Разметка является важнейшим этапом подготовительных работ. В разметке нуждаются те поверхности, которые будут подвергаться обработке.
От точности разметки будет зависеть качество конечного результата обработки.

Разметка актуальна практически для всех сфер ремонта, строительства и производства. Особенно актуальной разметка является для следующих областей:
- Слесарное производство
- Столярное дело
- Малярные операции
Важность разметки выражена народной пословицей: «Семь раз отмерь, один раз отрежь». В обзоре пойдет речь о том, как выбрать разметочный инструмент.
Классификация инструментов для разметки
Всю серию разметочных инструментов можно разделить на 3 категории:
- Измерительные
- Для соблюдения геометрии
- Для создания линий
Перечисленные выше категории разметочных инструментов используются в паре. Обычно инструменты для измерения и контроля геометрии комбинируются. Ярким примером комбинированного инструмента является линейка. К числу таких инструментов можно отнести и транспортир.
Дополнительно инструмент для разметки можно классифицировать по материалу заготовки, которая размечается. В этом случае инструмент можно разделить на несколько категорий:
- Для разметки металла
- Для разметки древесины и других мягких материалов
Конечно, существуют инструменты для разметки пола, стен, потолка и прочих поверхностей. Но в этих случаях стандартные инструменты разметки будут малоэффективными. Для создания разметки на поверхностях с большой площадью обычно используют лазерные уровни и графические построители.
Теперь подробнее про виды инструментов для разметки.

Инструмент для измерения и соблюдения геометрии
Если к точности разметки предъявляются повышенные требования, то мастеру не обойтись без точного измерительного инструмента. К числу такого инструментария можно отнести:
- Линейку
- Рулетку
- Калиброванную скобу
- Всевозможные шаблоны
- Уголок
- Центроискатель
Измерительный инструмент дает возможность точно отмерять: расстояние между точками, длину линий, межцентровые промежутки, углы и пр.
- Линейка – базовый инструмент для измерения прямых линейных размеров. Среднестатистическая линейка имеет длину около 30 (см). Но встречаются и более длинные модели, вплоть до 100 (см).
В продвинутых линейках используется и метрическая шкала, и дюймовая. Для разметки заготовок обычно используются металлические линейки. Хотя этот инструмент может быть и пластиковым, и даже деревянным.
Широкое распространение получила линейка в форм-факторе складного метра. Такая линейка состоит из 10 сегментов по 10 (см). Сегменты соединены между собой при помощи шарниров. Это дает возможность компактно хранить достаточно длинный метровый измеритель.

- Рулетка – в отличии от линейки, которая имеет весьма ограниченную длину, данный инструмент способен измерять куда большие линейные размеры.
Среднестатистическая бытовая рулетка имеет шкалу длиной 3 (м). Существуют и более длинные рулетки, вплоть до 10 (м) и даже более того.
Рулетка хороша тем, что разметочная шкала сматывается в «рулет». Отсюда и название, «рулетка». Такой измерительный инструмент просто хранить, легко переносить с места на место и удобно транспортировать на большие расстояния.
Простота использования рулетки обусловлена наличием в устройстве механизма автоматического сматывания ленты. Но в длинных рулетках лента обычно сматывается вручную, рукояткой.

- Скоба – этот измерительный инструмент имеет весьма узкую сферу применения. Калиброванные скобы применяются в основном в серийном производстве каких-то определенных деталей.
При помощи скобы можно легко и быстро определять расстояние между точками. Какие еще виды инструментов для разметки существуют.

- Шаблон – тот же трафарет, посредством которого можно переносить на поверхность заготовок любые графические элементы, от одиночных точек и линий до сложных чертежей, а также цифр и букв.
Чаще всего шаблоны применяются при серийном изготовлении деталей.
Разметочный и ударный инструмент для слесарно-сборочных и монтажных работ
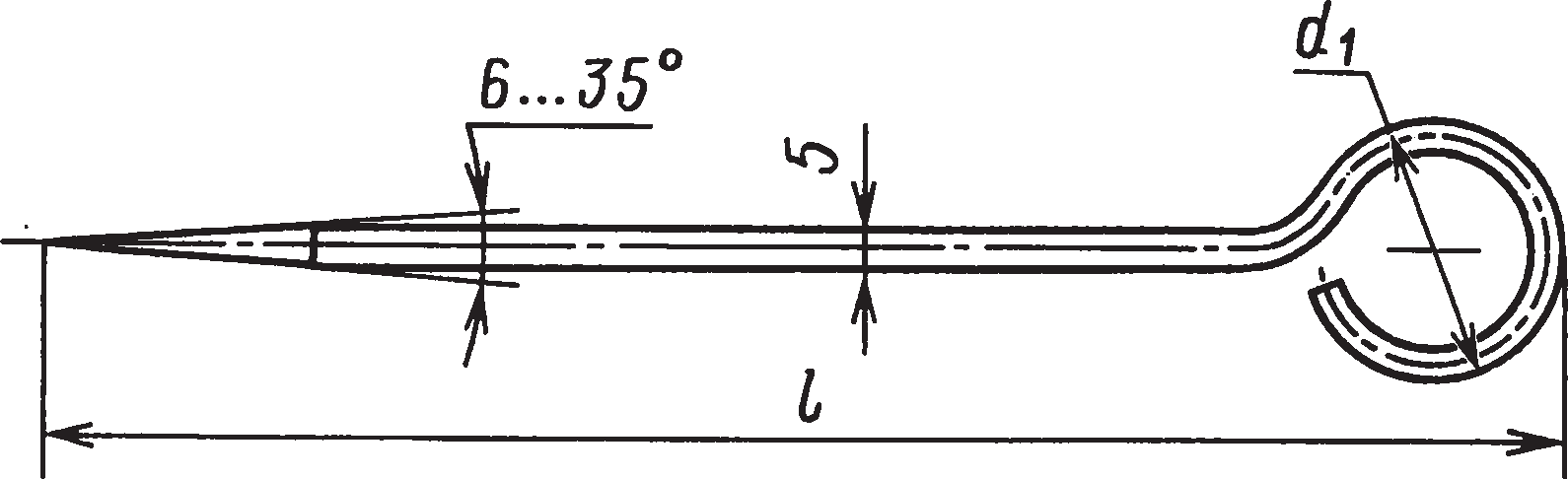
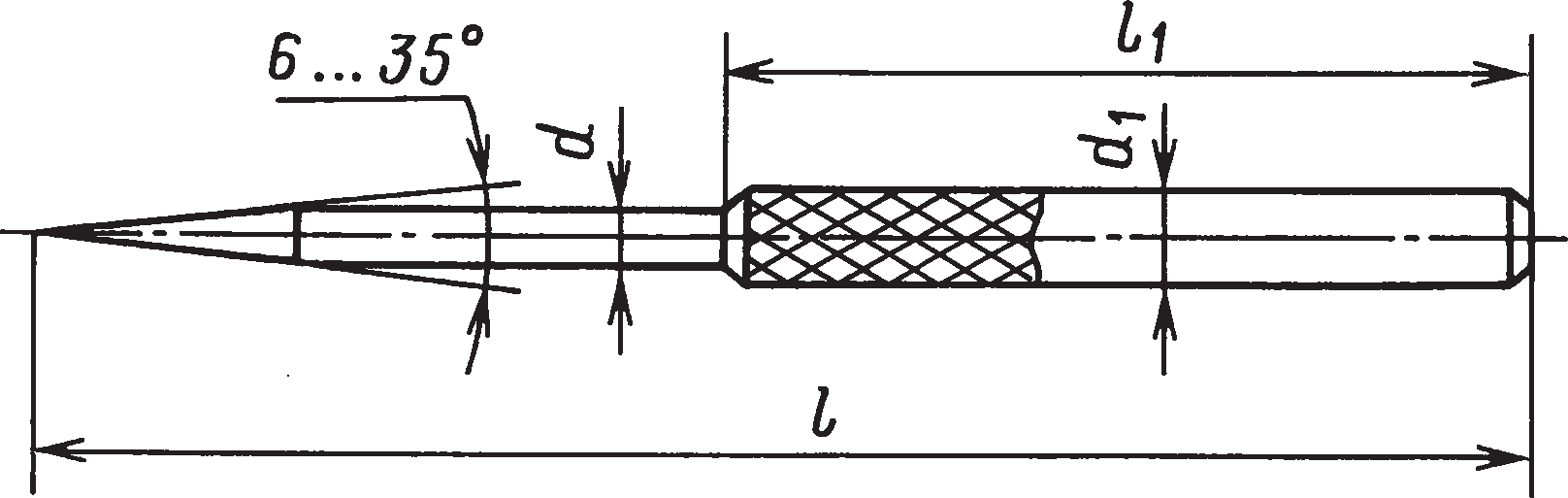
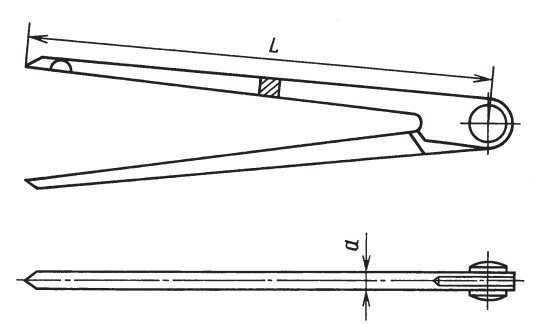
Чертилки и циркули (табл. 1 и 2) для разметочных работ изготовляют четырех типов и двух исполнений: 1 — со стальными ножами; 2 — с остриями ножек, оснащенными твердым сплавом.
Слесарные молотки (табл. 3) производят трех типов. Материал головок молотков — сталь 50 или У7, клина — Ст. 3. Твердость рабочей части молотка (бойка и носка) 50,5…57 HRC в слое глубиной не менее 5 мм и на расстоянии от торцов бойка и носка не более 1/5 общей длины головки молотка. Рукоятку, расклиненную с торца молотка, делают из граба, клена, рябины, кизила, ясеня, березы, дуба, бука.
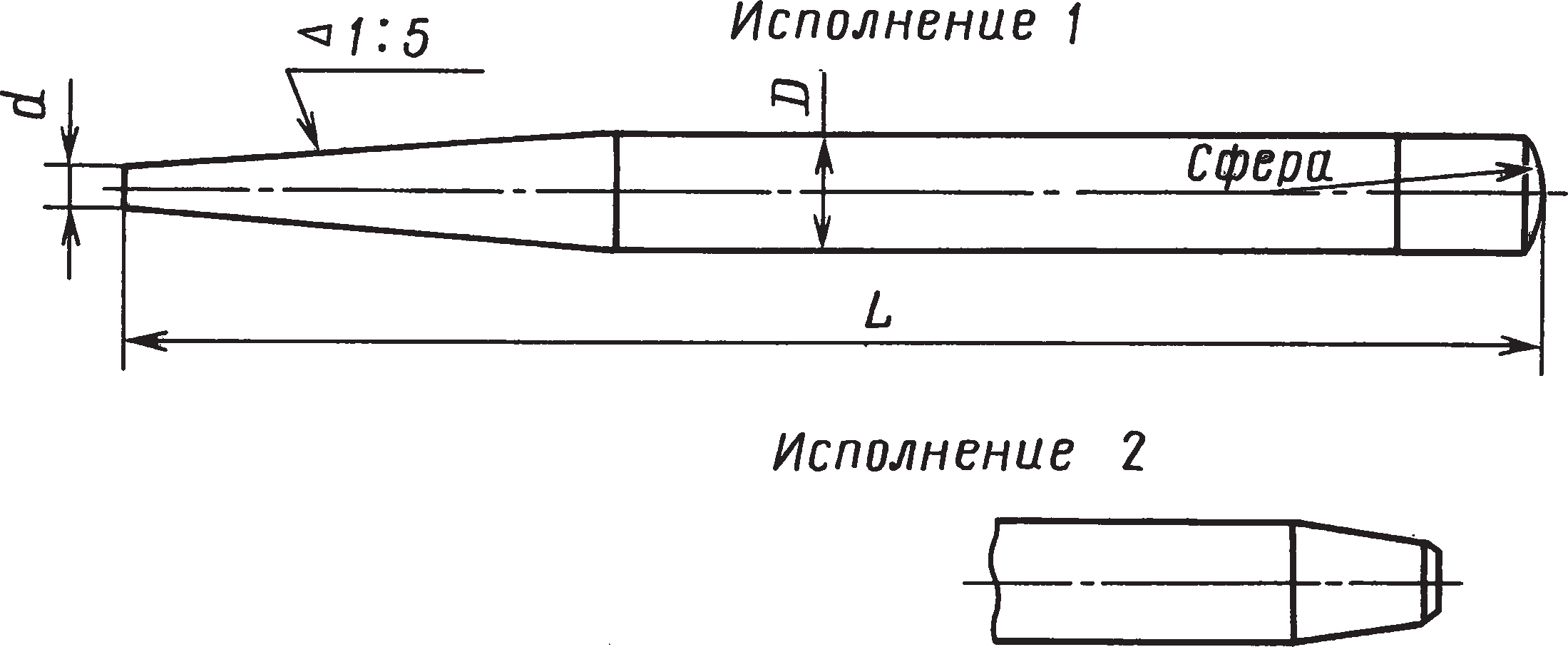
Кернеры (табл. 4) предназначены для разметки металлических и неметаллических материалов; их изготавливают из сталей 7ХФ или 8ХФ (группа А), У7А или У8А (группа В) двух исполнений: 1 — со скругленным ударным концом; 2 — с ударным концом и фаской. Твердость HRC рабочей части составляет для стали групп А и В соответственно 56…60 и 54,5…58 на длине 15…30 мм, а ударной части 41,5…46,5 и 36,5…41,5 на длине 15…25 мм.
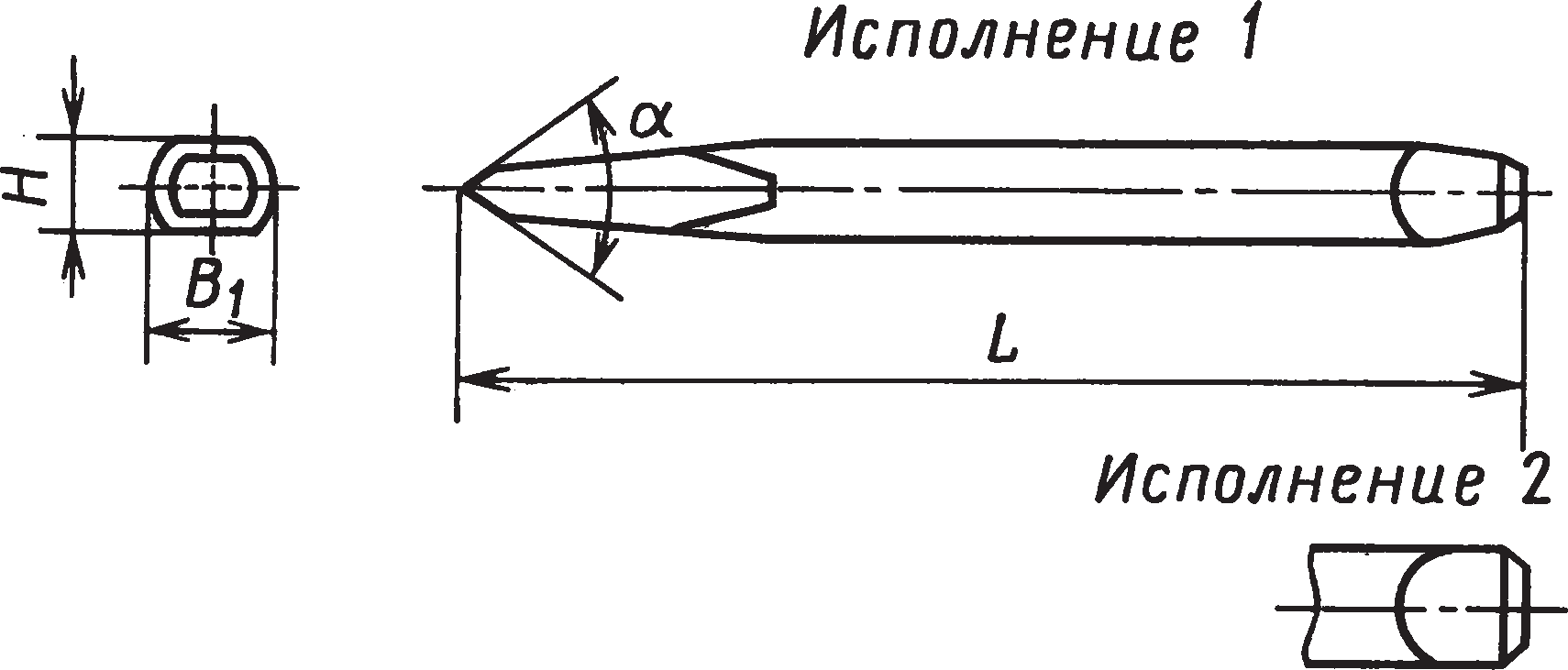
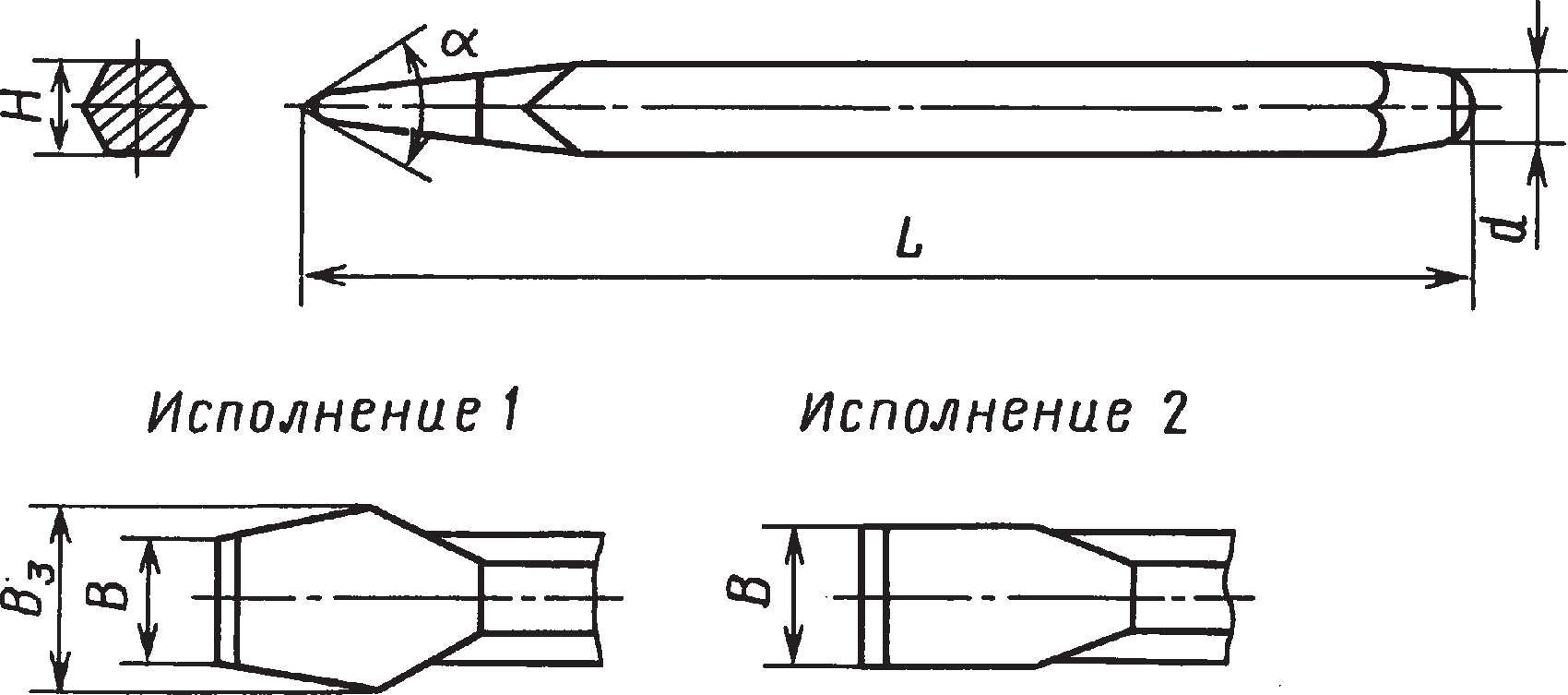
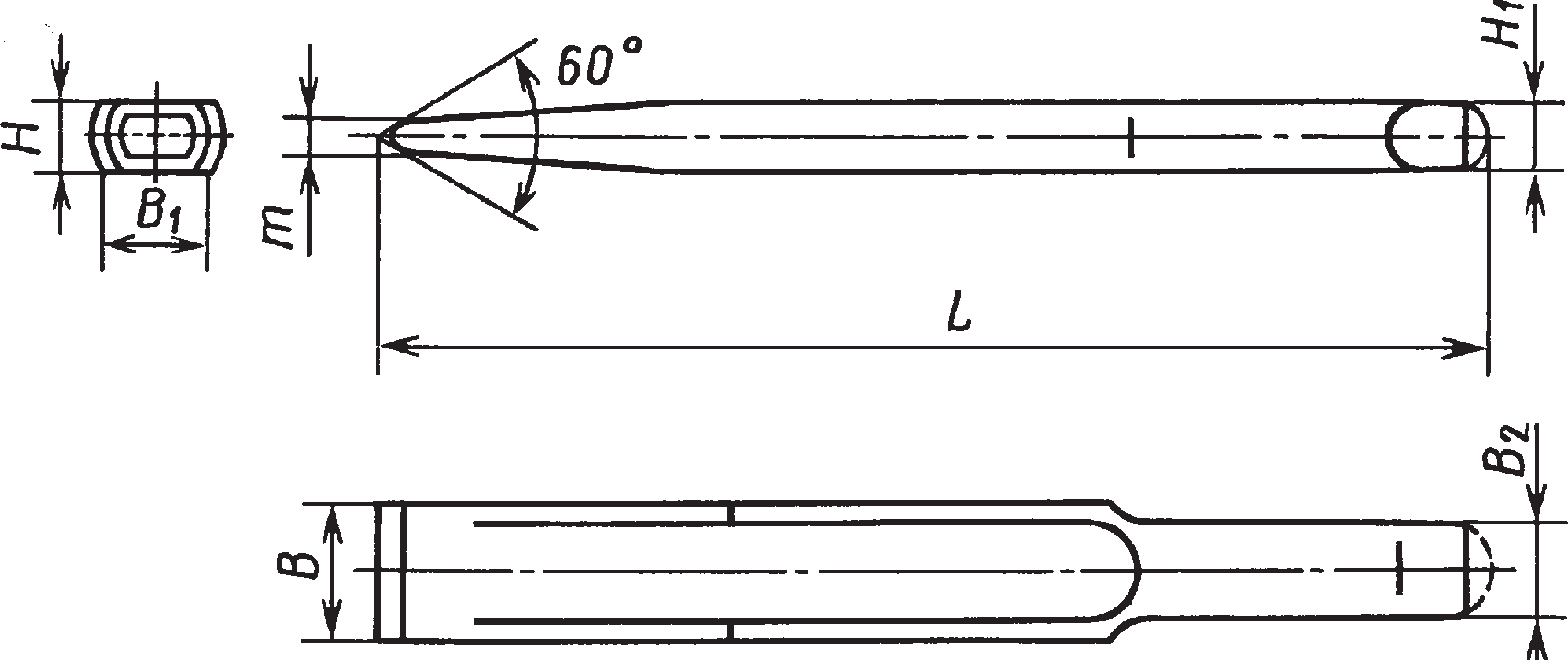
Слесарные зубила (табл. 5) производят из инструментальных сталей 7ХФ и 8ХФ (группа А), У7А или У8А (группа В):1—с конусной рабочей и ударной частью по ширине; 2 — с прямой рабочей ударной частью по ширине.
Твердость (HRC) рабочей части зубил на длине не менее 0,5 l от режущей кромки для стали группы А 56…60, группы В 54…58 и на длине не менее 1,5 l от ударного торца для сталиАиВ соответственно 41,5…46,5 и 36,5…41,5.
Слесарные крейцмейсели (табл. 6) предназначены для прорубки канавок и пазов в металлических изделиях твердостью не более 32 HRC. Они изготовляются в двух исполнениях: 1 — со скругленным ударным концом; 2 — с ударным концом с фаской из сталей 8ХФ. (группа А) и У7А или У8А (группа В). Твердость (HRC) рабочей части крейцмейселя на длине не менее 1,2l2 равна 56…60 (группа А), 54…58 (группа В) и на длине не менее 1,5 l1 ударной части соответственно 41,5…46,5 и 35,5…41,5.
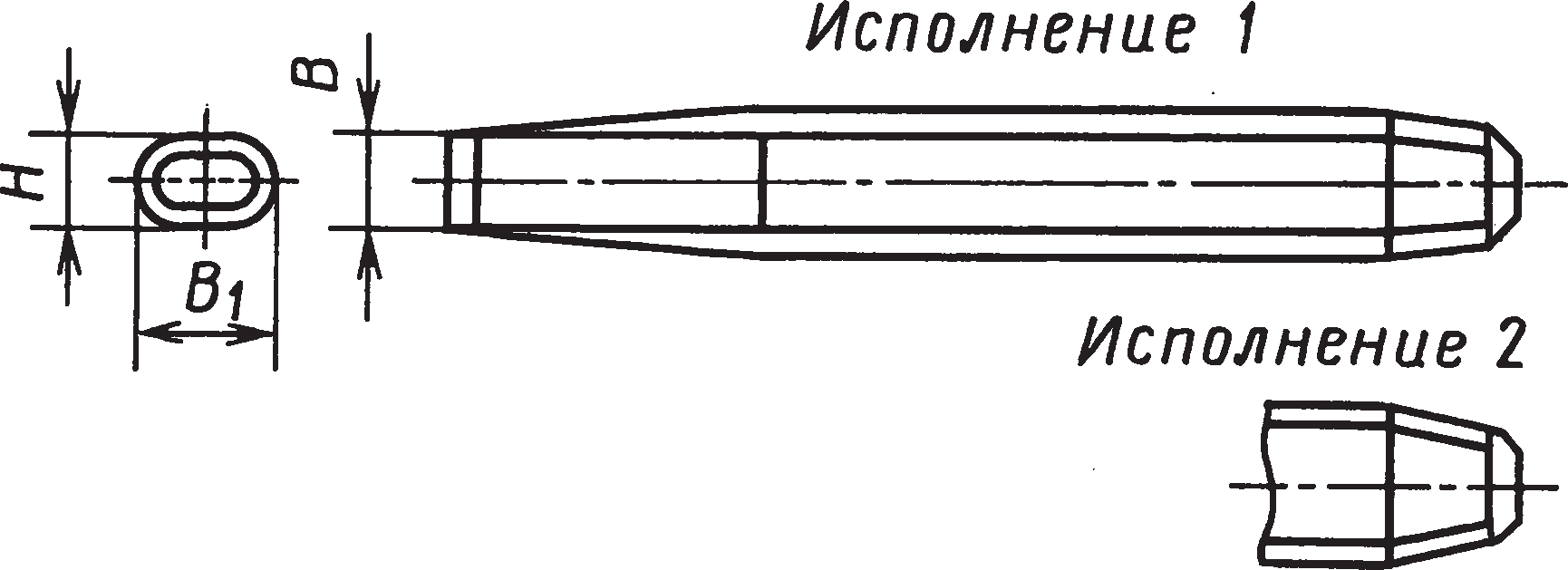
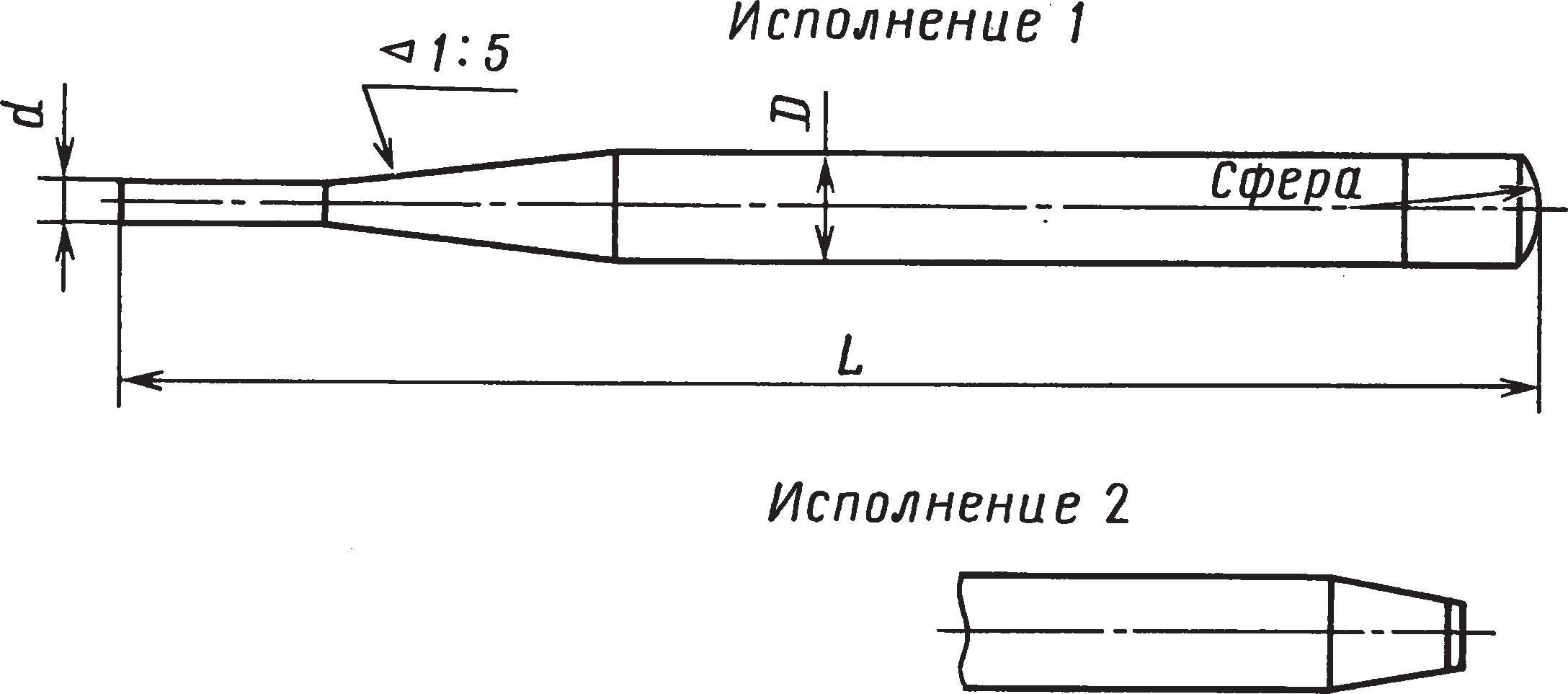
Слесарные бородки (табл. 7) двух типов: 1 — с конической рабочей частью; 2 — с цилиндрической; каждый тип в двух исполнениях со скругленным ударным концом и ударным концом с фаской. Бородки делают из сталей 8ХФ (группа А) и У7А или У8А (группа В). Твердость (HRC) рабочей части бородков типа 1 на длине не менее 20 мм и типа 2 на длине не менее 10 мм составляет 56…60 (группа А) и 54…58 (группа В), а ударной части на длине не менее 20 мм равна 41,5…46,5 (группа А) и 36,5…41,5 (группа В).
Таблица 1. Чертилки (ГОСТ 24473–80)
| Тип | Исполнение ____________________________ | d1 | l | |||||||||||
| 1 | 2 | |||||||||||||
| 1. Односторонние
| 7840-1001 | 7840-1002 | 25 | 150 | ||||||||||
| 7840-1003 | 7840-1004 | 30 | 250 | |||||||||||
| 2. Односторонние с рукояткой
| Исполнение | d | d1 | l | l1 | |||||||||
| 1 | 2 | |||||||||||||
| 7840-1005 | 7840-1006 | 3 | 6 | 125 | 70 | |||||||||
| 7840-1007 | 7840-1008 | 5 | 8 | 150 | 80 | |||||||||
| 7840-1009 | 7840-1011 | 200 | 90 | |||||||||||
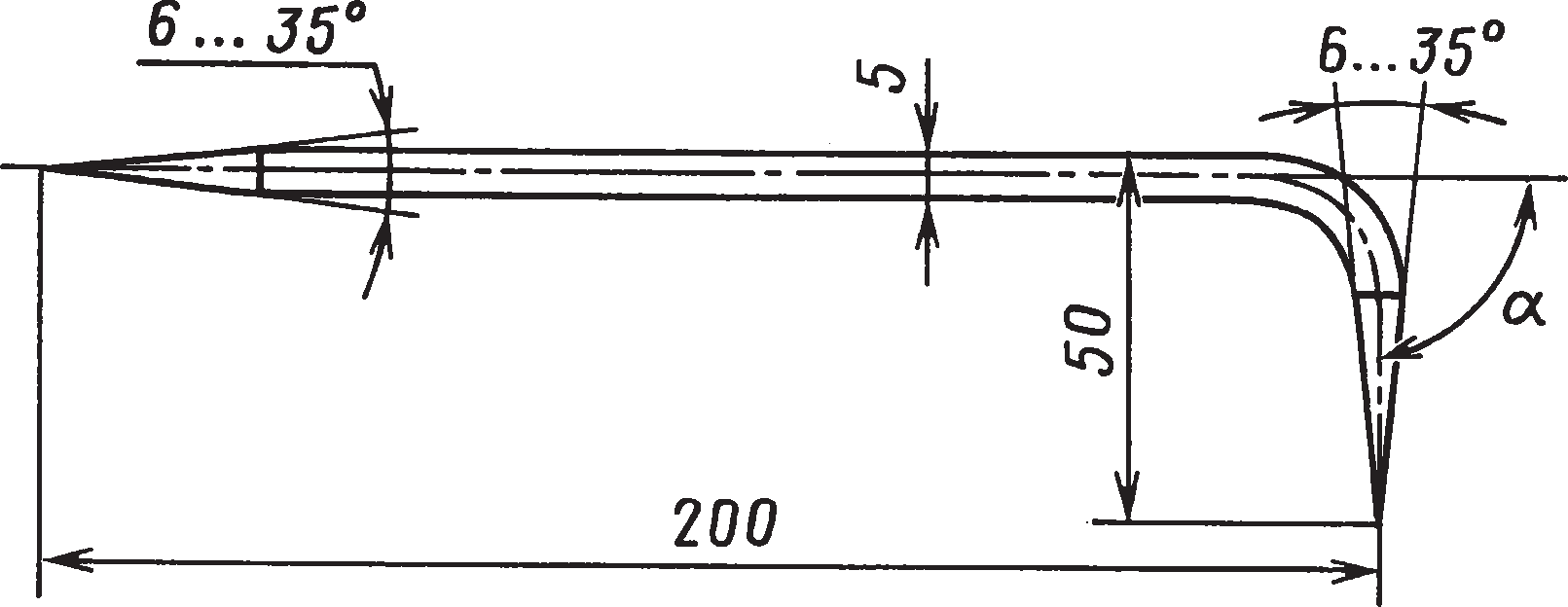
| 3. Двусторонние
| Исполнение | α, ° | ||||||||||||
| 1 | 2 | |||||||||||||
| 7840-1012 | 7840-1013 | 30 | ||||||||||||
| 7840-1014 | 7840-1015 | 60 | ||||||||||||
| 7840-1016 | 7840-1017 | 90 | ||||||||||||
| 4. Двусторонние с рукояткой
| Исполнение | d | d1 | l | l1 | h | α,° | |||||||
| 1 | 2 | |||||||||||||
| 7840-1018 | 7840-1019 | 3 | 6 | 160 | 60 80 | 30 | 30 | |||||||
| 7840-1021 | 7840-1022 | 60 | ||||||||||||
| 7840-1023 | 7840-1024 | 90 | ||||||||||||
| 7840-1025 | 7840-1026 | 5 | 8 | 200 | 75 90 | 40 | 30 | |||||||
| 7840-1027 | 7840-1028 | 60 | ||||||||||||
| 7840-1029 | 7840-1031 | 90 | ||||||||||||
| 7840-1032 | 7840-1033 | 5 | 8 | 250 | 100 100 | 50 | 30 | |||||||
| 7840-1034 | 7840-1035 | 60 | ||||||||||||
| 7840-1036 | 7840-1037 | 90 | ||||||||||||
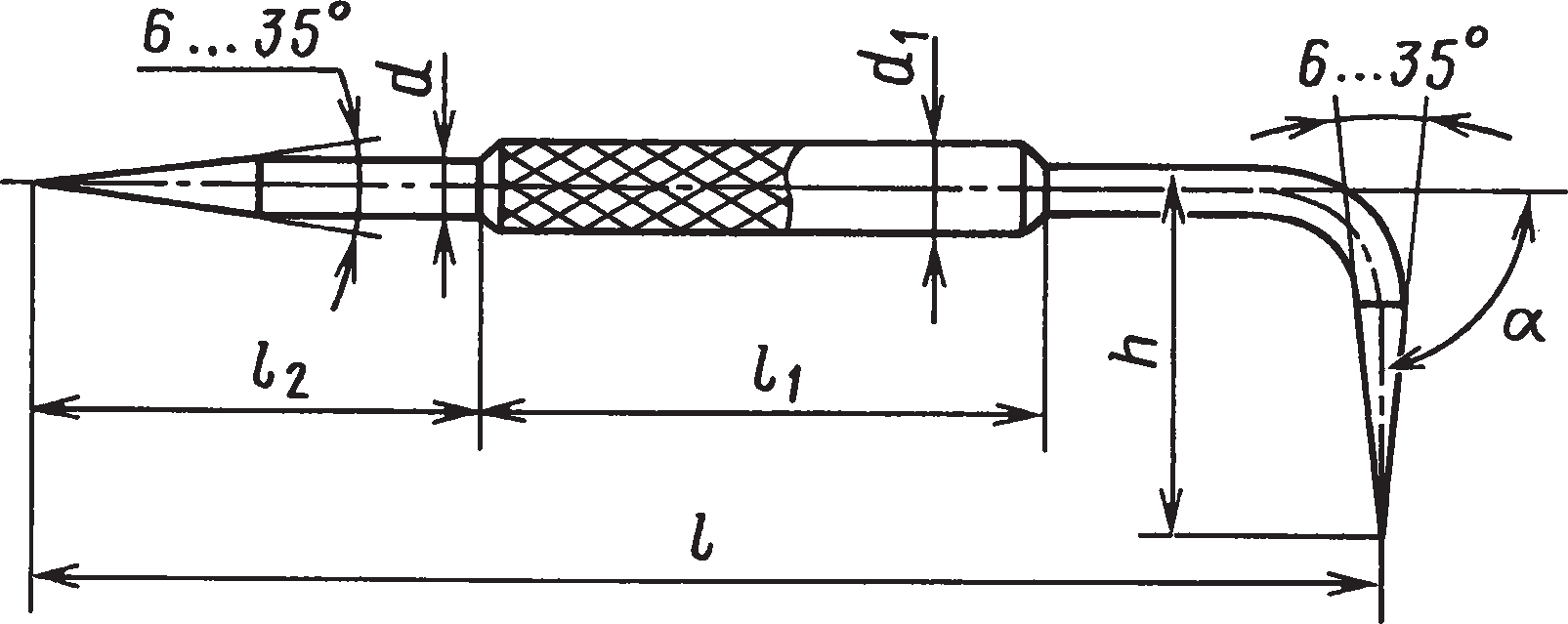
Примечание. Обозначение разметочной чертилки типа 4 исполнения 2 длиной 150 мм с острием, изогнутым под углом 30°, с хромовым покрытием толщиной 9 мкм:
Чертилка 7840-1019 Х9 ГОСТ 24473–80Е.
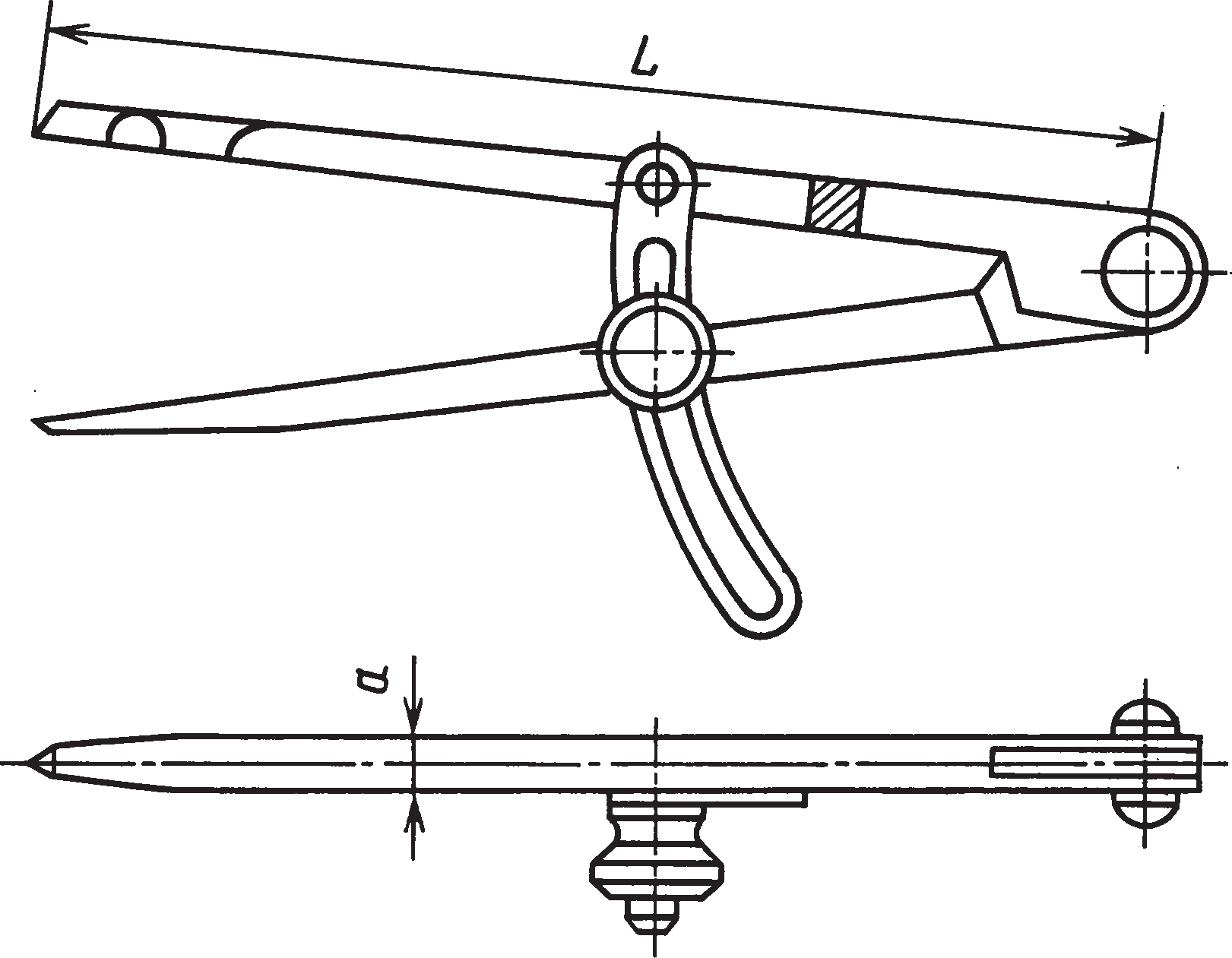
Таблица 2. Циркули (ГОСТ 24472–80)
| Тип | Исполнение _________________________ | L | a | |
| 1 | 2 | |||
| 1. С дугой
| 7841-0071 | 7841-0072 | 100 | 6 |
| 7841-0073 | 7841-0074 | 150 | 8 | |
| 7841-0031 | 7841-0032 | 200 | 10 | |
| 7841-0033 | 7841-0034 | 250 | ||
| 7841-0035 | 7841-0036 | 300 | 12 | |
| 7841-0037 | 7841-0038 | 360 | 14 | |
| 7841-0075 | 7841-0076 | 400 | ||
| 2. Простой
| 7841-0077 | 7841-0078 | 150 | 8 |
| 7841-0021 | 7841-0022 | 200 | 10 | |
| 7841-0023 | 7841-0024 | 250 | ||
| 7841-0025 | 7841-0026 | 300 | 12 | |
| 7841-0027 | 7841-0028 | 360 | 14 | |
| 7841-0079 | 7841-0081 | 400 | ||
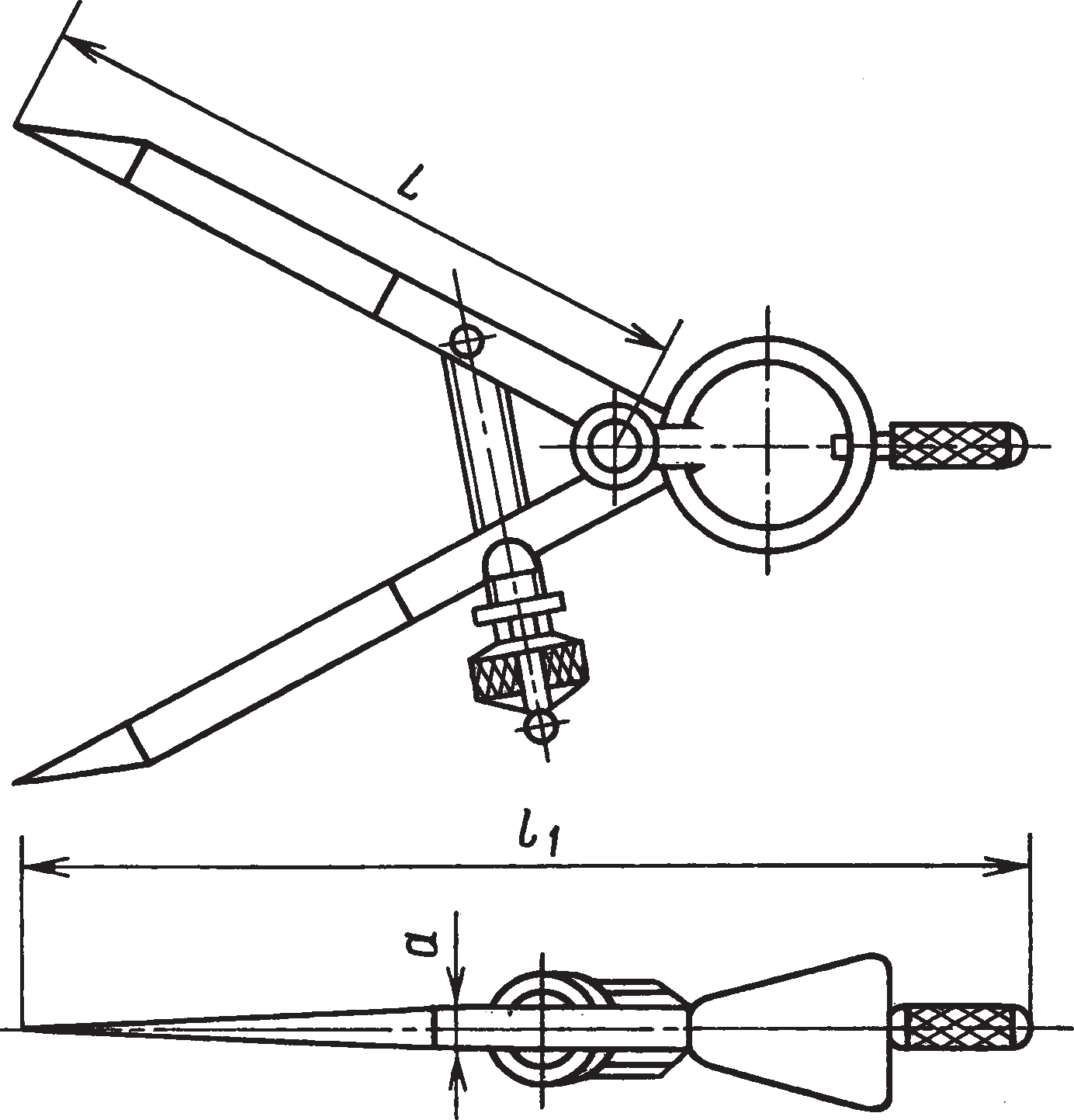
| 3. С пружинкой
| 7841-0051 | 7841-0052 | 75∗ 118 | 6 |
| 7841-0053 | 7841-0054 | 100∗ 140 | ||
| 7841-0055 | 7841-0056 | 125∗ 170 | ||
| 7841-0057 | 7841-0058 | 150∗ 210 | 8 | |
| 7841-0061 | 7841-0062 | 180∗ 240 | ||
| 7841-0063 | 7841-0064 | 200∗ 265 | 10 | |
| 7841-0065 | 7841-0066 | 200∗ 265 | ||
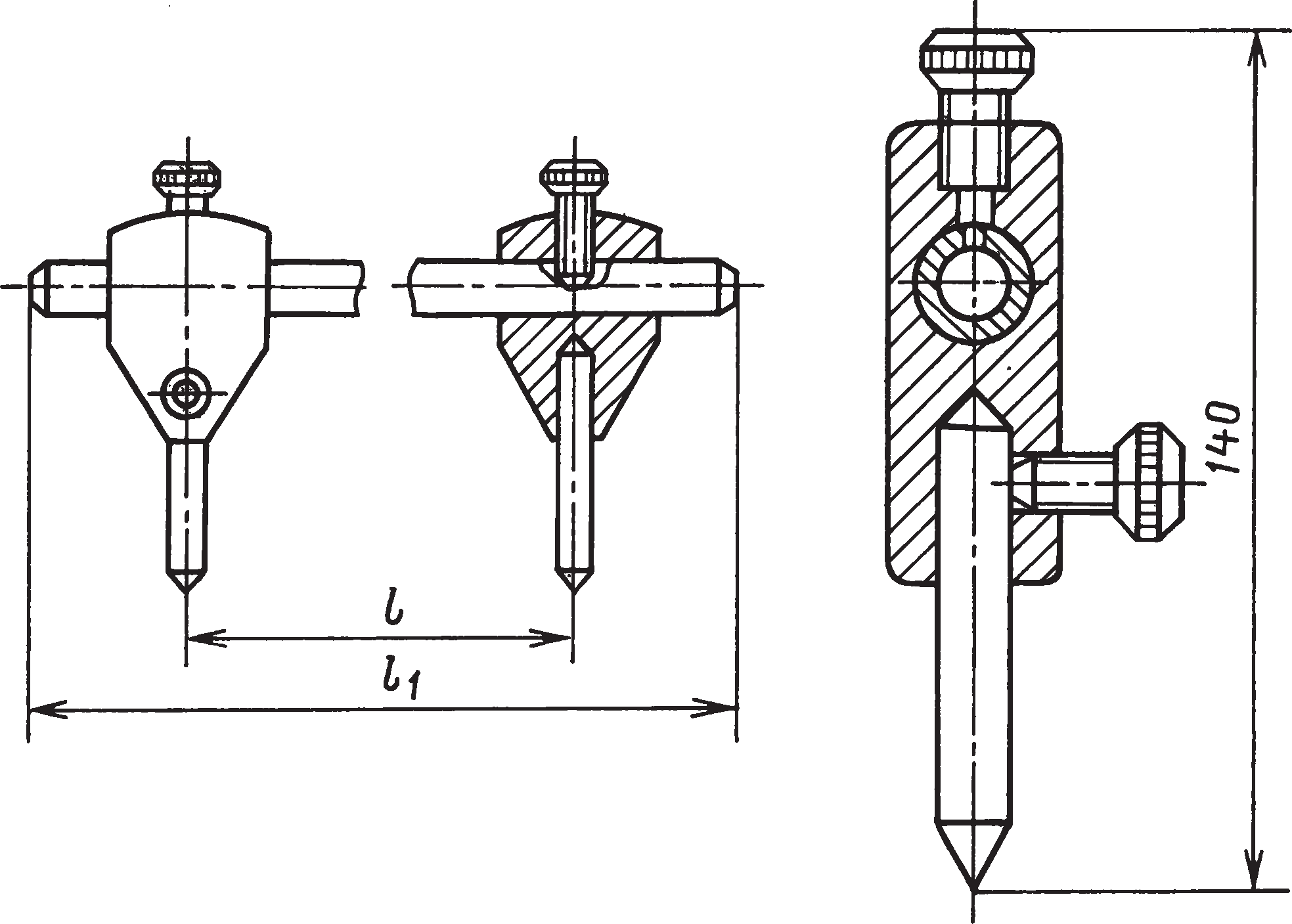
| 4. Для разметки диаметров до 3150 мм
| Исполнение | l | l1 | |
| 1 | 2 | |||
| 7841-0082 | 7841-0083 | 500 | 550 | |
| 7841-0084 | 7841-0085 | 1000 | 1050 | |
| 7841-0086 | 7841-0087 | 1600 | 1650 | |
| 7841-0088 | 7841-0089 | 2000 | 2050 | |
| 7841-0091 | 7841-0092 | 3150 | 3200 | |
* В знаменателе размер l1.
Примечание. Обозначение разметочного циркуля типа 4 исполнения 1 для разметки размеров l = 1000 мм с хромовым покрытием толщиной 9 мкм:
Циркуль разметочный 7841-0084 Х9 ГОСТ 24472–80.
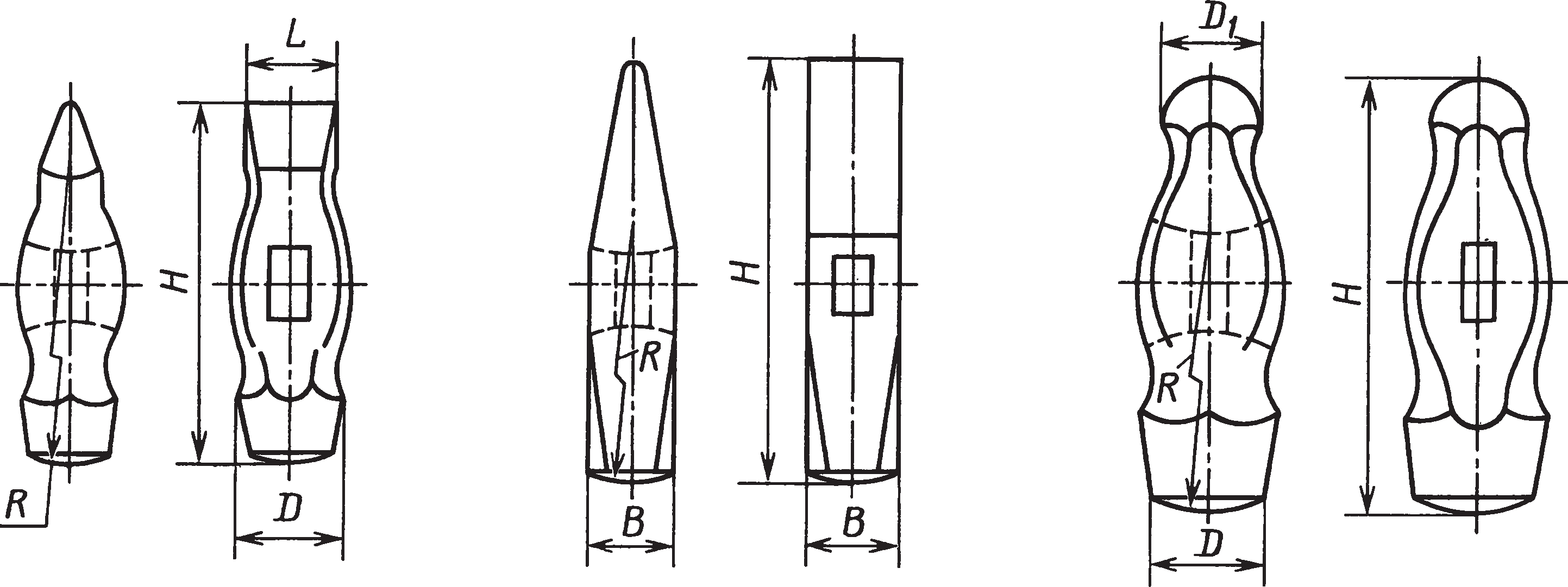
Таблица 3. Слесарные стальные молотки (ГОСТ 2310–77)
| 1. С круглым бойком 2. С квадратным бойком 3. С круглым бойком и сферическим носком
| ||||||||||||
| Масса головки молотка, кг | Номинальная длина рукоятки | Тип 1 | Тип 2 | Тип 3 | ||||||||
| H | L | D | R | H | B | R | H | D | D1 | R | ||
| 0,05 | 200 | — | 75 | 11 | 145 | — | ||||||
| 0,10 | 250 | 70 | 16 | 160 | 82 | 15 | 160 | |||||
| 0,20 | 80 | 21 | 20 | 190 | 95 | 19 | 190 | 78 | 20 | 20 | 190 | |
| 0,40 | 320 | 100 | 26 | 225 | 112 | 25 | 225 | 98 | 26 | 24 | 225 | |
| 0,50 | 105 | 30 | 28 | 240 | 118 | 27 | 250 | 102 | 28 | 26 | 240 | |
| 0,60 | 360 | 110 | 30 | 250 | 122 | 29 | 108 | 30 | 28 | 250 | ||
| 0,80 | 120 | 33 | 32 | 265 | 130 | 33 | 265 | 115 | 32 | 30 | 265 | |
| 1,00 | 400 | 130 | 34 | 34 | 280 | 135 | 36 | 280 | 125 | 34 | 34 | 280 |
Примечание. Обозначение головки молотка типа 2 массой 0,20 кг с цинковым покрытием толщиной 15 мкм, хромированным:
Головка молотка 7850-0116/001 Ц15.хр ГОСТ 2310–77.
Таблица 4. Кернеры (ГОСТ 7213–72)
| d | D | L |
| 2,0 | 8 | 110 | |
| 3,2 | 10 | ||
| 4,0 | 125 | ||
| 6,3 | 12 | 140 | |
| 8,0 | 15 | 160 | |
| 10,0 | 18 |
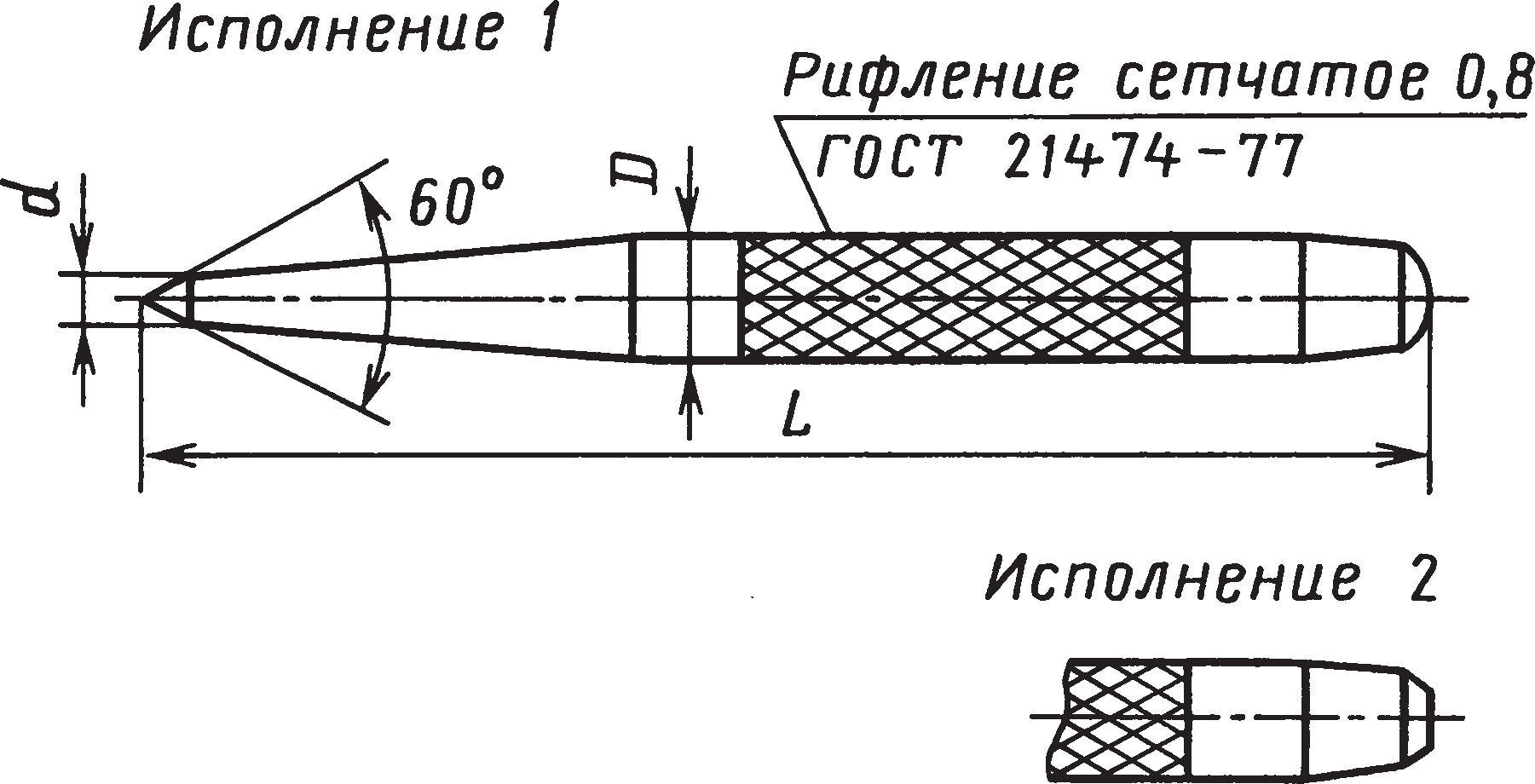
Примечание. Радиус скругления ударного конца не менее 40 мм.
Таблица 5. Слесарные зубила (ГОСТ 7211–86)
| Тип | Угол заточки α, ° | L | B | B1 | H | ||
| 1. С державкой плоскоовального сечения | |||||||
| 35; 45; | 100 | 5 | 12 | 8 | ||
| 125 | 10 | ||||||
| 2. С державкой овального сечения | 60; 70 | ||||||
| 160 | 16 | 20 | 12 | |||
| 200 | 20 | 25 | 18 | ||||
| Тип | Угол заточки α, ° | L | B | B3 | H | d | |
| 3. С державкой шестигранного сечения
| 35; 45; 60; 70 | 125 | 8 | 12 | 8 | 7 | |
| 160 | 12 | 20 | 12 | 10 | |||
| 200 | 16 | 25 | 16 | 14 | |||
| 250 | 18 | 30 | 18 | 16 | |||
| Тип | B | B1 | B2 | L | H | H1 | m |
| 4. С державкой двутаврового сечения
| 16 | 11 | 10 | 125 | 8 | 7 | 2 |
| 20 | 12 | 11 | 160 | 10 | 8 | 4 | |
| 25 | 20 | 18 | 200 | 12 | 10 | ||
| 30 | 25 | 23 | 250 | 16 | 14 |
Примечание. Обозначение зубила типа 2 исполнения 1 с размерами α = 60°,
L = 160 мм, В = 16 мм, с покрытием Н12.Х1:
Зубило 2810-0203 Н12.Х1 ГОСТ 7211–86.
Таблица 6. Слесарные крейцмейсели (ГОСТ 7212–74)
| Угол заточки α, ° | b | L | B | H | Мас са, кг |
| 45; 60; 70 | 2 | 125 | 8 | 16 | 0,2 | |
| 5 | 160 | 10 | 20 | 0,4 | ||
| 8 | 0,6 | |||||
| 10; 12 | 200 | 16 | 35 | 0,8 |
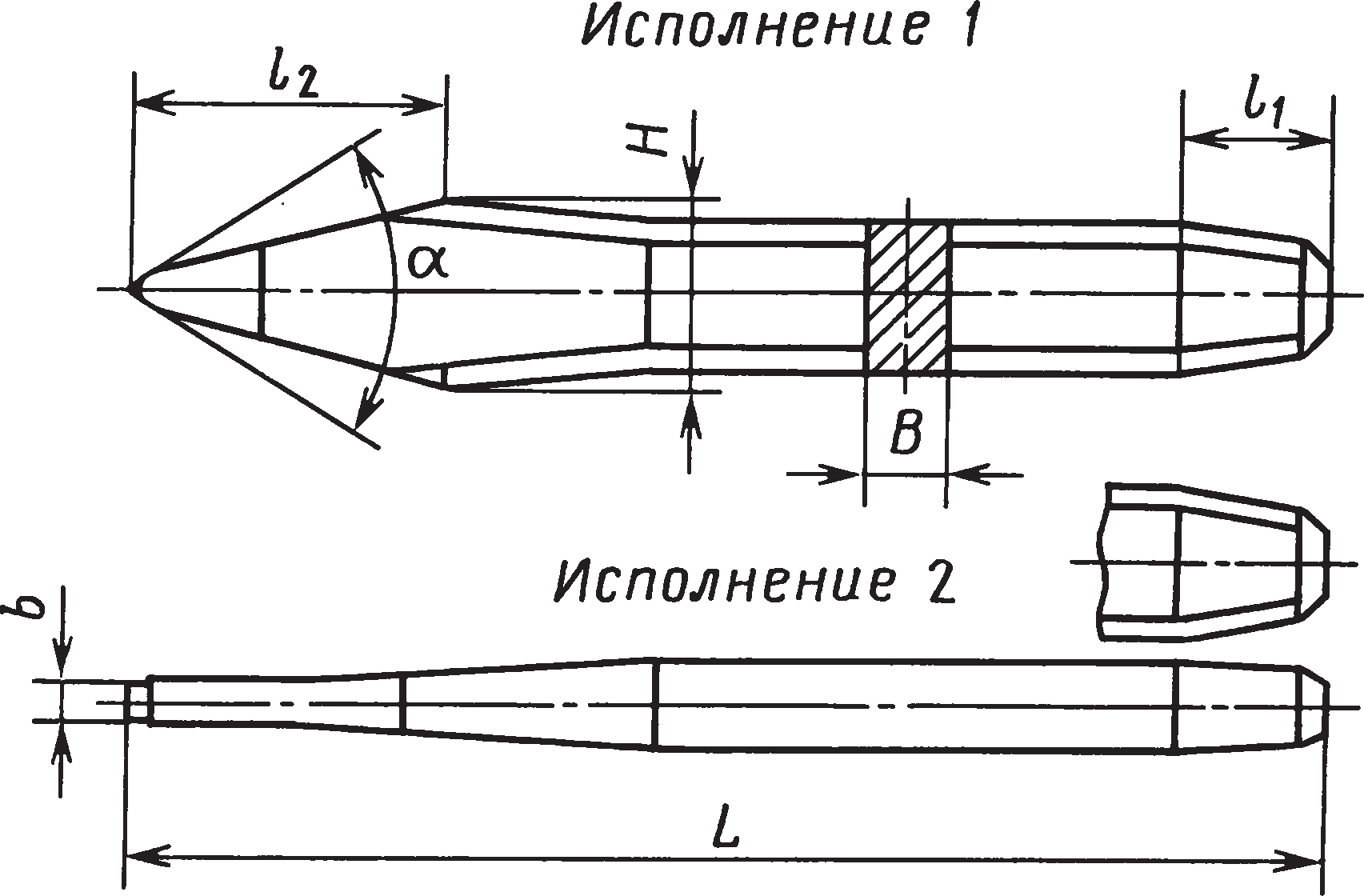
Таблица 7. Слесарные бородки (ГОСТ 7214–72)
| Тип | d | D | L | Исполнение |
| 1. С конической рабочей частью
| 1,0 | 6,3 | 100 | 1,2 |
| 2,0 | 8,0 | |||
| 3,2 | 10,0 | 125 | ||
| 4,0 | 160 | 1 | ||
| 6,3 | 12,0 | |||
| 8,0 | 16,0 | 200 | ||
| 2. С цилиндрической рабочей частью
| 3,2 | 10 | 125 | 1,2 |
| 4,0 | 1 | |||
| 5,0 | 12 | 160 | ||
| 6,3 | ||||
| 8,0 | 16 | 200 |
Кузнечные тупо- и остроносые кувалды (табл. 8. и 9) изготовляют из стали 50. Твердость рабочих частей на длине 30 мм 39,5…53 HRC.
Ручные обжимки (табл. 10) для холодной высадки полукруглых головок заклепок диаметром 3…8 мм производят из стали У7А или У8А с твердостью (HRC) рабочей части обжима 53…57 на длине 10…15 мм, ударной части 35…40 на длине 15…25 мм.
Ручные буквенные и цифровые клейма (табл. 11) предназначены для нанесения букв и цифр на металлические и неметаллические поверхности изделий твердостью до 43,5 HRC. Цельные клейма и державки клейм изготовляют из сталей 8ХФ (группа А) или У7А и У8А (группа В), твердосплавные вставки — из сплавов ВК8 и ВК15. Твердость (HRC) рабочей части стальных клейм на длине не менее 20 мм от рабочего торца 56…60 (группа А) и 54…58 (группа В); твердость ударной части стальных клейм и их державок со вставками на длине не менее 0,6l от торца 41,5…46,5 (группа А) и 36,5…41,5 (группа В).
Ручной инструмент имеет защитнодекоративное покрытие, которое выбирают в зависимости от условий эксплуатации.
Таблица 8. Кузнечные тупоносые кувалды (ГОСТ 11401–75)
| Обозначение | B | L | l | b | Масса, кг | |
| 1212-0001 | 50 | 108 | 36 | 21 | 2 | |
| 1212-0002 | 58 | 120 | 40 | 24 | 3 | |
| 1212-0003 | 62 | 135 | 4 | |||
| 1212-0004 | 68 | 142 | 45 | 26 | 5 | |
| 1212-0005 | 72 | 151 | 6 | |||
| 1212-0006 | 80 | 166 | 50 | 30 | 8 | |
| 1212-0007 | 85 | 185 | 10 | |||
| 1212-0008 | 95 | 180 | 55 | 32 | 12 | |
| 1212-0009 | 100 | 210 | 16 |
Таблица 9. Кузнечные остроносые кувалды (ГОСТ 11402–75)
| ||||||
| Обозначение кувалды | B | L | l | b | Масса, кг | |
| поперечной | продольной | |||||
| 1212-0301 | 1212-0301 | 58 | 145 | 40 | 24 | 3 |
| 1212-0302 | 1212-0302 | 62 | 162 | 4 | ||
| Обозначение кувалды | B | L | l | b | Масса, кг | |
| поперечной | продольной | |||||
| 1212-0303 | 1212-0303 | 68 | 172 | 45 | 26 | 5 |
| 1212-0304 | 1212-0304 | 72 | 190 | 6 | ||
| 1212-0305 | 1212-0305 | 80 | 195 | 50 | 30 | 8 |
Таблица 10. Ручные обжимки для заклепок с полукруглой головкой
| Диаметр заклепки | D | d | h | L | |
| 3 | 12 | 5,2 | 1,6 | 100 | |
| 3,5 | 14 | 6,0 | 1,8 | ||
| 4,0 | 16 | 7,3 | 2,1 | 125 | |
| 5,0 | 18 | 8,7 | 2,6 | ||
| 6,0 | 20 | 10,4 | 3,2 | 140 | |
| 8,0 | 22 | 13,5 | 4,2 | 160 |