Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.

Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
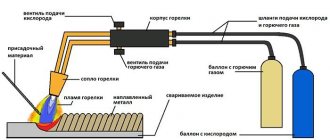
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
Сварной стык подразделяется:
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.

В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).

5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
Варианты сварки нержавеющей стали, госты, методы
ГОСТ 14771-76 Дуговая сварка в защитном газе. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Так же следует отметить такие методы сварки как: точечная, роликовая, лазерная, высокочастотная, сварка сопротивления и другие.
Итак, следующий этап это обработка сварных швов. Поверхность сварного соединения нержавеющей стали образует пористый оксидный слой, который в своем составе содержит хром. Этот слой способствует значительному ослаблению стойкости к воздействию коррозии. Поверхность оксидного слоя возникает из стали, после чего под оксидным слоем образуется т.н. с низким содержанием хрома. Когда есть необходимость увеличить стойкость сварного соединения к коррозии, то оксидный слой и слой с низким содержанием хрома необходимо удалить. Этот процесс осуществляется с помощью термообработки, в данном случае термообработка способна выполнять растворение внутри стальной конструкции, благодаря этому процессу сглаживаются все возможные отличия присадочных материалов. Необходимо знать то, что разрешается использовать только те принадлежности, которые предназначены для обработки нержавейки, это могут быть: ленты и круги для шлифовки, щетки для обработки нержавеющего проката, дроби из нержавеющей стали.
Обработка сварных швов
Эффективным методом обработки сварных швов является травление. Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий. В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением H2O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки). После метода травления конструкция становится стойкой к воздействию коррозии.
Мы ознакомились с основными методами сварки нержавейки и теперь можно смело поговорить о специальных требованиях по сварке при изготовлении нержавейки. При подготовке вышеперечисленных сплавов и сталей, нужно учитывать специальные требования и основные особенности:
Основные обозначения
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции. Установлено всего 5 типов соединений (согласно ГОСТ 5264 и ГОСТ 14771):
- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковой на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.
Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу. Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Видимый тип шва обозначается сплошной линией, невидимый шов обозначают пунктирной линией. Одиночная сварная точка, которая является видимой, на чертежах обозначается знаком «+», невидимая не имеет никаких обозначений.
Если чертеж имеет швы, которые были выполнены по одним и тем же стандартам, то сварочные чертежи, обозначения будут иметь одни и те же, но это следует указать в технических требованиях данного чертежа.
На чертежах одинаковые швы могут быть пронумерованы, но только в том случае, если все швы идентичны друг другу и имеют одностороннее изображение, например, только с лицевой или с обратной стороны. Если шов не имеет никакого обозначения, на чертеже он должен быть отмечен как линия – выноска, не имеющая полок.
Обозначение сварочного шва на чертеже симметричного изделия должно представлять собой линии – выноски, а сами швы должны быть изображены только на какой-то одной из симметричных частей изделия. Но это возможно только в случае, если присутствует ось симметрии.
Пример №1
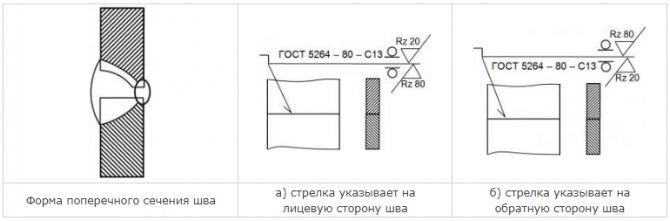
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
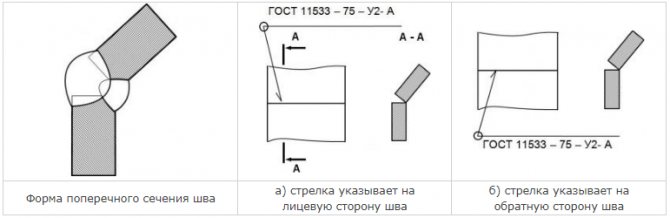
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
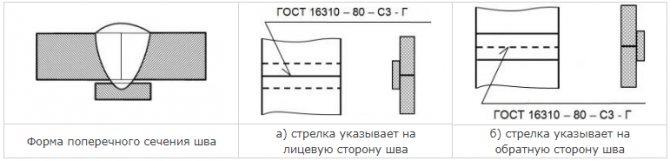
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Какими электродами варить сталь 12х18н10т.
В наше время практически всем людям доступны почты все марки и виды электродов. Электроды делятся по разным классам по своим характеристикам, например их можно поделить на электроды для сварки высоколегированных и низколегированных сталей. Также электроды делятся на классы по материалу покрытия: основное, кислотное и обычное. Список классов, на которые делятся электроды очень большой, поэтому нет смысла его полностью перечислять. Одним из видов электродов являются электроды для сварки стали 12х18н10т, то есть они предназначены для сварки хромоникелевых сталей. Этот вид стали используется в тех случаях, когда изделие должно быть максимально устойчивым от коррозии и не поддаваться другим факторам окружающей среды. Также к изделиям, которые сварены электродами для сварки стали 12х18н10т предъявляются повышенные требования устойчивости от межкристаллической коррозии.
Во всем мире очень ценятся изделия из нержавеющей стали, поэтому популярность электродов для сварки стали 12х18н10т продолжает расти с каждым днем. Однако многих людей эти электроды привлекают еще и своим прекрасным сочетанием цены и качества. Поистине, такое сочетание встречается крайне редко, поэтому это как раз и является одним из самых главных преимуществ именно этих электродов.
А теперь давайте поговорим о самом процессе сваривания электродами для сварки хромоникелевых сталей. Сварка этими электродами производится во всех пространственных положениях при использовании постоянного тока обратной полярности. Также этим электродам сродни еще и такие качества, например стабильное горение дуги, низкое разбрызгивание металла, отличное формирование шва и легкая отделяемость шлака от поверхности изделия.
Непосредственно перед самим началом сваривания Вам необходимо прокалить электроды для сварки стали 12х18н10т в специальной печи для прокалки электродов при температуре от 300 до 350 градусов по Цельсию в течение одного часа. После полного остывания электроды готовы к использованию. Швы, сваренные этими электродами, могут поддаваться воздействию температуры до 350 градусов. Сварка электродами для сварки хромированной стали может, производится, как и ручная, так и дуговая в инертном газе.
Также для сварки этими электродами применяются еще и такие виды сварки, как плазменная сварка, импульсно-дуговая сварка, точечная и роликовая сварка, сварка в среде активных газов, сварка под флюсом, а также возможна и сварка сопротивления. Во время сваривания образуется пористый оксидный слой, который содержит в своем составе хром. Это приводит к снижению к устойчивости от коррозии, поэтому если Вам необходима высокая устойчивость к коррозии, то Вам нужно поддать материал последующей обработке для того чтобы изделие осталось таким же еще через несколько десятков лет.
Вот уже долгое время многие хозяиновитые люди продолжают сваривать для своего дома изделия из хромированной стали. Они без проблем заказывают их через пункт меню «Контакты» и остаются довольными.
- Расшифровка электродов
- Электроды по Маркам
Электроды Уони 13 45 Электроды АНЖР Электроды ProfHelper
Сварка нержавеющей стали — виды и технология
Нержавеющая сталь прочно вошла не только в технические сферы, но и в повседневную жизнь каждого человека. Благодаря особому химическому составу стали этой категории более устойчивы к коррозии, основному врагу металлов.
Следует учитывать то, что сварка нержавеющей стали имеет множество особенностей, которые напрямую связаны с ее составом и физическими свойствами.
Состав нержавеющей стали и ее виды
По своему составу любая нержавейка относится к высоколегированным сталям, устойчивым к коррозии. При этом основным компонентом такого сплава является обычный Cr (хром), благодаря которому он и получил свои свойства, но в то же время, именно из-за хрома, технология сварки нержавеющей стали имеет множество особенностей.
Кроме того, в зависимости от необходимых физических и эксплуатационных характеристик в состав сплава добавляют (в различном процентном отношении) следующие металлы — Mn (марганец), Ni (никель), Ti (титан), Mo (молибден). Всего существует более сотни разновидностей нержавеющей стали, состав которой зависит от технического назначения и условий эксплуатации.
Специалисты различают несколько основных марок этого материала:
- Аустенитные нержавеющие сплавы считаются наиболее распространенными. Они прекрасно поддаются обработке, отличаются прочностью и пластичностью, устойчивы к любым видам коррозии.
- Ферритные сплавы могут эксплуатироваться в агрессивных окисляющих средах. Поэтому они нашли применение в пищевой, химической и многих других отраслях промышленности.
- Мартенситные, а также мартенсито-ферритные сплавы отличаются повышенной прочностью, поэтому широко применяются при производстве режущего инструмента, но сфера их применения ограничена средой с малой агрессивностью.
Согласно существующего ГОСТ, сварка нержавеющей стали каждого типа имеет свои особенности, но, в то же время, работа с любым материалом данной группы имеет много общего. Это связано с некоторыми физическими свойствами таких сплавов.
Необходимость применения условных обозначений
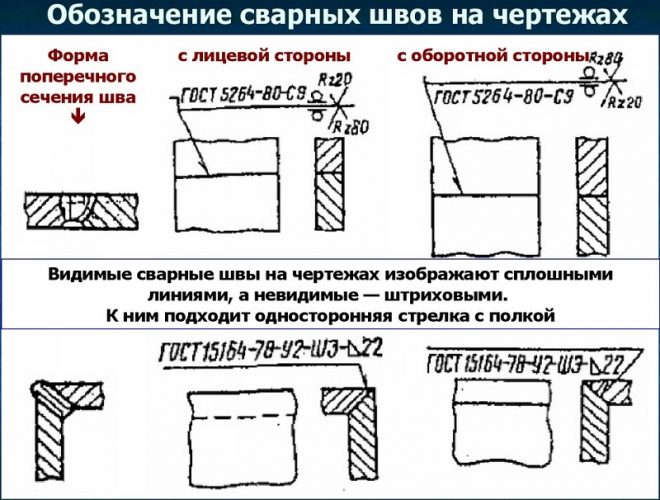
Схема обозначения сварных швов на чертежах по ГОСТ
Грамотно составленная конструкторская документация обеспечит качественную работу всей цепочки специалистов – от разработчика до сотрудника отдела контроля. Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Обозначения сварных швов на чертежах используются не только в процессе изготовления, но и при проверке готового изделия. Сотрудник отдела контроля сверяет параметры готового изделия с требованиями конструкторской документации: он может сверить геометрические параметры сварочного шва, качество работ и т.д.