( с сайта КИПинфо) 1. Статья 1 пункт 3 Федерального закона об обеспечении единства измерений №102-Ф3 от 26 июня 2008 года (Статья 13 Закона РФ №4871-1 от 27 апреля 2003 года) определяет сферу государственного регулирования обеспечения единства измерений. Все С.И. входящие в эту сферу в обязательном порядке должны быть сертифицированы в качестве типа средств измерений, и, с определенной периодичностью, проходить поверку осуществляемую аккредитованными на то юридическими лицами и индивидуальными предпринимателями. Перечень средств измерений, поверка которых осуществляется только государственными региональными центрами, определяет Правительство РФ. 2. Средства измерений не подпадающие под пункт 3 статьи 1 данного закона могут в добровольном порядке подвергаться калибровке с использованием эталонов прослеживаемых к государственным первичным эталонам. Выполняющие калибровку юридические лица и индивидуальные предприниматели могут быть в добровольном порядке аккредитованы в области обеспечения единства измерений. 3. Сфера действия государственного регулирования единства измерений определяется метрологической службой предприятия, организации, юридического лица по согласованию с государственным метрологическим надзором, Ростехнадзором и региональным метрологическим центром. 4. Средства измерений, занесенные в государственный реестр С.И., могут применяться как в сфере государственного регулирования единства измерений, так и вне сферы государственного регулирования единства измерений на любом предприятии, организации, у индивидуального предпринимателя, юридического или физического лица. Все определяется технической и технологической необходимостью.
По п.1: Все СИ можно поделить и «узаконить» соответствующими списками: а— участвующие в коммерческих, торговых и учетных операциях; б— связанные с обеспечением безопасного ведения технологического процесса и ТБ; в— связанные с охраной окружающей среды и обеспечением экологической безопасности; г— связанные с обеспечением качества выпускаемой продукции; д— эталонные и образцовые СИ; все эти СИ должны быть сертифицированы, и в обязательном порядке проходить Госповерку. е— все остальные СИ можно калибровать, а можно, отнести к СИ используемым в режиме «Контроль» («Индикация»), без оценки их нормированной точности, не подлежащих поверке и калибровке. По новым руководящим документам на эти приборы ставится метка «К» («И»).
По п.2: Могут, но не обязаны. И ваша организация сама для себя может проводить калибровку, по тем СИ на которые имеет эталоны и образцовые приборы. Для калибровки «для себя» не надо никаких прав и лицензий, достаточно иметь достаточной (вы определяете) квалификации работника, и вести по этой работе соответствующий учетный документ. Естественно, эту работу, лучше учредить соответствующими приказами и распоряжениями.
По п.3: Определяет ваша организация, создавая и утверждая соответствующие перечни и списки СИ, а также и ОТВЕЧАЕТ в полной мере за их правильность и достаточность. Могут не поверяться и не калиброваться, а использоваться в режиме «Контроль», только естественно попав в вами составленный «Перечень СИ, используемых для наблюдения за измерением величин, без оценки их нормированной точности, не подлежащих поверке и калибровке.» За состав которого ваша организация несет 100% ОТВЕТСТВЕННОСТЬ.
Источник: www.pkf-orgcervic.ru
В системе нагнетания сжатого воздуха могут устанавливаться различные измерительные приборы, большое распространение получил манометр. Как и многие другие приборы, рассматриваемый должен проходить периодическое обслуживание. Только в этом случае можно быть уверенным в том, что оно прослужит в течение длительного периода, а полученные показания будут точными. Рассмотрим все особенности процедуры проверки манометра подробнее.

Периодичность поверки манометров
Манометр представлен прибором, который осуществляет измерение давления в аппарате или емкости, на определенном участке трубопровода. Периодическая проверка позволяет избежать основных проблем. Стоит учитывать, что поверка манометров должна проводится исключительно с учетом разновидности устройства:
Для того чтобы калибровка манометров была проведена с высокой эффективностью, следует уделить внимание их конструктивным особенностям. Спиральные характеризуются следующим особенностями:
- Внутри корпуса расположена спираль, которая связана с передающим элементам. Она изготавливается при применении специального металла с высокой упругостью.
- Циферблат соединен со спиралью, за счет проводится смена положения стрелки. Циферблат работает по механическому принципу, представлен шкалой со стрелкой. Как правило, на поверхности отображаются единицы измерения и другая более важная информация.
- При повышении давления проводится раскручивание спирали, за счет чего стрелка отклоняется в большей степени. От размеров этого элемента зависит диапазон, в котором могут проводится измерения.
Мембранные варианты исполнения функционируют за счет плоской пластины, которая связана с передающим элементом. При повышении давления мембрана прогибается в большей степени, за счет чего стрелка смещается.
Периодичность проведения поверки зависит от самых различных моментов, в том числе области применения устройства. В некоторых случаях нужно проводить процедуру один раз в год, в других на протяжении 5 лет. Входной контроль проводят многие организации с выездом на объект, так как в некоторых случаях процедуру должен проводить сертифицированный специалист и с учетом предъявляемого требования к обработке.

Тарировка манометра и другие процедуры раньше проводились раз в год, но из-за применения современных технологий при производстве позволило увеличить срок в два раза.
За счет этого точность показаний манометра находятся на высоком уровне.
Сегодня госповерку проводят при контроле состояния измерительных приборов ответственных систем. Расшифровываются полученные данные самым различным образом, поэтому процедура проводится исключительно специалистом.
Методика поверки манометров
Существует довольно большое количество различных технологий, которые позволяют определить состояние измерительного устройства. Поверка технических манометров должна проводится исключительно профессионалами, так как допущенные ошибки могут стать причиной снижения точности снимаемых показателей. Оказывать услуги должны исключительно специалисты, получившие соответствующее разрешение.
Выделяют несколько наиболее распространенных технологий поверки:
- При применении гидравлического пресса. В этом случае измерительное устройство устанавливается между двумя элементами прибора. Стоит учитывать, что подобная технология проводимых измерений характеризуется низкой погрешностью. Существует довольно большое количество различных видов гидравлических прессов, все они характеризуются своими определенными особенностями. Подобная конструкция встречается исключительно в специализированных магазинах, для применения следует обладать определенными навыками и знаниями.
- При применении метрологического стенда. В этом случае основные показатели снимаются с минимальной погрешностью в установленных контрольных точках. Подобный прибор создает требующееся давление в системе. Среди особенностей использования метрологического стенда отметим то, что погрешности в измерении довольно высокие. Однако конструктивные особенности позволяют существенно расширить область применения устройства, к примеру, в случае высокого давления в системе.
- При использовании специального калибратора. Этот прибор можно сегодня приобрести в специализированном магазине для самостоятельной поверки устройства. При выборе калибратора уделяется внимание тому, в каком диапазоне показателей он может применяться. Большая часть моделей работает по одинаковой схеме.
Поверка манометров: правила
Проводится проверка манометров должна исключительно с учетом основных правил и рекомендаций, так как допущенные ошибки могут привести к снижению точности изделия. Основные правила следующие:
- Для начала проводится осмотр манометра для определения состояния механизма. Повреждение устройства может указывать на то, что проводить поверку и вовсе не стоит. Некоторые из дефектов можно устранить, к примеру, провести замену защитного стекла, все зависит от особенностей конкретной модели манометра.
- Создаются наиболее приближенные условия к эксплуатационным. Примером можно назвать показатель влажности воздуха, атмосферного давления и температуры в помещении.
- Вначале проводимого испытания стрелка должна находится на нуле. За счет этого исключается вероятность допущения погрешности на момент проведения измерений.
Если нет возможности провести установку стрелки на ноль, то проводится регулировка устройства при помощи специального болта.
Требования к поверке манометров
Для сверки основных параметров измерительного прибора следует уделять внимание основным требованиям, которые предъявляются к проведению рассматриваемой процедуры. К ним можно отнести следующие моменты:
- Перед непосредственной проверкой следует предоставить документы, которые подтверждают прохождение этой процедуры ранее. Результаты, которые были получены ранее, также могут потребоваться при очередной поверке. Некоторые компании не проводят рассматриваемую процедуру в случае отсутствия соответствующего документа.
- Если устройство является частью ответственного механизма, то оно должно иметь пломбу. В противном случае механизм не может применяться по предназначению.
- В зависимости от давления в системе подбирается наиболее подходящее оборудование. Наиболее важными параметрами можно назвать диапазон измерений, а также область применения устройства.
- Данные с применяемого устройства должны хорошо считываться. Для этого выбираются наиболее оптимальные условия работы.
- Установка манометра должна проводится исключительно с соблюдением всех мер безопасности. Довольно распространенной ошибкой можно назвать снижение прочности соединения. При подаче сильного давления может появиться утечка, которая снизит давление в системе.
Все установленные нормы учитываются специалистом, который проводит поверку устройства. Если не учитывать требование, то состояние конструкции нельзя будет проверить с высокой точностью.
Что такое класс точности манометра?
Класс точности манометра является одной из основных величин, характеризующих прибор. Это процентное выражение максимально допустимая погрешность измерителя, приведенная к его диапазону измерений. … Именно с этой величиной связан класс точности. Существует два типа измерителей давления — рабочие и образцовые.
Интересные материалы:
Чем можно промыть двигатель внутри? Чем можно расколоть орех? Чем можно разбавить красное вино? Чем можно разбавить засохший клей Пва? Чем можно развести сырую резину? Чем можно смазать компьютерное кресло? Чем можно снять яблоки с яблони? Чем можно закрепить ковер на полу? Чем можно заменить амлодипин? Чем можно заменить формочки для выпекания?
Сроки поверки манометров
Больше всего внимания уделяется установленным срокам. Назначение калибровки заключается в повышении точности снимаемых показателей. Среди особенностей отметим следующие моменты:
- При сдаче манометра на поверку нужно быть готовым к тому, что он будет находится в компании на протяжении 14 рабочих дней. Некоторые компании справляются с поставленной задачей намного быстрее. Не стоит забывать о том, что для поверки требуется довольно много времени, за счет чего исключается вероятность допущения ошибки.
- Для эталонных приборов срок уменьшен до 7 рабочих дней. При обращении в компанию, которая предоставляет рассматриваемые услуги, можно узнать то, в какие сроки будут проведены работы.
- Снизить сроки можно за счет предварительной подачи документов. Многие компании позволяют позвонить и заказать поверку, а также отправить документы в электронном виде для их предварительной проверки.
- Снять измерительный прибор с устройства можно только при вызове специалиста, который предоставляет соответствующие услуги. Не стоит забывать о том, что допущение ошибок на момент монтажа можно нарушить целостность магистрали.
- Проводимые испытания должны длиться определенный срок. Инструкцию по применению приборов калибровки зачастую производители добавляют в комплект поставки.
Самостоятельно провести рассматриваемую процедуру можно только в том случае, если прибор устанавливается в качестве элемента неответственных механизмов.
Почему манометры имеют разную маркировку?
Один и тот же манометр может быть применен с целью замера давления жидкости и газа. Это становится допустимым только в том случае, если каждый его конструктивный элемент обладает устойчивостью к этим типам сред. Когда манометр может быть использован в ограниченных условиях, на шкалу прибора наносят специализированные обозначения, которые оповещают о тонкостях эксплуатации конкретного прибора. Подробная информация о том, влияние какой именно среды может измеряться прибором, указывается в паспорте завода изготовителя.
При замерах маленьких показателей в качестве чувствительного элемента используется мембрана. Благодаря значительной площади мембраны даже небольшое влияние на нее провоцирует явное преобразование мембраны. Подобное изменение сообщается с помощью тяги поворотного стрелочного механизма, и устройство демонстрирует именно то давление, которое реально существует в каждый конкретный момент времени. Чтобы подключить манометр к агрессивной среде, используют специализированные мембраны. Нередко корпуса приборов красят в различные цвета и это не случайно: голубые устройства служат для замера давления кислорода, желтые – манометры на аммиак, белые – манометры на ацетилен, темно-зеленые – на водород, серовато-зеленые – на хлор.
Корпус изделий, рассчитанных на пропан и прочие горючие газы, окрашен в красный цвет. Черный оттенок корпуса – у манометров, рассчитанных на применение негорючих газов. Приборы кислородного типа необходимо обезжиривать, поскольку иногда небольшие загрязнения штуцера в случае соединения с кислородом способны вызвать появление пламени и даже взрыв. В манометрах на ацетилен не допускается присутствие в измеряющем устройстве медных сплавов, в связи с тем, что во время контакта с ацетиленом существует риск образования взрывоопасной ацетиленовой меди.
Нужна ли поверка манометров
Первичная поверка прибора проводится для определения показателя номинального давления. В дальнейшем контроль позволяет исключить вероятность снижения точности.
Периодическая поверка манометра требуется для того, чтобы исключить вероятность его выхода из строя.
Некоторые системы не могут эксплуатироваться без применения манометра.
Если своевременно не проводить рассматриваемую процедуру можно столкнуться со следующим проблемами:
- Погрешность при снятии измерений. В некоторых случаях незначительная погрешность не снижает эффективность применения компрессора, в других точность давления важна.
- Существенно снижается эксплуатационный срок манометра. Некоторые повреждения механизма при его длительной эксплуатации могут привести к быстрому износу. Стоимость высокоточных манометров весьма велика.
- Есть вероятность появления утечки среды, которая станет причиной снижения давления в системе.

В заключение отметим, что при необходимости поверки измерительного прибора компрессора провести подобную работу можно самостоятельно. Для этого можно приобрести специальное устройство в специализированном магазине. Другие механизмы, к которым предъявляются более высокие требования, должны проверяться исключительно специалистом. После проведения процедуры должна ставится пломба.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru
Какие манометры подлежат поверке
В соответствии со статьей 13 Федерального закона «Об обеспечении единства измерений» Правительство Российской Федерации постановляет:
1.
Утвердить прилагаемый перечень средств измерений, поверка которых осуществляется только аккредитованными в установленном порядке в области обеспечения единства измерений государственными региональными центрами метрологии.
2.
Знаки поверки, нанесенные на средства измерений или свидетельства о поверке, оформленные на них до дня вступления в силу настоящего Постановления, действуют до окончания срока их действия.
3.
Настоящее Постановление не распространяется на отношения, возникающие при поверке средств измерений:
а)
применяемых федеральными органами исполнительной власти, Вооруженными Силами Российской Федерации, другими войсками, воинскими формированиями и органами при осуществлении деятельности в области обороны и безопасности государства в соответствии с Федеральным законом «Об обороне» и Законом Российской Федерации «О безопасности»;
б)
принадлежащих организациям Государственной корпорации по атомной энергии «Росатом»;
в)
находящихся в виде запасов материально-технических средств на хранении или использовании в целях гражданской обороны;
г)
применяемых на комплексе «Байконур».
4.
Настоящее Постановление вступает в силу с 1 января 2012 г.
Средства измерений по видам деятельности, относящимся к сфере государственного регулирования обеспечения единства измерений
Осуществление деятельности в области здравоохранения
1.
Средства измерений температуры тела человека
2.
Средства измерений массы человека
3.
Средства измерений силы, мощности, применяемые при диагностике работоспособности групп мышц человека
4.
Средства измерений длины, применяемые при определении роста человека
5.
Средства измерений артериального давления крови
6.
Средства измерений объема, скорости потока, концентрации газов
Методика поверки МИ 2124-90
Государственная — система обеспечения единства измерений
Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры показывающие и самопишущие.Методика поверкиМИ 2124-90
РЕКОМЕНДАЦИЯ
Настоящая рекомендация распространяется на показывающие и самопишущие манометры, вакуумметры и мановакуумметры, напоромеры, тягомеры и тягонапоромеры (в дальнейшем — приборы) по ГОСТ 2405-88 и ГОСТ 1701-75 класса точности 0,6 и ниже, предназначенные для измерения избыточного и вакуумметрического давления и устанавливает методику их первичной и периодической поверок.
Приборы, изготовленные в СССР до срока введения перечисленных выше стандартов, а также, импортные приборы, должны поверяться в соответствия с методами, установленными в настоящей рекомендации.
1. ОПЕРАЦИИ ПОВЕРКИ 1.1. Операции, производимые при поверке приборов, должны соответствовать указанным в табл. 1.
Таблица 1
| Операции поверки | Номер пунктов настоящей рекомендации |
| Внешний осмотр | 5.1 |
| Установка стрелки (пера) на нулевую отметку шкалы (нулевую отсчетную линию диаграммы) | 5.2 |
| Проверка положения стрелки (пера) у нулевой отметки шкалы (нулевой отсчетной линии диаграммы) | 5.2 |
| Определение основной погрешности и вариации | 5.3 |
| Операции поверки многострелочных приборов | 5.4 |
| Операции поверки приборов с контрольной стрелкой | 5.5 |
| Операции поверки приборов с сигнальным устройством | 5.6 |
| Операции поверки самопишущих приборов | 5.7 |
2. СРЕДСТВА ПОВЕРКИ 2.1. Для поверки приборов должны применяться следующие измерительные приборы, и устройства: а) манометры образцовые грузопоршневые по ГОСТ 8291-83; б) манометры образцовые грузопоршневые с измерительным мультипликатором класса точности 0,2 с верхним пределом измерений до 1500 МПа; в) мановакуумметры образцовые грузопоршневые класса точности 0,05 с верхним пределом измерений 0,25 МПа; г) автоматические задатчики давления типа АЗД, АЗДГ, АЗДГМ, АЗДГП; д) задатчики давления типа Воздух-1,6, Воздух-2,5, Воздух-6,3, Воздух-0,4В, Воздух-250 и Воздух-1600; е) манометры и вакуумметры деформационные образцовые; ж) комплексы для измерения давления цифровые типа ИПДЦ или преобразователи давления измерительные электрические ИПД в комплекте с цифровыми вольтметрами; з) уровень с ценой деления не более 2′; и) хронометр; к) термометр с пределами измерений 15-25 °С с погрешностью не более 0,1 °С по ГОСТ 28498-90; л) микроскоп МПБ-2; м) частотометр с погрешностью не более ±0,1 Гц; н) устройства для создания давления; о) газожидкостные разделительные камеры для случая, когда рабочие среды поверяемого и образцового прибора имеют разные фазовые состояния: (газ и жидкость) или (жидкость и газ); п) жидкостные разделительные камеры на рабочие давления до 60 МПа для приборов специального назначения, имеющих на циферблатах обозначение изменяемой среды («Кислород» и «Маслоопасно» — для кислорода), поверка которых должна производиться на жидкостях, не реагирующих с измеряемой средой; р) жидкостные микроманометры типа МКМ-4, ПМКМ по ГОСТ 11161-84; с) жидкостный микроманометры типа МКВ по ГОСТ-11161-84; т) жидкостные микроманометры ,типа ММН по ГОСТ 11161-84. 2.2. Образцовые приборы, применяемые при поверке, должны быть поверены или аттестованы в органах метрологической службы. 2.3. Допускается применять образцовые приборы указанные в п. 2.1., при условии их соответствия требованиям п. 5.3.5.
3. ПОДГОТОВКА И УСЛОВИЯ ПОВЕРКИ 3.1. Температура окружающего воздуха должна быть 20 или 23 ºС с допускаемым отклонением: ±2 °С — для приборов классов точности 0,6 и 1; ±5 °С — для приборов классов точности 1,5; 2.5 и 4. При использовании для поверки образцового показывающего деформационного прибора допускаемое отклонение температуры должно соответствовать его нормальным условиям, в противном случае в показания образцового прибора должна быть введена поправка на влияние температуры. 3.2. Вибрация (тряска) не должна вызывать размах колебаний стрелки или пера, превышающий 0,1 предела допускаемой основной погрешности прибора, если иное не установлено в нормативно-технической документации на прибор. 3.3. Прибор должен быть присоединен к устройству, для создания давления и находиться в положении, соответствующем обозначению, имеющемуся на приборе или указанию в документации. Если обозначение рабочего положения отсутствует то при, поверке прибор должен быть установлен так, чтобы плоскость циферблата была вертикальна с допускаемым отклонением ±5º (если иное не оговорено в НТД), а цифры и знаки должны быть расположены без наклонов. 3.4. Для приборов с верхним пределом измерений до 250 кПа включительно, также имеющих обозначение «Г», давление в приборе должно создаваться воздухом или нейтральным газом, кроме случаев, специально оговоренных в документации на прибор. Для приборов, имеющих на циферблате обозначение» состояния среды, на которой градуирован прибор, рабочими средами должны быть: а) воздух или нейтральный газ – для приборов с обозначением «Г» (если рабочей средой образцового прибора является жидкость, необходимо применить газожидкостную разделительную камеру); б) жидкость – для приборов с обозначением «для жидкости» или «Ж» (если рабочей, средой образцового прибора является воздух или нейтральный газ, необходимо применять газожидкостную разделительную камеру). 3.5. Рабочие среды образцовых приборов должны соответствовать их документации. Допускается применение других сред, не вызывающих, коррозии деталей и узлов образцового прибора, если они оговорены в техдокументации на поверяемый прибор. 3.6. При специальном исполнении прибора для измерения давления рабочей среды, наименование которой нанесено на циферблате или дано сопроводительной документации, когда не допустима поверка на средах, указанных в п. 3.5, прибор должен поверяться с применением разделительной камеры на рабочей среде или среде, не реагирующей с рабочей средой. В этом случае погрешность, вносимая, разделительной камерой, не должна превышать 0,2 предела допускаемой основной погрешности прибора. 3.7. Приборы, предназначенные для измерения давления кислорода, должны сопровождаться письменной гарантией обезжиривания, без которой их поверка запрещена. В качестве рабочей среды, передающей давление приборам для измерения давления кислорода, рекомендуется вода или воздух. Не допускается среды, загрязненные маслом и органическими примесями. Допускается поверять такие приборы без применения разделительной камеры. Для этого внутренние полости устройства для создания давления и образцового прибора должны быть обезжирены и заполнены чистой водой. Обезжиривание должно быть подтверждено соответствующим документом. В качестве образцового прибора должен быть применен деформационный манометр с надписью «кислород». Допускается вместо воды (воздуха) использовать другие жидкости (газы), взаимодействие которых с кислородом безопасно. 3.8. Устройство для создания давления должно обеспечивать плавное повышение и понижение давления, а также постоянство давления во время отсчета показаний и выдержке приборов под давлением, равным верхнему пределу измерений. 3.9. Если рабочей средой при поверке является жидкость, то торец штуцера прибора и торец штуцера образцового деформационного манометра или торец поршня грузопоршневого манометра должны находиться в одной горизонтальной плоскости с допускаемой погрешностью:
ΔН≤10-3g (Pmax/rg)
где g — предел допускаемой основной погрешности прибора в процентах от нормирующего значения (верхнего предела измерений Pmax); r — плотность рабочей среды; g — ускорение свободного падения. 3.10. При отсутствии технической возможности выполнения требований п.3.9 настоящей методики в показания образцового (или поверяемого), прибора должна быть внесена поправка Δp, учитывающая влияние столба рабочей среды:
Δp=rg ΔН
Поправка прибавляется к показаниям того прибора, уровень расположения торца, которого выше. Примечание. Для приборов, имеющих корректор нуля, допускается учитывать поправку путем установки стрелки на нулевую отметку после подсоединения к образцовому прибору. 3.11. Приборы представленные на поверку в комплекте с разделительными устройствами, поверяют с учетом дополнительной погрешности разделителя и правил установки, предусмотренных нормативно-технической документацией на эти комплекты. 3.12. Прибор должен предварительно выдерживаться в нерабочем состоянии при температуре окружающего воздуха, указанной в п. 3.1., не менее: 12 ч — при разнице температур воздуха в помещении для поверки и местом, откуда вносится прибор, более 10 ºС; 1 ч — при разнице температур воздуха в помещении для поверки и местом, откуда вносится прибор, от 1 до 10 ºС. При разнице указанных температур менее 1 °С выдержка не требуется. 3.13. Приборы, имеющие на шкале знак & («Внимание») должны приниматься на поверку только о сопроводительной документацией.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ 4.1. Требования эксплуатации 4.1.1. Запрещается создавать давление, превышающее верхний предел измерений прибора. 4.1.2. Запрещается снимать прибор с устройства для создания давления при значениях давления более: — 100 кПа для приборов с верхним пределом измерений более 10 МПа; — 50 кПа для остальных приборов.
5. ПРОВЕДЕНИЕ ПОВЕРКИ
5.1Внешний осмотр 5.1.1. При внешнем осмотре должно быть установлено отсутствие механических повреждений корпуса, штуцера (препятствующих присоединению и не обеспечивающих герметичность прочность соединения), ‘стрелки (пера), стекла и циферблата, влияющих на эксплуатационные свойства. Стекло и защитное покрытие циферблата должно быть чистым и не иметь дефектов, препятствующих правильному отсчёту показаний. 5.1.2. Соединение корпуса с держателем должно быть прочным, не допускающим смещения корпуса. 5.1.3. Приборы, выпускаемые из ремонта должны иметь, на приборе или в паспорте надпись «ремонт» (или «рем») и наименование (или фирменный знак) ремонтного предприятия. 5.1.4. Приборы, забракованные при внешнем осмотре, дальнейшей поверке не подлежат. 5.2. Установка стрелки (пера) на нулевую отметку шкалы, (нулевую отчетную линию диаграммы). Проверка положения стрелки (пера) у нулевой отметки шкалы (нулевой отсчетной линии диаграммы) 5.2.1. Перед установкой стрелки (пера) на нулевую отметку (нулевую отсчетную линию диаграммы) или проверкой положения стрелки (пера) у нулевой, отметки (нулевой отсчетной линии диаграммы) прибор необходимо выдержать под давлением в пределах (90÷100)% верхнего предела измерений, в течение 1÷2 мин 5.2.2. Стрелка, (перо) прибора, имеющего корректор нуля, при отсутствии давления должна быть установлена по центру нулевой отметки шкалы (нулевой отсчетной линии диаграммы). 5.2.3. Стрелка, (перо)прибора, не имеющего корректор нуля, должна при отсутствии давления располагаться на нулевой отметке шкалы (нулевой отсчетной линии диаграммы) с отклонением не более предела допускаемой основной погрешности, если иное не оговорено в документации на прибор. Примечание. У приборов, имеющих упор, стрелка должна быть на упоре. Допускается отклонение стрелки от упора на значение, но превышающее предела допускаемой основной погрешности. 5.3. Определение основной погрешности и вариации 5.3.1. Основную абсолютную погрешности прибора необходимо определять как разность между показаниями (записью) прибора и действительным значением давления по образцовому прибору. 5.3.2. Выбор образцовых приборов осуществляет метрологическая служба предприятия, исходя из технико-экономических расчетов и технических возможностей с учётом критериев достоверности поверки, по табл.2 (приложение 1). 5.3.3. При выборе образцовых приборов для определения погрешности прибора должно быть соблюдено следующее условие:
(Δ0⁄D)×100≤αrγ (3)
где Δ0 — предел допускаемой абсолютной погрешности образцового прибора на проверяемых отметках шкалы; D — диапазон показаний (записи) поверяемого прибора; αr — отношение предела допускаемого значения погрешности образцового прибора, применяемого при поверке, к пределу допускаемого значения основной погрешности прибора (для государственной и арбитражной поверки αr не должно превышать(0,25); γ — предел допускаемой основной погрешности прибора в процентах от нормированного значения (диапазона, измерений или суммы диапазонов измерений для мановакуумметров и тягонапоромеров). Значения Δ0 и D должны быть выражены в одних и тех же единицах давления. 5.3.4. Поверка приборов с дополнительными шкалами, отградуированными в единицах силы, температуры и т.д., должна проводиться только по шкале давления; поверка приборов, не имеющих шкалы, градуированной в единицах давления, должна проводиться только при наличии соотношения указанных выше единиц с единицей давления. 5.3.5. Поверка приборов должна проводиться одним из способов: а) заданное давление устанавливают по образцовому прибору, а показание отсчитывают по поверяемому прибору; б) стрелку (перо) поверяемого прибора устанавливают на проверяемую отметку шкалы (отсчетную линию диаграммы), а действительное давление отсчитывают по образцовому прибору. 5.3.6. Отсчитывание показаний приборов при их поверке должно проводиться с точностью до 0,1 цены деления. Для устранения параллакса при отсчете показаний направление зрения должно проходить через указательный конец стрелки перпендикулярно поверх ости циферблата. Если стрелка имеет ножевой конец, направление зрения должно быть в плоскости лезвия ножа. 5.3.7. Число проверяемых, точек шкалы (диаграммы) приборов класса точности 0,6 должно быть не менее 8, класса точности 1; 1,6 и 2,5 — не менее 5, класса точности 4 – не менее 3, и включать нижнее и верхнее продольное, значение давления. Проверяемые точки должны быть распределены примерно равномерно в пределах всей шкалы (диаграммы). При поверке вакуумметров с верхним пределом измерений 100 кПа допускается устанавливать значение давления, соответствующее верхнему пределу измерений, равное (90÷95) кПа в зависимости от значения атмосферного давления в момент поверки. Для мановакуумметров и тягонапоромеров в число поверяемых точек должна входить отметка, соответствующая нулевому значению давления. Число проверяемых точек мановакуумметров отдельно для манометрической и вакуумметрической части шкалы распределяется пропорционально длине соответствующей части шкалы. При поверке мановакуумметров классов точности 1,6; 2,5 и 4 с верхним пределом измерений избыточного давления более0,5 МПа, класса точности 1 — более 0,9 МПа и класса точности 0,6 — более 1,5 МПа показания по вакуумметрической части шкалы не отсчитывают, а только проверяют движение стрелки в сторону этой части шкалы при сообщении прибору вакуумметрического давления, не превышающего 50 кПа. 5.3.8. При поверке давление плавно повышают и проводят отсчитывание показаний. Затем прибор выдерживают в течение 5 мин. под давлением, равном верхнему пределу измерений. После чего давление плавно понижают и проводят отсчитывание показаний при тех же значениях давления, что и при повышении давления. Скорость изменения давления не должна превышать 10% диапазона показаний (записи) в секунду. 5.3.9. Движение стрелки должно происходить плавно, без заеданий и скачков. Стрелка не должна касаться циферблата и стекла, а также других стрелок (в многострелочных приборах) Примечание. Допускаются заедания и скачки, величина которых не должна превышать значений, оговоренных в нормативно-технической документации. 5.3.10. Указательный конец стрелки прибора на протяжении всей шкалы должен перекрывать самые короткие отметки шкалы на значение, установленное в стандарте на прибор. 5.3.11. Значение основной погрешности прибора на любой отметке шкалы (отсчётной линии диаграммы) как при прямом так и обратном ходе стрелки (пера) не должно превышать: а) при поверке приборов, выпускаемых из производства и ремонта — 0,86 γKγ; б) при поверке приборов, находящихся в эксплуатации: γ- (при αr, 0,2; 0,25 и 0,33); γKγ — (при αr, равном 0,4 и 0,5), где γK — абсолютное значение отношения контрольного (приёмочного) допуска к пределу допускаемой основной погрешности. 5.3.12. Вариация показаний (записи) для каждой проверяемой отметки шкалы (отсчетной линии диаграммы), кроме значений, соответствующих верхнему и нижнему, пределам измерении, определяется па формулам, %: а) при поверке по способу п.5.3.7а:
B=(N2-N1)/D×100…(4)
б) при поверке по способу п.5.3.76:
b=(N02-N01)/D×100…(5)
где N2-N1 — показания поверяемого и образцового приборов соответственно при повышении давления (прямой ход); N02-N01 — показания поверяемого и образцового приборов соответственно при понижении давления (обратный ход); N и D должны быть выражены в одних и тех же единицах давления. Вариация не должна превышать предела допускаемой основной погрешности, если иное не оговорено в документации на прибор. 5.3.13. При снижении давления до нуля после поверки стрелка должна, находиться на нулевой отметке шкалы с отклонением, не превышающим, допускаемого значения, установленного в техдокументации на прибор. Последний должен быть отсоединён от устройства создания давления и находиться в рабочем положении. 5.3.14. Кислородный манометр по окончании поверки встряхивают штуцером вниз над чистым листом бумаги. Если после высыхания на бумаге будут обнаружены жировые пятна прибор бракуют, а кислородная разделительная камера должна быть обезжирена. 5.4. Операции поверки многострелочных приборов 5.4.1. Для многострелочных приборов основная погрешность и вариация показаний (записи) должна определяться по каждой стрелке (перу) отдельно. 5.4.2. В двухстрелочных приборах разность показаний двух стрелок при одном и том же давлении как на прямом, так и на обратном ходах не должна превышать удвоенного предела допускаемой основной погрешности. 5.4.3. Поверка сдвоенных приборов может производиться по обеим стрелкам одновременно. Разность показаний не должна превышать удвоенного значения предела допускаемой основной погрешности. 5.4.4. По окончании поверки приборов должно быть установлено отсутствие, сообщения между рабочими полостями упругих чувствительных элементов. Для этого в один из штуцеров прибора подают давление, равное верхнему пределу измерений в течение 3÷5 минут. При этом одна из стрелок должна показывать созданное давление, другая — остаться на нулевой отметке. Из свободного штуцера не должна вытекать рабочая жидкость. 5.5. Операции поверки приборов с контрольной стрелкой 5.5.1. Определение основной погрешности и вариации должно производиться при отведенной за верхний предел контрольной стрелки прибора. 5.5.2. Определение перестановочного, усилия контрольной стрелки должно производиться путем подвода контрольной стрелки к рабочей при постукивании по корпусу прибора при прямом ходе на проверяемых отметках шкалы. Отсчитывание показаний производят по рабочей стрелке. Значение перестановочного усилия определяется как разность между показаниями при прямом ходе с включенной контрольной стрелкой и отведенной за верхний предел измерений. 5.5.3. Для приборов, не имеющих устройства для установки контрольной стрелки, последняя должна устанавливаться в процессе поверки при вскрытом приборе. 5.5.4. Перестановочное усилие контрольной стрелки приборов имеющих на шкале цветную отметку, должно определяться только в диапазоне шкалы от цветной отметки до верхнего предела измерений. 5.5.5. Контрольная стрелка при движении не должна касаться циферблата и нижней плоскости рабочей стрелки и не должна смещаться от постукивания по корпусу прибора. 5.5.6. Значение перестановочного усилия не должно превышать 2g, если иное не оговорено в документации на прибор. 5.5.7. По окончании поверки контрольная стрелка должна быть установлена против цветной отметки, а при се отсутствии отведена к нулевой отметке шкалы. 5.6. Операции поверки приборов с сигнальным устройством 5.6.1. Определение погрешности и вариации показаний приборов должно производиться при отведенных за пределы шкалы сигнальных стрелках. 5.6.2. Определение погрешности и вариации срабатывания сигнального устройства должно производиться в соответствии с требованиями ГОСТ 2405-88. 5.6.3. Основная погрешность и вариация срабатывания сигнального устройства не должны превышать норм, установленных в техдокументации на прибор. 5.7. Операции поверки самопишущих приборов 5.7.1. Самопишущие приборы, предъявляемые на поверку, должны сопровождаться диаграммными лентами и дисками для обеспечения возможности поверки. Для таких приборов вместо терминов, «показания», «стрелка», «шкала», «отметка» приняты термины «запись», «перо», «диаграммные ленты и диски», «отсчетная линия диаграммных лент и дисков». 5.7.2. Диаграммное устройство должно удовлетворять требованиям ГОСТ 2405-88. 5.7.3. Определение погрешности записи и вариации должно производиться при отключенном приводе в соответствии, с требованиями п.5.3. При небольшом повороте привода вручную на диаграммную ленту или диск наносят отметки. 5.7.4. Приборы, имеющие шкалу, поверяются одновременно по шкале. 5.7.5. Приборы, имеющие сигнальное устройство должны поверяться в соответствии с требованиями п. 5.6. 5.7.6. Погрешность хода диаграммных лент и дисков определяется следующим образом: — погрешность хода диаграммных лент и дисков с приводом от часового механизма определяют по хронометру; — погрешность хода диаграммных лент и дисков с приводом от синхронного микродвигателя – по хронометру с введением поправки на отклонение частоты питающей сети от номинальной частоты 50Гц. Пускают в ход привод. В момент, когда перо будет находиться на линии времени, наносят пером отметку на ленте или диске и одновременно проводят отсчитывание показаний хронометра. В тот момент, когда перо будет находиться на линии времени отстоящей от отмеченной на промежуток времени τ наносят пером вторую отметку и проводят второе отсчитывание показаний хронометра. На дисках отметки наносят на отсчётной линии верхнего предела измерений. Промежуток времени τ N в часах принимают, равным: — при допускаемой погрешности хода лент и дисков 3 мин за 24 часа: τ=8Δτ (6) — при допускаемой погрешности хода лент и дисков 5 мин за 24 ч: τ=4.8Δτ (7) где Δτ промежуток времени , равный 0,2 цены деления времени ленты или диска, в минутах. Погрешность хода за 24 ч для приборов с приводом от часового механизма определяют по формуле:
ΔD=1440 × ((TD-T)/T) (8)
где TD и T — промежуток времени по ленте (диску) и хронометру соответственно, мин. Погрешность хода за 24 ч для приборов с приводом от синхронного микродвигателя определяют по формуле:
ΔD=1440/T × (TD×Φ/50 — T) (9)
где Φ- среднее значение частоты тока и сети за время τ, Гц. Значение Φ рассчитывают по 24 показаниям частотомера, снимаемым каждый час, при этом напряжение питания не должно отклоняться от номинального, более чем на 10%. 5.7.7. Поверка самопишущего устройства производят следующим образом: при отключенном приводе в приборе создают давление. При повышении давления до верхнего предела измерении и последующем снижении давления до нуля линии записи на неподвижных лентах и дисках должны совпадать с отсчетными линиями времени с отклонениями, не превышающими допусков по ГОСТ 2405-88. 5.7.8. Движение пера должно быть плавным, линия записи должна быть непрерывной и иметь толщину, не более 0, 6 мм. При движении и остановке пера или лент и дисков не должно образовываться наплыва чернил.
6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
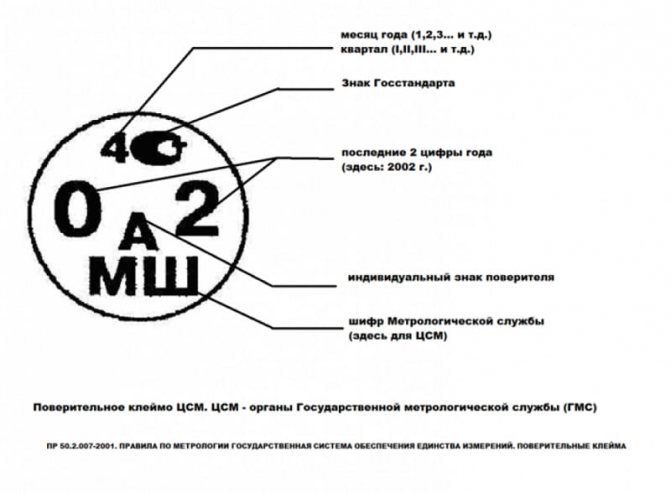
6.1. При положительных результатах поверки на прибор, пломбу или в паспорте (документе его заменяющем), наносят поверительное клеймо. В паспорте или документе, его заменяющем, делают запись о годности прибора к применению с указанием даты поверки и ставится подпись лица, выполнившего поверку, заверенная в установленном порядки, или оттиск личного клейма поверителя. 6.2. При отрицательных результатах поверки (невыполнении, требований настоящих методических указаний) прибор не допускается к выпуску из производства и ремонта, а находящийся в эксплуатации изымается из применения. Поверительное клеймо на приборе, находившемся в эксплуатации, при этом гасится и в паспорте или документе, его заменяющем, делают запись о непригодности прибора. Приложение 1 К Ми 2124-90 — Выбор образцовых приборов при поверке
- Выбор образцовых приборов, при поверке осуществляется в соответствии с МИ187-86 и МИ188-86.
- Устанавливаю следующие критерии достоверности поверки:
РВАМ – наибольшая вероятность ошибочно признанного годным любого в действительности дефектного экземпляра прибора; (δм)ВА – отношение наибольшего возможного модели основной погрешности прибора, которой может быть ошибочно признан годным, к пределу допускаемой основной погрешности; РФ – наибольшая вероятность ошибочного признанного дефектным любого в действительности годного экземпляра прибора (фиктивный брак). Допускаемые значения критериев достоверности поверки принимают равными:
[РВАМ] = 0.20 [δм] ВА=1.25,
если иное не установлен в документации на прибор. З. В: соответствии с принятыми критериями достоверности для однократной поверки значения gк и αрприведены в табл. 2.
| αр | 0,2 | 0,25 | 0,33 | 0,4 | 0,5 |
| gк | 0,94 | 0,93 | 0,91 | 0,82 | 0,70 |
| РВАМ | 0,20 | 0,20 | 0,20 | 0,10 | 0,05 |
| (δм)ВА | 1,14 | 1,18 | 1,24 | 1,22 | 1,20 |
| РФ | 0,001 | 0,003 | 0,012 | 0,047 | 0,133 |
Примечание: Вероятность пропустить брак при поверке для параметров, приведённых в табл. 2 не превышает при любом αр соответствующего значения фиктивного брака РФ.
Периодичность поверки манометров
Манометр – это прибор, осуществляющий измерение показателей давления в аппарате, емкости, на трубопроводе. Различают несколько видов:
Спиральные манометры состоят из металлической спирали, которая связана при помощи передающего элемента, соединенного со стрелкой на циферблате. Чем выше давление, тем больше раскручивается спираль и тянет за собой стрелу. Что отражается в увеличении показателей давления на шкале прибора.
Мембранный манометр выдает показания за счет зажатой плоской пластины, которая связана с передающим элементом. При воздействии давления мембрана прогибается и передающий элемент давит на стрелку циферблата. Так происходит увеличение показателей давления.
Для проверки соответствия точностных параметров измерителя, заявленных производителем, и контроля метрологической исправности прибора, без чего нельзя использовать манометр в сферах, подпадающих под ГРОЕИ (государственное регулирование обеспечения единства измерений), а также чтобы прибор служил установленный срок и эксплуатация была безопасной, следует периодически проводить поверку манометра. Правила, установленные государством, гласят, что в зависимости от технических характеристик устройства и указаний производителя, срок сверки составляет от 12 месяцев до 5 лет.
Самым распространенным считался регулярный осмотр прибора по истечении года, но сейчас производители улучшают характеристики оборудования, все чаще встречаются приборы со сроком поверки 2 года. Стоит помнить, если манометр должен проходить осмотр и поверку через определенный срок с даты производства, а не с момента его пуска в эксплуатацию.
Сроки эксплуатации манометра устанавливаются производителями, в среднем составляют 8-10 лет. Необходимо вести журнал поверок манометра, чтобы вовремя проводить поверку прибора.
Все о проверке
Теперь поговорим о том, как производится проверка манометров, какие сроки и периодичность проверяемых устройств и какие правила следует соблюдать.
Если поверка манометров осуществляется в лабораторных условиях, то по правилам она включает в себя следующие этапы:
- визуальная диагностика;
- выставление стрелки шкалы на нулевую метку;
- диагностика положения стрелки на этой метке;
- методика проверки включает в себя выявление основной погрешности.
Периодичность и сроки
Что касается периодичности, то на предприятиях обычно она вносится в соответствующий журнал проверки. Но поскольку рядовые автолюбители обычно не заводят журнал контрольных проверок манометров, эта информация может фиксироваться отдельно в блокноте. Периодичность диагностики может варьироваться в зависимости от производителя устройства, по правилам в среднем она может составлять от 12 до 60 месяцев (автор видео — канал Avtozvuk.ua — База Автозвука).
Инструкция по проверке манометра своими руками
Теперь вкратце о том, как проверить манометр своими силами. Перед тем, как приступить к измерению, необходимо произвести визуальную диагностику устройства. Внимательно осмотрите корпус на предмет наличия трещин, сколов, зазоров или других механических повреждений, которые могли бы привести к неработоспособности устройства. Если вы заметили следы повреждений, при этом прибор в принципе не работает, то его дальнейшая диагностика, вероятнее всего, будет бесполезной. Гораздо проще будет купить новое устройство, чем тратить время и ресурсы на ремонт старого.
Что касается непосредственно диагностики значений, то она осуществляется следующим образом:
- Сначала необходимо продиагностировать давление, но для такой проверки вам понадобится так называемый эталонный девайс, то есть то устройство, в показаниях которого вы уверены. Если вы замеряете компрессию в цилиндрах силового агрегата или, к примеру, в шинах автомобиля, то измерьте давления сначала одним прибором, а затем — другим. В том случае, если показания вашего устройства не совпадают с эталонным, необходимо произвести его регулировку. Вам необходимо добиться того, чтобы показания от измерения с помощью двух устройств совпадали.
- Чтобы выполнить настройку, на корпусе прибора должны располагаться специальные винты регулировки. Если вы используете электронное устройство, то принцип здесь, в целом, аналогичный, однако следует учитывать, что девайсы такого типа обладают инерционностью. Соответственно, показания надо будет удерживать от 8 до 10 с.
- Если эталонный прибор у вас отсутствует, можно произвести диагностику правильности показаний, применив расчеты. Вам потребуется сосуд, об объеме которого вы знаете точно, причем воздух в нем находится при атмосферном давлении, уровень которого замеряется барометром, а температура должны быть комнатной. Сосуд следует плотно закрыть и немного нагреть, чтобы увеличились температура и давление, которые также следует измерить. Вам следует произвести расчет показания давления в самом сосуде, разделив конечную температура нагрева с изначальной, комнатной. После этого результат следует умножить на показатель атмосферного давления.
- В том случае, если показатели устройства при такой температуре не совпадают с теми, которые были рассчитаны, необходимо произвести регулировку устройства таким образом, чтобы девайс показывал такое значение, которое получилось в ходе расчетов. Когда вы будете производить расчеты, учитывайте тот факт, что уровень температуры следует замерить к Кельвинах, а для этого к полученным градусам Цельсия следует добавить цифру 273. В большинстве случаев шкалы на приборах имеют градуировку в кг/см2, соответственно, расчет будет осуществлен в паскалях либо мм ртутного столба. Поэтому для получения более точных результатов необходимо будет перевести все единицы и только после этих действий производить сравнение.
Если регулировка не дает необходимых результатов и полученные показания прибора не являются верными, можно попробовать отдать устройство на диагностику специалистам. Но если и в лабораторных условиях не удалось получить нужный результат, то единственным выходом будет ремонт устройства либо его замена.
Загрузка …
Методика поверки манометров
Чтобы проверить работу измерительного прибора, следует обратиться к специалистам, получившим аккредитацию достаточного уровня (в соответствии с тем какой у вас манометр), данные организации зарегистрированы в государственном реестре. Оказывать услугу должны подготовленные сотрудники, прошедшие обучение. Также поверку осуществляют государственные органы метрологического контроля. После вам предоставят протокол, который следует сохранить до следующего контрольного осмотра.
Поверку манометра можно провести несколькими способами при помощи:
- метрологического стенда;
- гидравлического пресса;
- калибратора.
Поверка манометра с использованием метрологического стенда позволяет с минимальной погрешностью проверить давление в устанавливаемых контрольных точках. Процесс осуществляется с использованием двух эталонов давления и сравнением их показателей. Прибор создает специальное давление при помощи помпы. Чаще используют грузопоршневые аппараты.
Поверка при помощи гидравлического пресса проходит на аппарате, который включает несколько грузов, эталонный измеритель и задающий давление прибор, пресс. Поверяемый манометр, устанавливается между частями аппарата. Итоговые данные, исследуемого манометра, должны совпадать в контрольных точках шкалы. Данные приборы высокоточные и допускается минимальная погрешность (0,04 psi).
Первые два метода поверки средств измерения предусматриваются при опломбировке и установке клейма на поверяемый прибор и требуют четких нормативно зафиксированных действий со стороны, оказывающей услуги (выдача протокола или акта выполненных работ).
Поверка при помощи калибратора не распространяется на измерительные средства, которые требуют контроля и надзора со стороны государства. Данное устройство мобильно, оно позволяет провести исследования в месте расположения прибора.
Особенности калибровки
Далее, предлагаем вам узнать о калибровке прибора.
Саму процедуру калибровки устройств в общем можно разделить на несколько основных шагов:
- Диагностика параметров, о чем мы расскажем ниже, используя известный эталон либо входные данные.
- Следующим этапом будет регулировка устройства до того момента, пока полученные показатели не станут равными либо же пропорциональными в соответствии с уже имеющимися входными данными.
Что касается непосредственно калибровки, то эта процедура включает в себя множество проверок, а также регулировок. В том случае, когда устройство будет полностью откалибровано, это будет означать, что с его помощью можно будет получить наиболее точные значения параметров, которые вы замеряете.
Теперь вкратце расскажем об оборудовании, которое может понадобиться для калибровки. Основное оборудование, которое потребуется, должно включать в себя так называемый эталонный прибор, источник рабочего давления, который можно регулировать при необходимости. Также вам потребуется элементы для подключения прибора к источнику давления и эталонному устройству и несколько инструментов, которые пригодятся для регулировки девайса. Предназначение измерительных устройств заключается в передаче размеров физических единиц от эталонов рабочим устройствам.

Фото 1. АМ для измерения давления

Фото 2. Измерение давления в шинах
Что касается рабочих средств для замера (измерительных устройств), то их назначение заключается в осуществлении замеров в промышленности. По своему классу точности они могут разделяться на технические и лабораторные. Поскольку такие девайсы есть далеко не у каждого автолюбителя, произвести замер может быть проблематично.
Поверка манометров — правила
Чтобы точно исследовать измерительный прибор, необходимо соблюсти некоторые правила поверки манометров:
- осмотреть на наличие внешних дефектов (например, разбитое стекло);
- следует создать приближенные к нормальным условия при проведении поверки (атмосферное давление 760 мм рт. Ст., влажность воздуха до 65 %, температура помещения 20◦ С);
- установить стрелку циферблата на ноль;
- сравнить показания эталонного прибора и проверяемого.
Последние два пункта, при невозможности установить стрелку на ноль и появлении различий между эталонным и проверяемым прибором, следует отрегулировать при помощи болтов. Если установка номинальных параметров не происходит, возможно, проще заменить манометр на новый, учитывая небольшую стоимость прибора.
Порядок процедуры
Если по итогу поверки манометров необходимо Свидетельство о поверке, протокол поверки прибора, проводить ее может только аттестованный специалист. Организация, оказывающая услуги, должна быть внесена в Росреестр.
Поверка манометров проводится в лаборатории при соблюдении нормальных условий окружающей среды при помощи аттестованного метрологического оборудования с соблюдением требований Методики поверки.
Порядок проведения поверки манометра:
- Внешний вид.
- Опробование: Поверяемый манометр устанавливается на оборудование подаётся максимальное давление, манометр выдерживается на максимальном давлении, затем давление плавно снижают до 0.
- Контроль показаний: Проводится сравнение показаний эталона и поверяемого манометра.
- По проведенным процедурам делается вывод о пригодности или непригодности применения
Требования к поверке манометров
Для сверки измерителей давления необходимо:
- предоставить документы, подтверждающие прохождение предыдущей поверки;
- наличие пломбы, клейма;
- использовать приборы 1,5 или 2,5 класса (в зависимости от рабочего давления);
- данные манометра должны хорошо считываться для проводящего поверку лица (если манометр установлен на высоте 2 м., то диаметр циферблата должен быть не меньше 100 мм, если на высоте 3 м. – 160 мм);
- манометр должен быть установлен с соблюдением всех правил безопасности (если это измерительный прибор газового баллона, то следует установить его в хорошо проветриваемом, отдельном помещении, защищенном от непредвиденного возгорания).
- владелец, кроме ежегодной поверки, должен проводить запись данных в журнал, при использовании эталонного прибора.
Не эксплуатируйте приборы, которые не прошли вовремя поверку.
Случаи, когда использовать манометр запрещено.
Если в манометре отсутствует пломба или клеймо, просрочен срок поверки или стрелка редуктора не возвращается на начальную отметку, на величину больше половины допускаемой погрешности при включении, то пользоваться таким манометром запрещено.
Кроме того не допускается использовать прибор, в котором разбито стекло или имеются другие повреждения, способные повлиять на правильность показаний.
Читать также: Как замерить сопротивление изоляции кабеля
В завершении отметим, что исправный манометр может служить гарантией безопасности работы с газосварочным оборудованием.
Измерительные приборы и инструменты требуют контроля при помощи метрических измерителей. Манометры, анализирующие давление жидкостей и газов устанавливают на отопительные котлы, газовые баллоны, используют на производственных агрегатах. Чтобы получать верные показания прибора и обезопасить сотрудников предприятия, следует проводить периодическую поверку манометров.
Сроки поверки манометров
В случае, когда вы сдали на поверку манометр, будьте готовы к тому, что вам его вернут только через 14 рабочих дней. Для эталонных приборов сверка осуществляется в течении 7 рабочих дней. Следует заранее отправить или заполнить заявку, чтобы поверка прошла в срок. Так же, если вы собираетесь везти на сверку прибор, который был опломбирован или клеймен, следует вызвать специалиста, выполнявшего услуги, и снять измерительный аппарат. Если вы можете вызвать специалиста на объект для калибровки манометра, то это займет целый рабочий день.