться дырка(немного затупилось) — потом первым на 10 расширил (сверло село)
Сверление рессор
Для того чтобы просверлить лист рессоры необходимо использовать разнообразное оборудование и инструмент:
- механическую ручную дрель;
- дрель электрическую;
- сверлильный станок.
Дрели электрические – это специальный инструмент, наиболее часто используемый для проведения различных работ при ремонте. Питание дрелей осуществляется от сети напряжением 220 В или блока аккумуляторов. В качестве силового элемента в дрелях используются электродвигатели мощностью 500 — 1200 Вт, а для изменения скорости применяются переключатели скорости вращения вала и регулятор оборотов.
При возникновении необходимости, когда требуется просверлить отверстие в рессоре машины в условиях мастерской для осуществления операций, могут использоваться различные типы станков:
- сверлильный настольный;
- агрегатно-сверлильный;
- вертикально сверлильный;
- радиально-сверлильный.
Наиболее часто для выполнения операций по сверлению отверстий используются вертикально-сверлильные станки, которые обеспечивают необходимую скорость обработки и точность.
Лист рессоры производится из металла обладающего высокой прочностью и для обработки требует выполнения специальной технологии и использования особо прочных свёрл.
Процесс сверления рессоры в домашних условиях разбивается на несколько операций:
- На лист с помощью фломастера наносится точка, где будет производиться сверление и с помощью керна делается насечка.
- Для того, чтобы сделать отверстие в рессоре необходимо использовать 3 сверла, имеющие разный диаметр, например, для отверстия 10 мм необходимо использовать сверла с диаметром – 3, 6, 10 мм, что значительно упрощает трудоемкость операции и снижает возможность перегрева. При сверлении необходимо периодически сверло и место на металле, где производится обработка необходимо смазывать машинным маслом, что позволяет снизить нагрузку и одновременно охладить соприкасающиеся рабочие поверхности.
Сверление рессоры ручной дрелью
При использовании электродрели необходимо подбирать модель имеющую мощность 1 — 1,2 кВт и оснащенную регулятором скорости вращения зажимного патрона. Рекомендуемые обороты, необходимые для сверления листа находятся в пределах 500 — 1000 об/мин. Для того, чтобы просверлить лист можно использовать также шруповерт имеющий низкую скорость вращения рабочего вала. Необходимо также прилагать умеренную силу при давлении на дрель при сверлении. В ходе рабочего процессе затупившиеся сверла необходимо своевременно затачивать, для снижения нагрева и ускорения сверления. Для облегчения заточки сверл лучше использовать специальное приспособление с обязательным соблюдением симметричности центральной части сверла. Нарушение центровки приводит к образованию отверстия большего диаметра, чем необходимо. Кромки должны быть обязательно одинакового размера. Угол заточки должен соответствовать 120°, что подходит для работы с большинством материалов.
- Перед тем как просверлить лист необходимо в обязательном порядке произвести его жесткую фиксацию в зависимости от используемого оборудования с помощью тисков, струбцин или специальных зажимов.
Для снижения нагрузки на оборудование и инструмент можно использовать также метод сверления, когда лист рессоры предварительно нагревается. Для этого на лист рессоры наносится точная метка фломастером, где будет производиться сверление и с помощью керна делается насечка, далее лист рессоры нагревается с помощью газовой горелки докрасна и производится сверление отверстия требуемого диаметра. Для восстановления характеристик лист снова нагревается на горелке докрасна и охлаждается в ванне с маслом (закаливается).
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка

Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий. Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения. При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Чем можно просверлить рессору?
Высокооборотистой дрелью сверлить сложно. Она скользит по поверхности и не лезет внутрь. Говорят, что шуруповёртом можно.
Но надо накернить как следует во-первых. Не абы как, а не стесняясь. Сверло взять новое. С нигролом или победитовое. Старое заточенное не пойдёт. Тупится через 5 секунд. Чтобы сверло не горело, нужно смачивать водой. Обороты давать не больше 300.
В общем, смотря ещё какая сталь попадётся. Сейчас свёрла некачественные пошли. Гвоздодёры гнутся от любого гвоздя. Со сверлами такая же муть.
По идее, ручной механической дрелью сверлить эффективнее. Но Вы потеряете полтора часа времени и 5 кг массы тела.)
Если Вам нужно просто отверстие с гладкими стенками, то кроме сверл ничего не нужно. Если в отверстии нужна резьба, то для ее нарезания и используют метчики. Лерки к отверстиям вообще не имеют никакого отношения, это инструменты для нарезания резьбы на наружных поверхностях цилиндрических элементов (болтов, шпилек, винтов).
Это просто. Засверливаясь не нужно давить, чтобы не соврало верхний слой. А чтобы не рвало на выходе надо так же осторожничать. И еще подложить кусок (что не жалко) фанеры под выход сверла и прижать, тогда скола не будет.
Да твёрдосплавным сверлом ВК8(вольфрам) можно сверлить материал такой твёрдости на более «вязком » обрабатываемом материале сверло или пластина сверла сломается.
Действительно, треугольное отверстие часто получается, когда деталь не закреплена или сверление происходит ручной дрелью. Сверло создает усилие, которому противодействует усилие крепления детали. Когда деталь закреплена надежно, то они уравновешивают друг друга и не появляется никаких дополнительных сил, которые вызывали бы изменение траектории движения режущих кромок сверла. Еще и сверло должно быть правильно заточено и правильно осуществлялась подача. Как только плохо закрепленная деталь в самом начале движения немного сдвинулась, то одна кромка снимет больше материала и уже в дальнейшем траектория будет искривлена, причем треугольная форма гарантирована, так как сверло, выходя из первого углубления упрется противоположной кромкой создаст углубление на противоположной стороне, а потом и третье. Сверло движется в этом треугольном отверстии немного похоже на то, как движется ротор в двигателе Ванкеля.
Конечно, хотелось бы уточнить, сделать для себя лично или производить нужный ходовой товар на продажу постоянно? У нас был один знакомый офицер, которого сократили, и он таким образом остался безработным, потому что ничего делать не умел, кроме как в Армии служить. Он долго судился со своим армейским начальством, потом голодал долгое время. Милый отдал ему деревообрабатывающий станок, так как он стоял у нас без надобности и бывший офицер начал что-то на нём изготовлять.
Потом он вытачивал какие-то полочки и шкафчики, покрывал их светлым или тёмным лаком, делал даже столы для массажных процедур из какого-то специального дерева, и всё у него раскупали влёт. Позже наш знакомый купил небольшой домик и устроил там очень даже солидную мастерскую. Но получить признание и самые большие доходы он сумел не от этого.
Необходимые инструменты
Профессиональные свёрла для металла
(например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий
в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали
с различным содержанием кобальта
Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Выбор свёрл зависит от типа выполняемой работы
. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
Способы сверления отверстий в каленом металле
Как просверлить отверстие в каленом металле при помощи кислоты, сварочного аппарата, специальных сверл и какие дополнительные инструменты для этого нужны. Какие сверла лучше всего справятся с каленой сталью.

Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.

Теория и практика сверления отверстий от MolotokMarket.ru

Просверлить отверстие — задача, с которой справится любой, взявший дрель в руки. Но просверлить его качественно, аккуратно и, главное, в нужном месте — вот тут возникают сложности. Сделать отверстие точного диаметра, с кромкой без сколов или заусенец, под определенным углом, не допустить трещин в материале — такие задачи требуют опыта и сноровки. Или прочтения этой статьи!
Подбираем сверло
Выбор сверла определяют три вещи: материал сверления, диаметр и глубина сверления, назначение будущего отверстия. Дерево — наиболее мягкий и податливый материал; широко применяемый в строительстве, отделке, изготовлении мебели.
Какие сверла подереву есть:
- Спиральные.
Позволяют делать неширокие отверстия, края и стенки которого могут быть неровными. - Винтовые.
Применяются для качественного сверления. Из-за особой формы сверла стенки отверстия получаются гладкими. - Перьевые.
Используются для относительно больших отверстий, к которым не будут предъявляться высокие требования по качеству. - Сверла-балеринки.
Оно состоит из сверла и регулируемых ограничителей. Удобно при сверлении отверстий определенной глубины. - Сверло Форснера.
Его задача — глухие аккуратные отверстия разных диаметров с гладкими стенками. Чаще всего используется в мебельном производстве для монтажа фурнитуры. - Опалубочные сверла.
Отличаются большой длиной. Применяются при строительстве для сверления балок и опалубки. - Фрезеровальные сверла.
Такие сверла могут не только сверлить, но и фрезеровать отверстия и пазы. - Сверла под конфирмат.
Этот вариант подходит для сверления отверстий в древесине под мебельную стяжку «конфирмат».
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Техника безопасности
При неправильном обращении инструмент способен нанести работнику серьезные увечья, поэтому важно знать основные правила техники безопасности:
- Перед каждым использованием, инструмент необходимо осматривать на наличие дефектов.
- Если предстоит сделать отверстие в стене, необходимо убедиться, что в выбранном месте не проходят коммуникации.
- В помещении с высоким уровнем влажности работать дрелью крайне не рекомендуется.
- Нельзя работать инструментом, в который попала вода.
- В процессе работы не стоит сильно давить на дрель, а перед тем, как вытаскивать сверло, давление нужно ослабить.
- Чтобы выполнить замену сверла, следует включить дрель и дождаться когда она полностью остановится.
- Если корпус дрели нагрелся, а мотор начал гудеть, необходимо отложить работу и дать инструменту остыть.

Соблюдение техники безопасности уменьшает риск получения травм
Применение смазочных материалов
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Ошибки при работе с дрелью
Профессионалы выделяют три момента:
- Категорически запрещено брать в руки вращающийся патрон рукой — держать электродрель следует за корпус.
- Если работа выполняется в перчатках, то они должны соответствовать по размеру. С «запасом» текстиль брать не нужно, поскольку ткань может попасть в патрон и стать причиной травмы.
- На включенный инструмент не нужно нажимать со всех сил, в противном случае можно повредить инструмент и сверло.
Если выполнять работу в соответствии с рекомендациями, правильно выбрать сверло, место для сверления и не допускать самые распространённые ошибки, то просверлить любое отверстие не составит труда.
Марки сверл для каленой стали
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Любые сверла по керамограниту также подходят для получения отверстий в каленом металле, только их победитовые напайки нужно перетачивать.

Правильный выбор сверла для нержавейки
Если сверлить нужно материал в изделии с небольшой толщиной от 1 до 2 миллиметров, то можно попробовать использовать обыкновенное спиральное сверло по металлу. Режущие кромки такого сверла должны иметь угол заточки 120 градусов.
Если же толщина металла больше или меньше указанной выше, то лучше перед началом работ заготовить специальные сверла для нержавеющей стали.
Для сверления нержавеющей стали хорошо подходят стальные сверла, легированные кобальтом. Содержание кобальта должно составлять минимум 5 %. Такие стали обычно имеют бледный желтоватый оттенок на поверхности.
Зарубежные стали обычно имеют в маркировке или торговом обозначение знак «Со», иногда с указанием содержания кобальта в процентах. Еще одним важным легирующим элементом является вольфрам, которого в составе должно быть до 20 %. Кобальтовые сверла изготавливают по стандарту DIN 338. Основные размеры данного типа сверл оговариваются в ГОСТ 10902-77.
Одной из подходящих марок стали для сверла по нержавейке является Р6М5. В ее составе содержится более 5 % ванадия, молибдена и вольфрама. Буква «Р» в начале маркировки говорит о том, что эта сталь быстрорежущая. Зарубежные аналоги этой марки обычно имеют в маркировке символы HSS – быстрорежущая сталь. Такими аналогами может быть сталь S600-S601 или 1.3343 либо М2. Еще хорошо подходит сверло по нержавейке, изготовленное из сталей Р6М5К5 и Р18. Режущие кромки затачивают под угол от 125 до 135 градусов.
Если же вы хотите получить отверстие в тонколистовой стали (до 1 миллиметра), то лучше всего использовать коническое ступенчатое сверло по нержавеющей стали. Отверстие, полученное таким сверлом, будет иметь точные размеры, а также высокое качество обрабатываемых поверхностей. Оно также должно быть изготовлено из легированной кобальтом стали и иметь желтоватый оттенок.
Самодельное сверло
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Уважаемые посетители сайта, поделитесь в комментариях предложениями, как еще можно просверлить отверстие в стали, которая была подвержена закалке.