Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Пайка полипропиленовой трубы Источник besplatka.ua
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
- полипропилен подогревают прибором до состояния вязкой текучести, соблюдая предписания в инструкции к оборудованию;
- паяют изделия из одинакового материала, не следует соединять детали из полипропилена с разной маркировкой, прочность соединения будет нарушена;
- стыковку торцов и фитингов выполняют плотно, не допуская зазоров, искажений, плотное прилегание обеспечивается шлифовкой обрезанного края труб наждачной бумагой;
- полипропилен быстро застывает, выравнивание возможно в течение нескольких секунд, после застывания исправить дефект будет невозможно.

Утюг для сварки труб Источник nehomesdeaf.org
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Какие полипропиленовые изделия выбрать
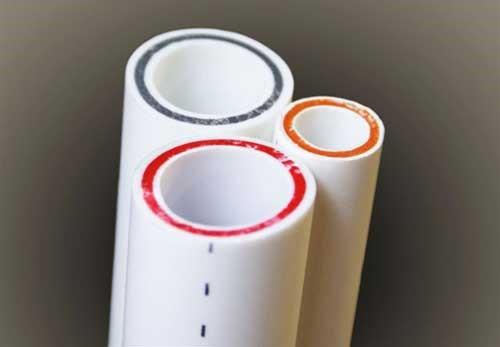
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Полипропиленовые трубы и фитинги: виды, маркировка, монтаж
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.

Установка оборудования на платформу Источник static.onlinetrade.ru
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Разберемся в видах
Металлопластиковые

Полиэтиленовые
Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.

Обрезка трубы Источник stroy-bloks.ru
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже. Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.

Насадки для паяльника Источник opttorg-volga.ru
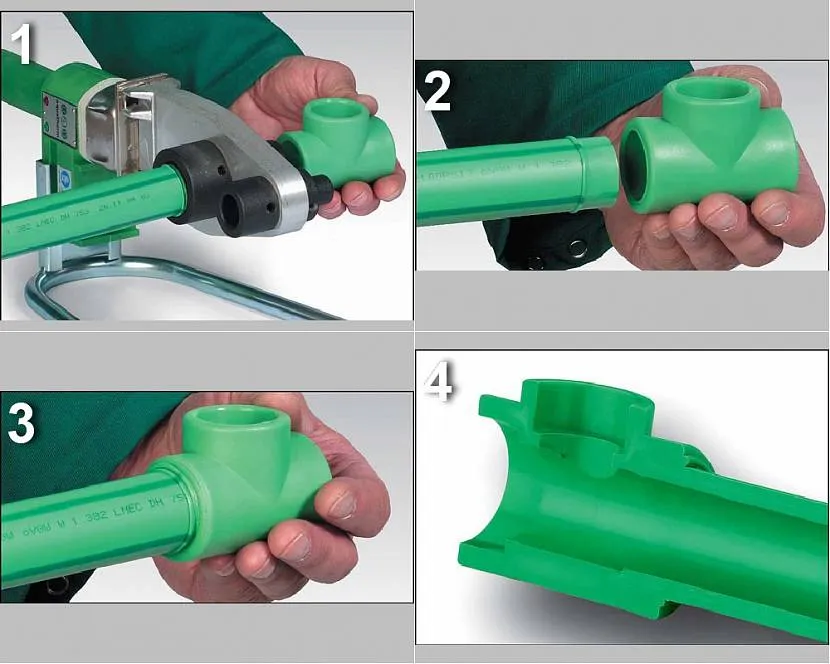
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Проведение работ

Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
- Соберите паяльник, нагрейте его до 2700С.
- Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
- Снимите соединяющую деталь и трубу с нагревателя.
- Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
- Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
| Диаметр (мм) | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| Нагревание (с) | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Перестановка (с) | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Скрепление (с) | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время полного остывания (мин) | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
При работе учитывайте следующие моменты:
- Если деталь невозможно одеть на насадку – повысьте температуру на 5-150С.
- При работе на открытом воздухе в мороз увеличьте время нагрева.
- Не допускайте проворачивания деталей относительно друг друга.
Правильный и качественный шов не оплывает внутрь, если у вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга – значит, вы недостаточно их нагрели. Необходимо увеличить время нагрева.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Комплектация утюга Источник teplo-online.com
Смотрите также: Каталог компаний, что специализируются на водоснабжении и канализации.
Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого?
Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам — что делать?
Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет приобретение новой.
Тем не менее, временно выйти из положения при слишком «липкой» насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы и фитинга с насадки их нужно немного прокрутить.
Можно ли гнуть полипропиленовые трубы?
Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться более, чем на 5°.
Как спаять полипропиленовые трубы если нет свободного хода?
Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников, и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на «парадном» участке трубопровода, то самым простым решением будет выполнение обвода. В самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем сварить их между собой по вертикали или в другой плоскости.
Как спаять трубы, если не держит кран?
Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке — узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять течь в будущем, с кучей вылезших проблем!
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш. Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
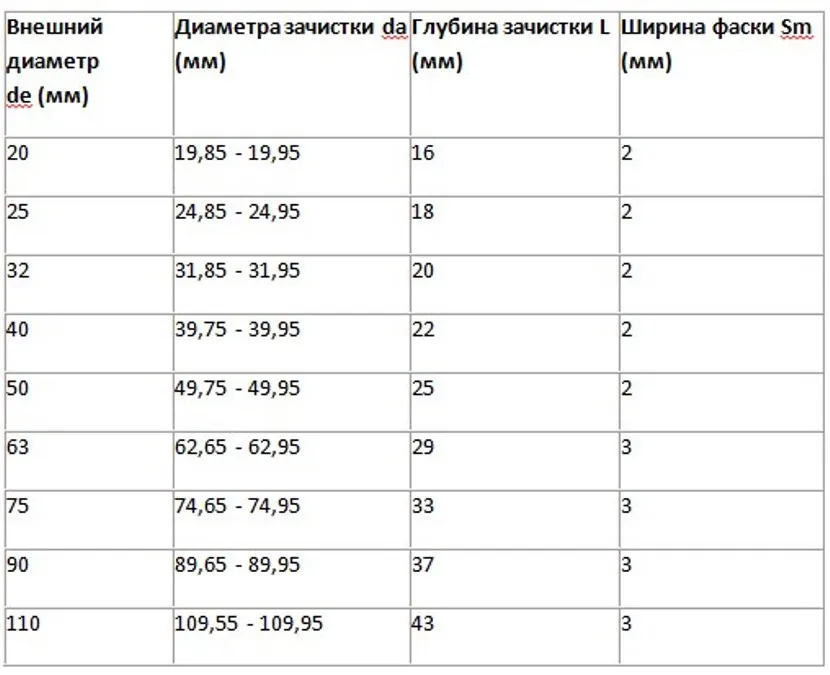
Таблица зачистки труб разного диаметра
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.

Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
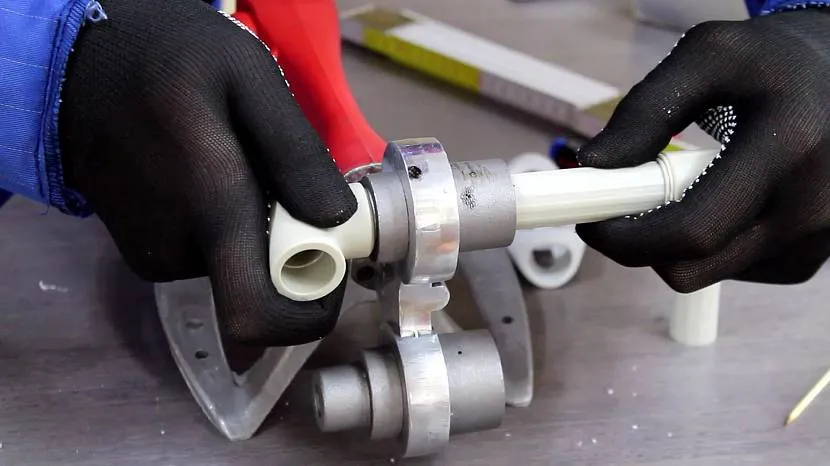
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.

Таблица значений выдержки сварки Источник montagtrub.ru
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.
Этапы сваривания трубопровода Источник svarkaspec.ru
Процесс спаивания ПП-труб
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения — их удаляют на горячем паяльнике не синтечической тканью или бумагой. Удалять грязь металлическими предметами не рекомендуется — испортится антипригарное покрытие.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью — спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться за стерильностью — нет необходимости протирать пластик спиртом, как некоторые советуют.
Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку — напрягать грудные мышцы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
«Время нагрева и оплавления — время, отсчитываемое с момента полного вдвигания труб и деталей в рабочие элементы электронагревательного инструмента и их оплавление.»
Так как труба тяжело входит в насадку и новичку сложно понять, зашла ли труба до конца, то по первости рекомендуется отмечать на трубах риски, до которых нужно загонять трубу в паяльник.
Точная глубина немного разнится у разных производителей, поэтому лучше ее померить в раструбе фитинга заранее.
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с «тугими» насадками и стандартным временем прогревания происходит излишнее оплавление.
Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно — после снятия с насадки паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.
Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно пометить чёрточкой — тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть картину в целом. Безусловно, в процессе соединения есть время на корректировку — не более секунды, когда можно выровнять небольшие огрехи спайки.
У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного оплавленные края.
Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева — такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
Технология сварки полипропиленовых труб Источник provodoprovod.ru
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Базовые навыки по монтажу полипропиленовых труб
Перед непосредственным монтажом необходимо распланировать расположение труб и последовательность сварки конкретных швов. Здесь имеется в виду не проектирование и подсчет тех или иных деталей — это само собой разумеется. Речь идет именно о последовательности добавления фитингов и труб в систему
— для аккуратнго выполнения работ это очень важно!
Дело в том, что для подпайки деталей или узлов к установленным трубам требуется выполнение важного условия. Если начать спаивать все детали водопровода, не задумываясь об этом нюансе, то в один прекрасный момент появится ситуация, когда дальнейший монтаж будет физически невозможен.
Условие это: для сварки необходим минимальный ход хотя-бы одной из спаиваемых деталей (трубы или фитинга)!
Другими словами, спаиваемые детали должны позволять отодвинуть их друг от друга на минимальное расстояние для ввода паяльника, а затем без препятствий состыковать их друг с другом.
Минимальное расстояние, на которое должны отходить друг от друга труба и фитинг составляет около 7 сантиметров (зависит от паяльника и насадок). Помимо прочего, ход трубы или фитинга должен позволить вставить трубу в фитинг на 1,5-2 сантиметра (зависит от диаметра трубы). По итогу получается, что нам необходим ход деталей в 9 сантиметров (7+2).
Необходимый ход дает левая часть спаиваемого водопровода. Благодаря наличию нескольких уголков до жесткой фиксации (в данном случае водосчетчик), такая конструкция позволяет «гулять» уголку, на котором планируется сделать завершающий шов.
Именно поэтому так важно планировать процесс сборки всех деталей в одно целое: какие-то узлы можно спаять отдельно, а затем «кочергу» добавить в систему. Проще говоря, лучше добавлять в монтируемую систему целый узел из нескольких деталей (труба, уголки, муфты) одной пайкой с необходимым зазором, чем допаивать каждую деталь сразу на положенное место.
А сложный узел из множества деталей проще сварить отдельно, без всяких стеснений в движениях. Главное, чтобы собираемый узел наверняка можно было поместить на место. Бывают такие случаи, когда собранная отдельно сложная деталь попросту физически не влезает на место по причине наличия других труб, каркаса и т.п.
Совет: при спаивании нескольких деталей в один сложный узел, выдерживайте расстояние между швами не менее 3-4 сантиметров, если это конструктивно возможно. От ошибок никто не застрахован и если несколько фитингов сварить вплотную друг к другу, то при какой-либо неточности придется вырезать и выбрасывать весь узел. При минимальном расстоянии в 3-4 см. проблемную деталь можно вырезать, а так как из соседних фитингов торчит запас трубы — к ним можно припаяться.
Теперь рассмотрим некоторые приемы по решению различных задач в монтаже трубопровода из ПП-трубы.
Для всякого рода сложных поворотов и обводов хорошо служит уголок 45 градусов. Посредством соединения их в разных вариациях можно выполнить обвод трубы любого диаметра или требуемое смещение проводимой трассы. Эти углы выгодно отличаются от уголков 90 градусов тем, что в большинстве случаев позволяют выполнять обводы, смещения и повороты более компактно.
Несмотря на наличие специальных обводов, четыре уголка по 45 градусов (роль 4-го угла выполняет тройник) дают больше «гибкости» при формировании обвода. Изменяя расстояния между углами, можно изменять степень огибания (обойти трубу любого диаметра или иное препятствие).
Во время стыковки паяемого водопровода с водосчетчиками, можно столкнуться с парой неудобств: мало места для полноценного доступа паяльника (пример с ходом 9 см. выше) и наличие остатков воды в самих счетчиках. Последний факт может испортить место сварки, ибо во время ввода-вывода насадки паяльника создается некий вакуум, из-за чего остатки воды из счетчика устремляются к месту пайки. В подобных случаях будут полезны разъемные муфты.
Разборные полипропиленовые муфты (переход с металла на ПП) считаются далеко не самыми надежными элементами, поэтому подобные узлы следует использовать только в местах возможного доступа. На качество разборной муфты влияет величина бортика, который прижимает накидная гайка — она должна быть как минимум на следующий диаметр больше присоединяемого диаметра металлической резьбы. Также некоторые производители добавляют стекловолокно в материал пластикового штуцера муфты — это повышает ее прочность.
Во время монтажа нужно всячески избегать физического напряжения в трубах: чрезмерного изгиба, закручивания (особенно!) трубы и прочего. Во время различных поворотов труб нужно оставлять 5-10 миллиметров на зазор от стен для свободного хода.
А теперь несколько слов о тепловом расширении. При использовании полипропиленовых труб во внутридомовой разводке водопровода и отопления, прямые отрезки труб в редких случаях превышают 2 м. Поэтому в большинстве случаев линейный коэффициент не играет никакого значения! Для теплового зазора достаточно отступать в углах 5-10 мм., при использовании прямых труб не более 1 метра.
Неармированный полипропилен дает изменение длинны около 10 мм. на 1 метр трубы при изменении температуры на 70 градусов. Это означает, что метровый отрезок без армирования можно использовать на горячей воде, оставив с обеих сторон отрезка по 5 мм. зазора до стен.
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.

Монтаж трубопровода Источник https://i.ytimg.com/vi/qTaP9btjoP4/maxresdefault.jpg
Нюансы выдержки нужного теплового режима
При проектировании трубопроводной системы следует стремиться к тому, чтобы стыки труб, арматурных элементов и фитингов находились в доступных местах. Габаритные размеры мест размещения стыков должны давать возможность установить сварочный аппарат и без существенного искривления труб завести их торцы на гильзы нагревателя.
Чем ближе к месту соединения удастся разместить сварочное оборудование, тем меньше успеет остыть нагретая кромка перед сваркой. Такое остывание во время транспортировки приводит к существенному снижению прочности и долговечности стыка.
Необходимо также продумать последовательность монтажа стыков. У неопытных проектировщиков нередка ситуация, при которой последний стык невозможно смонтировать, поскольку паяльник просто не помещается в оставшийся зазор. Приходится либо сильно изгибать трубы, создавая в них остаточные напряжения, либо разрезать их и добавлять еще один стык. Оба решения приводят к снижению общей надежности и долговечности системы.
Опытные пайщики сформулировали следующие рекомендации:
- сварочное оборудование должно иметь качественный термостат, обеспечивающий точное задание и стабильность поддержания температуры нагрева;
- расстояние от точки сварки до аппарата должно быть не более 1 метра;
- сваривать следует проводить при комнатной температуре;
- перед соединением нужно проверить равенство температур обеих деталей.
Выполнение этих несложных правил поможет качественно паять трубы.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
Разогрев деталей Источник https://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Виды труб, соединяемых пайкой
Паяльник для работы с полимерным материалом предназначен для стыковки водопроводных коммуникаций, которые различаются по технологии производства, виду материала:
- из полипропилена — хорошо переносят влияние высоких температур, благодаря этому свойству их можно применять при монтаже системы отопления;
- ПВХ: при сильном нагреве частично теряют свойства;
- пластмассовые с армированием — за счет армирующего слоя увеличивается прочность, устойчивость к нагреву, такие коммуникации менее подвержены расширению при контакте с источником тепла;
- полиэтиленовые термостойкие — хорошо переносят длительный контакт с теплоносителем;
- полибутиленовые — по свойствам превосходят аналоги из других материалов: отличаются прочностью, стойкостью к предельным температурам, эластичностью, могут применяться в напорных системах отопления;
- участки трубопровода из меди соединяют паяльником или газовой горелки.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Разметка глубины посадки Источник files.builderclub.com
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Нюансы работы: как паять пластиковые трубы без проблем
Приведенная выше инструкция описывает общие положения работы по свариванию полипропиленовых труб. Но есть интересные моменты, которые могут поставить в тупик неопытного мастера.
Работаем на верстаке и «по месту»
Далеко не все узлы будущего трубопровода можно спаять с удобствами, на подготовленном верстаке. Конечно, следует максимум работ проводить именно там, и дело вовсе не в личном комфорте мастера – так меньше риск неправильного соединения элементов. Но иногда требуется спаять детали «по месту», поэтому лучше заранее разметить схему будущих коммуникаций на стене, полу или потолке, закрепить клипсы, которые будут удерживать трубы в нужном положении.

Крепим сварочный аппарат
При вставке и извлечении нагреваемых элементов настольный, никак не закрепленный «утюг» будет дергаться в разные стороны. Это приводит как к проблемам с извлечением фрагментов, так и к ожогам (при попытке удержать падающий аппарат), и к его поломке.
Поэтому лучше зафиксировать паяльник на верстаке или рабочем столе любым доступным способом – с помощью «родной» или добавленной в конструкцию струбцины, саморезов и так далее.

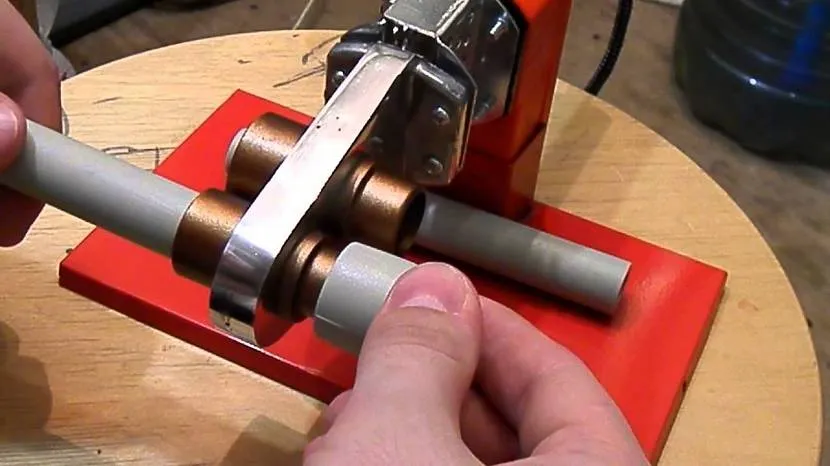
Зачистка обязательна!
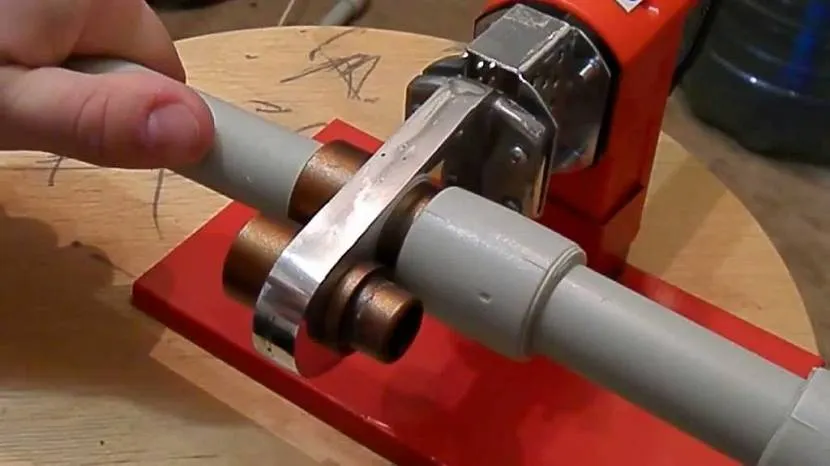
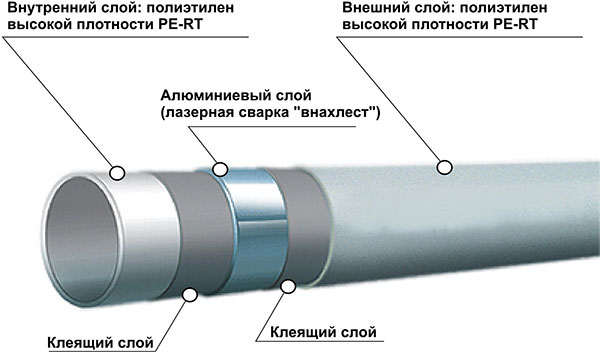
Один из ярких примеров – состыковка изделий, армированных алюминием не снаружи, а в середине стенки.

Чтобы правильно паять такие полипропиленовые трубы, необходимо зачистить слой алюминия – но как это сделать, если он находится между слоями пластика, а не снаружи?
Для этого существует специальный торцевательный инструмент, позволяющий удалить алюминиевую фольгу именно между слоями.

Режущие кромки, «выскабливающие» фольгу, смещены к центру изделия. Благодаря этому алюминий удаляется, пластик остается на месте – труба готова к свариванию.
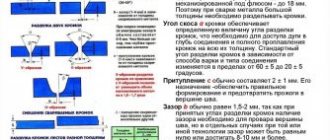
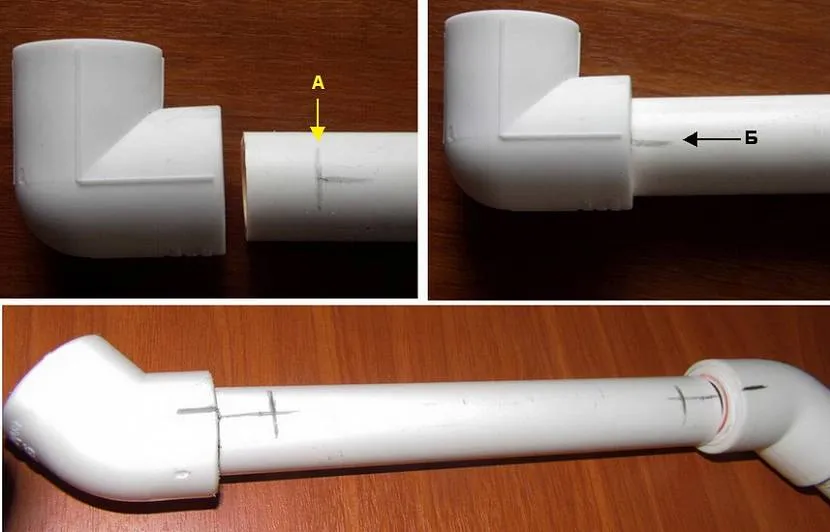
На фото показано, как выглядит стык между подготовленными (справа) и не подготовленными (слева) фрагментами. Хорошо заметно, что в первом случае спайка получилась плотной, во втором явно видно расслоение. При недолгом использовании данный дефект не имеет значения, но для трубопроводов, по которым подается горячая вода (от бойлера или отопительного котла) возможна разгерметизация и выход коммуникаций из строя.
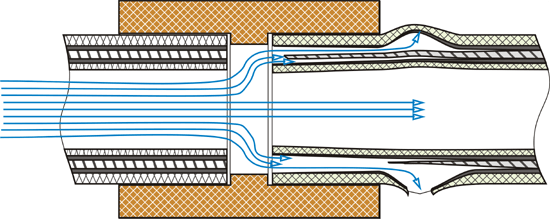
Схема демонстрирует последствия неплотного стыка двух вроде бы сваренных труб, расслоение изделия и вздутие внешнего слоя полипропилена в процессе эксплуатации.
Важно: трубы, армированные стекловолокном, не нуждаются в зачистке! Это связано с тем, что принятая для полипропилена температура сварки позволяет расплавлять до возможности диффузии и стекловолокно.
Правильный рез
Иногда пользователям кажется, что срез трубы по косой – под углом 45 градусов – сможет увеличить площадь контакта и тем самым усилить сварной шов. Это на самом деле так, но при подобном варианте обрезки возникают проблемы:
- с соосностью деталей – трудно правильно соединить отрезки трубы внутри муфты, неизбежно возникает зазор;
- с нагревом свариваемых участков – косой срез не позволяет полностью надеть на нагревательный элемент нужный фрагмент изделия. Один край нагревается слабее, другой сильнее.
Последний узел не сваривается!
Так бывает, если неопытный сварщик неточно рассчитал длины и расположение фрагментов трубопровода. Когда нет возможности вставить между двумя последними свариваемыми элементами дорн с насадками и муфту, можно решить вопрос иначе – вварить в подлежащие соединению элементы металлические вставки.

Такая резьбовая пара с накидной гайкой позволяет прочно и качество скрепить два фрагмента и при этом вваривается без особых проблем.
Не гонялся бы ты, поп, за дешевизною…
Попытка сэкономить при покупке труб и фитингов чревата протечками и вздутиями труб в дальнейшем, поэтому лучше приобретать продукцию проверенных производителей.
Необходимо также отказаться от совмещения изделий разных фирм – небольшая разница в составе или технологии производства товаров иногда приводит к критическим проблемам в готовых коммуникациях.
Другие ошибки
Среди наиболее «популярных» ошибок часто встречаются:
- чрезмерный нагрев элементов. В результате труба сильно деформируется и закрывает просвет муфты, мешая тем самым свободному течению воды в водопроводе;

- отказ от обезжиривания поверхностей и/или зачистки. При этом диффузия происходит не по всей поверхности, остаются «островки», где пластик не сплавился. Результат – выход соединения из строя при повышении давления или температуры;
- не удалена вода (при ремонте эксплуатируемого водопровода). Сделать это можно с помощью ветоши и теплого (не горячего!) потока воздуха из бытового или строительного фена;
- неплотное соединение. Так бывает, если труба вставлена в фитинг не полностью или диаметры не совпадают.


Еще одна распространенная ошибка неопытных мастеров – отказ от защитных перчаток. Высокая температура нагрева полипропилена ОБЯЗАТЕЛЬНО требует защиты рук, при этом желательно использовать перчатки из натуральных материалов – лучше замши. Они не стесняют движения и при этом не начинают тлеть при нагреве, в отличие от хлопковых. Резиновые и прорезиненные перчатки использовать нельзя!
Более детально типичные ошибки рассмотрены в видео «Как не надо паять полипропиленовые трубы».
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
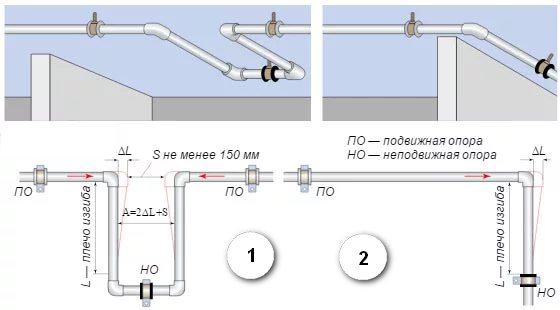
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.