Все домашние умельцы, у которых в гараже или мастерской имеется токарный станок, неизменно сталкиваются с такой проблемой, как пайка резцов своими руками. Конечно, кто-то может решить этот вопрос на предприятии, где он работает сам или кто-то из его друзей, но в таком случае возникает зависимость, то есть, токарь не сможет заняться такой работой в любой момент. Когда нужно решать такие вопросы незамедлительно, каким бы искусным токарем вы ни были, придется обходиться без специализированной техники, которая есть на том же заводе или в депо, но это возможно.
Пайка твердосплавных пластин. Инструкция
Пайка ТВЧ производится благодаря тому, что расплавленный припой растекается в зазоре меж частей детали, которые необходимо соединить. Он должен хорошо смачивать паяемые материалы, а также легко растекаться по поверхности изделия. Припои должны иметь хорошую пластичность и высокую прочность. Обязательное условие при выборе припоя – коррозийная устойчивость. При этом немаловажно отметить, что коэффицент термического расширения припоя и паяемых материалов не должен сильно различаться. Припои делятся на пять типов, различаемые по температуре плавления:
- Особо легкоплавкие (температура плавления до 145 градусов);
- Легкоплавкие (температура плавления от 145 до 450 градусов);
- Среднеплавкие (температура плавления от 450 до 1100 градусов);
- Высокоплавкие (температура плавления от 1100 до 1850 градусов);
- Тугоплавкие (температура плавления свыше 1850 градусов);
Пайка ТВЧ в большинстве случаев производится при использовании припоев из среднеплавких: серебряные, никелевые, медно-цинковые и т.п. Медь так же может быть использована в качестве припоя. Указанные выше припои, которые подходят для осуществления такого процесса, как пайка ТВЧ мы рассмотрим подробнее.
- Медь (чаще М00 или М0) имеет отличную жидкотекучесть и позволяет получить соединение достаточной прочности. Как правило, в качестве припоя ее используют при соединении деталей из легированной или углеродистой стали, нейзильбера или чугуна.
- Медно-цинковые припои могут применяться при осуществлении пайки большого количества металлов. Обладают невысокой температурой плавления, что позволяет использовать даже при пайке деталей, которые не могут быть нагреты до высоких температур.
- Серебряные припои обладают низкой температурой плавления (до 860 градусов). Данный вид припоев имеет высокую прочность и отличную электропроводимость. Обладают серебряные припои отменными смачивающими свойствами. Используют серебряные припои, когда требуется пайка ТВЧ латунных, медных, стальных или бронзовых изделий. Однако в большинстве случаев серебряные припои могут быть заменены менее дорогими.
- Никелевые припои могут применяться для пайки легированных, углеродистых и нержавеющих сталей. Данный тип припоев используют для пайки ТВЧ изделий из сплавов жаропрочных или коррозийно-стойких.
Припои – это обязательный компонент, который позволяет производить пайку и делать прочные соединения.

Током высокой частоты обрабатываются многие металлические изделия, пайка резцов не исключение. Индукционная пайка отличается особым качеством, так как, благодаря воздействию ТВЧ, у металла не нарушается структура. Кроме того, с помощью оборудования ТВЧ, пайку резцов можно выполнить в более короткие сроки, а самое главное, это нисколько не отразится на качестве продукции.
Читать также: Сгорела болгарка как отремонтировать
Существует и более экономный вариант пайки резцов с помощью применения газовой горелки. Но, зачастую, данный способ не показывает того результата, которого можно добиться с помощью тока высокой частоты. Обработка ТВЧ дает более качественный продукт.
Пайка резцов применяется на всех предприятиях, имеющих дело с токарным производством. Это технологическая процедура необходима для того, чтобы напаять твердосплавные пластины на державки токарных резцов. С помощью ТВЧ осуществляется также локальная закалка инструмента, и спаиваются детали твердыми припоями.
Технология пайки резцов
Пайка резцов осуществляется под воздействием тока высокой частоты и в специальном индукционном оборудовании. Существует несколько способов пайки ТВЧ. Рассмотрим подробнее каждый из них:
1. Пайка стационарная. Изделие закрепляют в индукторе в неподвижном состоянии.
2. Пайка с перемещением. Изделие или сам индуктор вращаются, тем самым прогревая большую область
Мы уже говорили, что более дешевый способ пайки резцов – с помощью газовой горелки. Как правило, его используют предприятия, обладающие сравнительно маленьким бюджетом. Индукционное оборудование обходится дороже. Кроме того, индукционная установка, как мы выяснили, обладает большими преимуществами. И дело не только в цене, но и в качестве, так как на выходе вы получаете изделие, которое прослужит вам длительный срок.
3-й ЭТАП — НАПАЙКА ПЛАСТИНОК.
Этот этап является наиболее ответственным, так как при неправильном его проведении, во время работы резца, пластинки твердого сплава могут отскакивать или ломаться, вследствие образовавшихся при напайке трещин.
ПРИПОИ.
Припои, применяемые для напайки пластинок твердого сплава, должны иметь температуру плавления на
300° выше температуры, возникающей в процессе резания, сохранять прочность и пластичность при температуре резания, обладать хорошей жыдкотекучестью и обеспечивать быстрый отвод тепла от пластинки твердого сплава к стержню резца.
Рекомендуется применять следующие припои:
| Наименование припоя | Состав | Температура плавления | Область применения |
| Медно-никелевый (мельхиоровый) | Медь — 68.7% Никель — 27,5% Алюминий — 0,8% Цинк — 3,0% | 1170° | Для работ с большими нагрузками и нагревом режущей части инструмента до 900° |
| Электролитическая медь | Медь — 99.9% Примеси — 0,1% | 1083° | Для работ с большими нагрузками и нагревом режущей части инструмента до 700° |
| Латунно-никелевый | Медь — 68,0% Цинк — 27,0% Никель — 5,0% | 1000° | |
| Латунь Л—62 | Медь — 62.0% Цинк — 38,0% | 900° | Для работ со средними нагрузками и нагревом режущей части инструмента до 600° |
| Серебрянный ПСР-45 (ОСТ—2982) | Серебро — 10% Медь — 53% Цинк — 37% | 720° | Для припайки пластинок из высокотитановых твердых сплавов марок Т30К4 |
Чтобы обеспечить хорошую смачиваемость и растекание припоя по поверхностям спаиваемых деталей, для удаления окислов и предохранения от окисления, применяют флюс.
Читать также: Станок для производства бумажных пакетов цена
В качестве флюса рекомендуется бура, которую нужно предварительно расплавить, истолочь и просеять через мелкое сито. Хранить буру нужно в закрытых сосудах, предохраняющих ее от влаги и загрязнения.
Бура применяется либо в виде порошка, либо в виде пасты, состоящей из трех весовых частей буры и двух частей вазелина.
Латунные припои паяют с флюсом, который состоит на половину из борной кислоты и на половину из буры. Температура плавления таких флюсов 750 ºС.
При напайке серебряными припоями следует применять флюс, состоящий из 43% фтористого кальция и 57% борной кислоты.
КОМПЕНСАЦИОННЫЕ ПРОКЛАДКИ.
Компенсационные прокладки необходимы для уменьшения термических напряжений. Они возникают при напайке твердосплавных пластинок, различной толщины и размеров, на стержни резцов. Прокладки больших размеров применяют из низкоуглеродистых сортов стали или пермалоя (железо-никелевый сплав). Большим спросом пользуются прокладки при напайке наиболее хрупких высокотитановых твердых сплавов.
Пайка твердосплавных напаек на токарные резцы
#21 Режиссер
Латунью у меня тоже ничего не вышло в аргоне- горит цинк
Вот и у меня по началу горел, а потом я стал как только пруток поплыл, сразу горелку убираю, и всё получилось. Иначе дальше перегрев и вспышка с хлопьями.
Это смотря для чего. Если дырку сверлить, то да, не верная, а мне надо было дырку на 1мм больше сделать. В начале затачивал как сверло, скалывается, там сталюка. Потом заточил на подобие фрезы (как на фото), так как режет в основном боковыми кромками. И этой напайкой (5х5х16.5) всё сделал.
Спасибо, попробую без буры припаять латунью.
#22 Schlosser
Автономная ремонтная установка.
- Участник
- Cообщений: 1 662
- Город: Мариуполь
Сообщение отредактировал Schlosser: 07 Январь 2022 23:54
#23 Режиссер
Я брал пруток в магазине, где брал присадку для алюминия и нержавейки, рядом лежали эти прутки, примерно 2мм толщиной, жёлтого цвета, похожи на латунь.
#24 Schlosser
Автономная ремонтная установка.
- Город: Мариуполь
Сообщение отредактировал Schlosser: 08 Январь 2022 01:08
#25 Режиссер
Понял, спасибо, у вас красные, у меня жёлтого цвета. Значит надо искать буру.
#26 Режиссер
Сегодня купил 5 шт прутков и буру, на этикетке написано CuZn40 2мм медь

Насколько я помню купрум-медь, медь с цинком латунь, так или нет?
Сегодня попробовал без буры залудить этим прутком державку, залудилось. На кой тогда бура?
#27 Режиссер
#28 mehanik1102
#29 Режиссер
Да это я понимаю. Меня интересует, нужна ли бура, когда есть аргон?
#30 selco
Меня интересует, нужна ли бура, когда есть аргон?
По разному бывает нужна а бывает и без нее усе классно.
Впрочем на АС (переменном токе ) там и так оксид разобьет .
#31 mehanik1102
нужна ли бура, когда есть аргон?
на АС (переменном токе ) там и так оксид разобьет
#32 Schlosser
Автономная ремонтная установка.
- Город: Мариуполь
#33 selco
Аргоном очень сложно нагреть. Дуга даёт очень концентрированное тепло и легко расплавить деталь.
Вот и хорошо что концентрировано и не надо греть все и долго , ну а на счет расплавить это можно но должны же быть глаза и чувство меры и если его нет то можно и газовой делов натворить.
Кроме того, при пайке с разогревом ТИГ горелкой без флюса нужно идеально подготовить поверхности и припой, что на практике малореально. Как следствие — брак.
Ну что здесь сложного и не рама от грузовика , за 10мин можно довести почти до полированного.
Под пластиной можно сразу «облудить» то есть наложить некий слой припоя и на него уже Т С , в принципе и без этого действа затекает и полностью заполняет.
Вот переведенная версия видео
#34 mehanik1102
Под пластиной можно сразу «облудить»
selco , Вы как давно ТС пластину на резец паяли? Ссылки на потустороннее видео — не надо! Желательно собственный опыт. Я этим занимаюсь периодически регулярно. И тут выкладывал 2 изделия, паянных собственноручно. Резцов из под Ваших рук не видел.
#35 svarnoi69
#36 Фунтик
Дуга даёт очень концентрированное тепло и легко расплавить деталь.
#37 selco
Вы как давно ТС пластину на резец паяли?
Резцов из под Ваших рук не видел.
Я этим занимаюсь периодически регулярно. И тут выкладывал 2 изделия, паянных собственноручно.
Это хорошо , но у нас на заводе в основном на ТВЧ паяли , пластинка припоя флюс и ложат на основание и в колечко три секунды и усе готово , у вас конечно не был и не знаю ваших «обычаев».
Ну я совсем не токарь и на промышленном станке работал аж в 7+8 классе начальной школы и вот хорошая мастерская в школе была , девчонки напротив через коридор , готовят или шьют , мы пилили и точили . Сейчас внук в пятом и труд вместе с девчонками , шьют , пиццу режут . в общем кошмар чему будущих мужиков учат.
После 8го класса В «ШАРАГЕ» нас уже учили работать напильником , шабером , измерительным инструментом и т.д. т.п.
Отвлеклись . так вот у меня сейчас вот такой «промышленный» , но какой не какой а станок и если что надо то можно изловчится и изготовить но я не токарь .
Резцы паяю ТИГом и у нас нет магазинов где продают готовые тем паче на мой «промышленный» по размерам трудно отыскать , и может мои и не по Гост но я примерно приставлю что надо и режут и Ал и сталь и бывает ТС отламывается но не от пайки .
Ну и вот мой «промышленный» , нужон был патрубок на машину и изготовили из бывшего пневмо-гидро амортизатора от кросс-мото .
Кстати сплав В95 и только он так блестит после резца .
Ну и есть у меня еще пару амортизаторов в запасе , правда эти усовершенствованы и имеют ребра охлаждения греются они до кипения за 40мин заезда.
Ссылки на потустороннее видео — не надо!
Хорошо и согласен , свое сделаю и покажу припайку ТС с помощью ТИГ и это очень быстро и просто.
Сообщение отредактировал selco: 31 Январь 2022 20:15
источник
Области применения
Возможность пайки латунью обеспечивает надёжное соединение металлических изделий, что и определяет границы применения указанной технологии.
Без этого способа сочленения деталей невозможно было бы обойтись при выпуске продукции в таких отраслях промышленности, как:
- электронное производство;
- сборка холодильного и теплообменного оборудования (в этом случае латунным припоем пользуются при распайке тонких медных трубок);
- изготовление специального режущего инструмента (резцов и насадок к ним).
В электронной промышленности латунные припои могут использоваться для пайки элементов сложных схем и их соединения с металлическими проводниками.
Помимо этого латунные припои широко применяются при необходимости соединения различных по толщине металлических заготовок, а также при проведении операций лужения, обеспечивающих создание на поверхности металла надёжного защитного покрытия.
Напайки твердосплавные. Напайка твердосплавных пластин.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
Предварительный нагрев стержня.
Головку резца медленно нагревают до температуры плавления буры
Подготовка резца к напайке.
Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде.
Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку.
Эту операцию нужно производить быстро, чтобы стержень не успел охладиться.
Расплавление припоя.
Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя.
Прижим пластинки.
Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя.
Охлаждение резца.
Во избежание резкого охлаждения, ведущего к появлению трещин в пластинке твердого сплава, резец помещают в ящик с крупкой древесного угля или с сухим подогретым песком, где резец медленно остывает.
Значительно лучше резцы, сейчас же после напайки, помещать в камерную печь, нагретую до температуры 250°. Резцы выдерживаются в печи в течение 5—6 часов, после чего охлаждаются вместе с печью.
Очистка резца.
После напайки резец очищают от окалины на пескоструйном аппарате.
НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
Контактная напайка производится на стыковых электросварочных аппаратах, которые оборудуются несложным приспособлением, состоящим из 2-х плоских контактных губок, набора торцевых контактов, блока с грузом и педальной кнопки к контактору аппарата. Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Операция напайки очень похожа на печную и заключается в следующем:
1.Стержень резца зажимается в контактных губках таким образом, чтобы обеспечить возможно большую поверхность соприкосновения торца резца с поверхностью торцевого контакта.
2.Торцевой контакт подводится и прижимается к стержню.
3.Гнездо для пластинки посыпают бурой, а затем путем периодического включения и выключения тока нагревают головку резца до температуры плавления буры (800°). После расплавления буры, металлической щеткой очищают гнездо от окислов и шлаков и опять посыпают бурой; сверху укладывают пластинку твердого сплава, поверх неё припой и сверху опять густо посыпают бурой.
ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава
НЕПРАВИЛЬНО. Контакт касается пластинки твердого сплава.
4.Включается ток для расплавления припоя, после чего ток выключается, а пластинка прижимается к гнезду остроконечным металлическим стержнем.
5.Резец освобождается от зажимов и помещается в ящик с крупкой древесного угля или с сухим подогретым песком для медленного остывания.
6.Остывающий резец очищается от окалины на пескоструйном аппарате.
ГАЗОВАЯ НАПАЙКА
При этом способе источником тепла является ацетилено-кислородная горелка. Следует отметить, что этот способ применяется лишь в случае отсутствия других, описанных выше, источников тепла, либо когда необходимо напаять небольшое количество инструментов.
Пластинка из твердого сплава нагревается с помощью пламени, направленного на стержень резца. В пламени горелки должно присутствовать большое количество ацетилена.
Процесс напайки аналогичен описанному выше печному.
Напайка этим методом должна быть поручена сварщику с достаточным опытом работы.
При любом способе напайки, в результате её, припой в виде тонкой (до 0,1 мм) сплошной пленки должен соединять все поверхности соприкасания пластинки и гнезда.
Пайка твердосплавных напаек на токарные резцы
#21 Режиссер
Латунью у меня тоже ничего не вышло в аргоне- горит цинк
Вот и у меня по началу горел, а потом я стал как только пруток поплыл, сразу горелку убираю, и всё получилось. Иначе дальше перегрев и вспышка с хлопьями.
Это смотря для чего. Если дырку сверлить, то да, не верная, а мне надо было дырку на 1мм больше сделать. В начале затачивал как сверло, скалывается, там сталюка. Потом заточил на подобие фрезы (как на фото), так как режет в основном боковыми кромками. И этой напайкой (5х5х16.5) всё сделал.
Спасибо, попробую без буры припаять латунью.
#22 Schlosser
Автономная ремонтная установка.
- Город: Мариуполь
Сообщение отредактировал Schlosser: 07 Январь 2022 23:54
#23 Режиссер
Я брал пруток в магазине, где брал присадку для алюминия и нержавейки, рядом лежали эти прутки, примерно 2мм толщиной, жёлтого цвета, похожи на латунь.
#24 Schlosser
Автономная ремонтная установка.
- Город: Мариуполь
Сообщение отредактировал Schlosser: 08 Январь 2022 01:08
#25 Режиссер
Понял, спасибо, у вас красные, у меня жёлтого цвета. Значит надо искать буру.
#26 Режиссер
Сегодня купил 5 шт прутков и буру, на этикетке написано CuZn40 2мм медь
Насколько я помню купрум-медь, медь с цинком латунь, так или нет?
Сегодня попробовал без буры залудить этим прутком державку, залудилось. На кой тогда бура?
#27 Режиссер
#28 mehanik1102
#29 Режиссер
Да это я понимаю. Меня интересует, нужна ли бура, когда есть аргон?
#30 selco
Меня интересует, нужна ли бура, когда есть аргон?
По разному бывает нужна а бывает и без нее усе классно.
Впрочем на АС (переменном токе ) там и так оксид разобьет .
#31 mehanik1102
нужна ли бура, когда есть аргон?
на АС (переменном токе ) там и так оксид разобьет
#32 Schlosser
Автономная ремонтная установка.
- Город: Мариуполь
#33 selco
Аргоном очень сложно нагреть. Дуга даёт очень концентрированное тепло и легко расплавить деталь.
Вот и хорошо что концентрировано и не надо греть все и долго , ну а на счет расплавить это можно но должны же быть глаза и чувство меры и если его нет то можно и газовой делов натворить.
Кроме того, при пайке с разогревом ТИГ горелкой без флюса нужно идеально подготовить поверхности и припой, что на практике малореально. Как следствие — брак.
Ну что здесь сложного и не рама от грузовика , за 10мин можно довести почти до полированного.
Под пластиной можно сразу «облудить» то есть наложить некий слой припоя и на него уже Т С , в принципе и без этого действа затекает и полностью заполняет.
Вот переведенная версия видео
#34 mehanik1102
Под пластиной можно сразу «облудить»
selco , Вы как давно ТС пластину на резец паяли? Ссылки на потустороннее видео — не надо! Желательно собственный опыт. Я этим занимаюсь периодически регулярно. И тут выкладывал 2 изделия, паянных собственноручно. Резцов из под Ваших рук не видел.
#35 svarnoi69
#36 Фунтик
Дуга даёт очень концентрированное тепло и легко расплавить деталь.
#37 selco
Вы как давно ТС пластину на резец паяли?
Резцов из под Ваших рук не видел.
Я этим занимаюсь периодически регулярно. И тут выкладывал 2 изделия, паянных собственноручно.
Это хорошо , но у нас на заводе в основном на ТВЧ паяли , пластинка припоя флюс и ложат на основание и в колечко три секунды и усе готово , у вас конечно не был и не знаю ваших «обычаев».
Ну я совсем не токарь и на промышленном станке работал аж в 7+8 классе начальной школы и вот хорошая мастерская в школе была , девчонки напротив через коридор , готовят или шьют , мы пилили и точили . Сейчас внук в пятом и труд вместе с девчонками , шьют , пиццу режут . в общем кошмар чему будущих мужиков учат.
После 8го класса В «ШАРАГЕ» нас уже учили работать напильником , шабером , измерительным инструментом и т.д. т.п.
Отвлеклись . так вот у меня сейчас вот такой «промышленный» , но какой не какой а станок и если что надо то можно изловчится и изготовить но я не токарь .
Резцы паяю ТИГом и у нас нет магазинов где продают готовые тем паче на мой «промышленный» по размерам трудно отыскать , и может мои и не по Гост но я примерно приставлю что надо и режут и Ал и сталь и бывает ТС отламывается но не от пайки .
Ну и вот мой «промышленный» , нужон был патрубок на машину и изготовили из бывшего пневмо-гидро амортизатора от кросс-мото .
Кстати сплав В95 и только он так блестит после резца .
Ну и есть у меня еще пару амортизаторов в запасе , правда эти усовершенствованы и имеют ребра охлаждения греются они до кипения за 40мин заезда.
Ссылки на потустороннее видео — не надо!
Хорошо и согласен , свое сделаю и покажу припайку ТС с помощью ТИГ и это очень быстро и просто.
Сообщение отредактировал selco: 31 Январь 2022 20:15
источник
Пайка твердыми припоями
Использование твердых припоев занимает промежуточную позицию между низкотемпературной пайкой и уже сваркой.
Схема пайки твердым припоем.
Они применяются в тех случаях, когда важным становится прочность получаемых соединений и целостность структуры металлов. В таком процессе часто используют твердосплавные пластины, которые при соединении не портят изначальную геометрию конструкции.
Такую технологию применяют для ремонта холодильных или теплообменных систем, стальных или медных трубопроводов и т.д. Ее применяют и в автомобильном ремонте для починки радиаторов, двигателя, трансмиссий, кузова и других аналогичных деталей.
Если возникает необходимость отремонтировать изделия, которые во время эксплуатации поддаются воздействиям высоких температур (например, самовар на дровах), то высокотемпературная пайка просто необходима.
Что касается оборудования, то в этом случае требуется техника, которая способна дать температуру выше необходимой для плавления соединяемых деталей. Средний диапазон может варьироваться от 450 до 1200 градусов, при условии, что вся процедура будет производиться дома. Такие показатели имеют газовые горелки, индукторы и печи.
Пайка в домашних условиях
Пайка резцов – необходимая процедура, в которой периодически нуждается токарное дело. Для того чтобы напаять твердосплавные пластины на державки токарных резцов, осуществить локальную закалку инструмента, пайку твердыми припоями небольших деталей, применяется нагрев высокочастотными токами, либо пламенем газовой горелки.
Несмотря на то, что аппаратура ТВЧ показывает отличные результаты во время пайки данных элементов, она достаточно громоздка и дорогостоящая, что делает ее практически недоступной для работы в домашних условиях. Относительно газовой горелки, то она должна применяться по большей части профессиональными сварщиками по всем необходимым правилам.
Как спаять резцы самостоятельно?
Для того чтоб выполнить пайку, необходимо придерживаться следующих шагов:
- В первую очередь необходимо зачистить все металлические элементы. Удаляется окисная пленка.
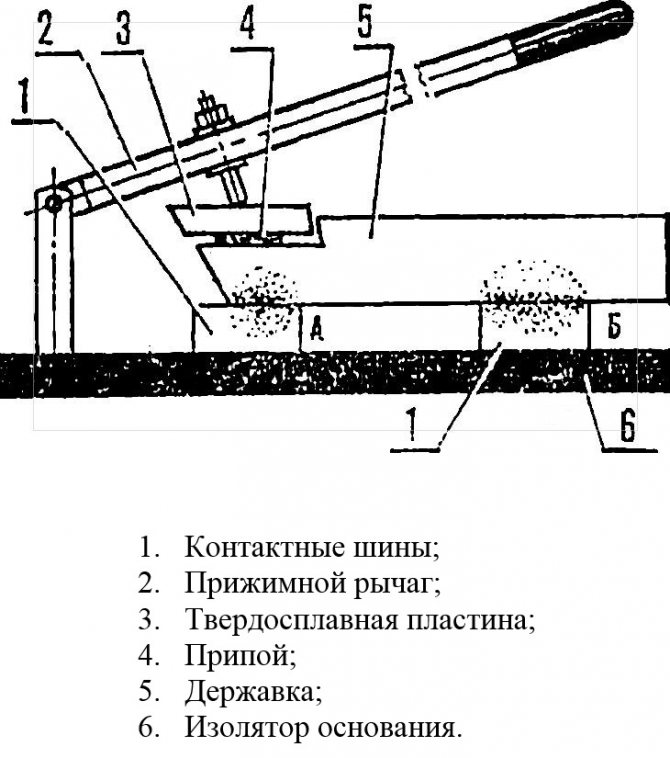
- Державку резца устанавливают на шинах трансформатора. Зона, которая будет поддаваться пайке, должна быть предварительно обработана флюсом. После этого начинает работать припой.
- При помощи пинцета припой вставляется промеж краев, которые требуют соединения. В конкретном случае лучше с этой целью использовать лист латуни.
- Во время работы агрегата зона контакта будет нагреваться. Это способствует расплавлению металла, а как только этот процесс завершится, контакт распадется, и, соответственно, процесс остановится. Поэтому, чтоб пайка была беспрерывной, всю работу производят в импульсном режиме, при этом нагрузка на обмотки должна подаваться постепенно.
Само прогревание производят по всей поверхности, плавно двигаясь из стороны в сторону. Припой должен приобрести цвет от темно-вишневого до светло-вишневого, который будет указывать на разогрев до необходимой температуры.
Визуально контролируя весь процесс, необходимо аккуратно наносить весь припой. Следует знать, что державка нагревается со скоростью 80-100 градусов в секунду. Используя данный метод для соединения резцов, можно быть уверенным в получении отличного качества.
Если флюс был нанесен в достаточном количестве, то припой легко растечется. После окончания выполнения работ швы зачищаются.
Считается, что высокопробное соединение — то, что не превышает 0,1 мм. Как понятно, ничего сложного в домашней пайке нет. Главное, чтоб под рукой имелись все необходимые инструменты и материалы. Но нужно помнить, что во время всего процесса следует соблюдать правила личной безопасности, так как высокие температуры могут навредить паяльщику.
Забытый способ
Однако до сегодняшнего дня дожил еще дин способ обработки резцов путем нагрева, который мы все начали забывать – пайка на контактных машинах. Данный способ является оптимальным для обработки деталей домашних условиях.
Особенности конструкции и принцип действия
Принцип осуществления способа заключается в тепловом воздействии электротока на проводник. При этом количество тепла, выделяемого во время работы в домашних условиях, зависит от величины электрического тока, электрического сопротивления проводника, а также времени его воздействия на проводник.
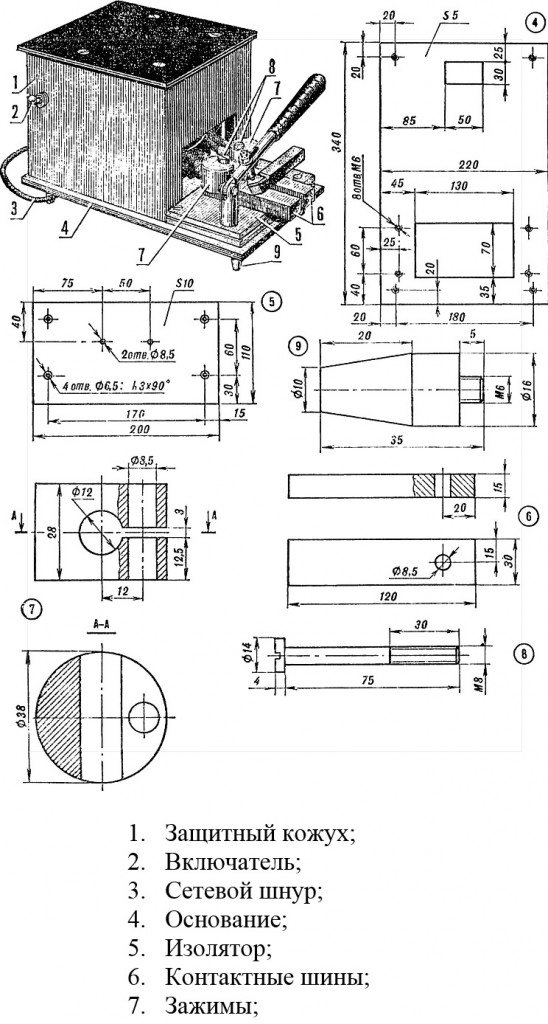
Опираясь на данную зависимость, был создан специальный аппарат, который представляет собой понижающий трансформатор. Благодаря данному аппарату становится возможной пайка рассматриваемых элементов, воссоздание качественной детали и т. п. Первичная обмотка трансформатора рассчитана на 220 В, а вторичная – на 2 В. Поперечное сечение магнитопровода составляет 50 сантиметров квадратных. Трансформатор закреплен на основании, тогда как контактные шины вторичной обмотки аппарата находятся на прокладке-изоляторе.
Основа трансформатора изготовлена из листовой стали, толщина которой составляет 5 сантиметров. В основание снизу ввернуты ножки. Также основание оборудовано двумя окнами, представляющими собой две вентиляции (предназначением: выход болтов крепления контактных шина текстолитовом изоляторе). Стоит отметить, что отверстия, расположенные по краям изолятора, служат для его крепления к основе.
Концы вторичной обмотки аппарата заводятся в отверстия зажимов. Трансформатор защищен кожухом, а также прикреплен к основанию уголками. К одному из уголков приспособлена изоляционная колодка.
Напайки твердосплавные. Напайка твердосплавных пластин.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
Предварительный нагрев стержня.
Головку резца медленно нагревают до температуры плавления буры
Подготовка резца к напайке.
Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде.
Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку.
Эту операцию нужно производить быстро, чтобы стержень не успел охладиться.
Расплавление припоя.
Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя.
Прижим пластинки.
Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя.
Рекомендуемые разновидности припоя
Чаще всего в качестве припоя применяют следующие сплавы:
- Медно-никелевые, которые могут выдерживать рабочую температуру до 900 градусов Цельсия. Применяется при изготовлении инструмента, который рассчитан на повышенные нагрузки.
- Электролитическая медь тоже получила большое распространение. Нагрев режущей части инструмента в этом случае может доходить до температуры 700 градусов Цельсия.
- Латунно-никелевые составы похожи на предыдущий припой, но обходятся чуть дешевле.
- Латунь рассчитана на использование при средних нагрузках и нагреве режущей кромки до 600 градусов Цельсия.
Чтобы удалить окислы и снизить вероятность окисления металлов, применяется флюс, например, бура.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.

Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Последовательность работы
- Державка резца располагается на шинах аппарата. Далее в работу вступает припой.
- Между поверхностями, которые нужно соединить, помещается припой (посредством пинцета). В данном случае припой – лист латуни.
- Зона контакта при включении трансформатора нагревается, тем самым заставляя металл плавиться, после чего контакт нарушается, и, как следствие, контакт прекращается. Предотвращение подобного следующее: работа должна производиться в прерывистом режиме, плавно подается нагрузка на обмотки при помощи ЛАТРа.
Припой наносится аккуратно, контроль за работой ведется исключительно визуально. Скорость нагрева державки в процессе пайки составляет 80-100 гр./сек. Пайка резцов подобным методом дает отличные результаты. Качественное соединение не должно превышать 0,1 миллиметра. Благодаря приспособлению подобная работа становится возможной в домашних условиях.
источник