Работа программиста имеет один существенный недостаток: как правило, мы не можем потрогать результат своего труда. Можем наслаждаться красотой кода, восторгаться оригинальностью алгоритма, но пощупать программу, увы, никак. Меня этот нюанс профессии всегда расстраивал. Чтобы как-то компенсировать виртуальность результата в основной сфере деятельности, несколько лет назад я завел себе вполне материальное хобби — столярничество. По началу все шло хорошо, но очень скоро стали сказываться профессиональные болезни любого программиста — лень и перфекционизм. Особенно, добивал тот факт, что когда нужно сделать 10 одинаковых деталей я не мог качественно сделать одну и скопировать ее еще 9 раз. В общем, вы поняли, через некоторое время в мастерской появился ЧПУ. Этот рассказ о двухлетнем опыте владения этим чудом техники.
Муки выбора
Приняв решение обзавестись CNC-станком я встал перед дилеммой: купить готовый или собрать самодельный. Мне нужен был агрегат приличных размеров, т.к. в планах было использовать его в мебельных делах. Но, с другой стороны, я был сильно ограничен в выборе двумя вещами: бюджетом и размером мастерской (в моем распоряжении было 9 квадратных метров, уже изрядно заставленных). После тщательных измерений стало понятно, что девайс больше чем метр в длину поставить будет проблематично. Соответственно, нужно искать вариант с размером стола метр на 50 — 60 сантиметров.
Вот основные параметры выбора:
- Размер стола 1000х500
- Хорошая жесткость стола и портала
- Реечная передача по осям X и Y
Последний пункт важен: для столярных дел нужна хорошая скорость перемещения портала. Винтовая передача ооочень медленная.
Почитав тематические форумы мне стало понятно, что не имея опыта работы с металлом в обозримом будущем нормальный станок сделать не получится, а в многолетний проект с неясным результатом влазить тоже не хотелось.
Оставалось купить готовый. Искать что-то дешевое в Китае показалось не логичным — доставка 80-100 килограммов железа обещало вылететь в копеечку. Несколько месяцев мониторил авито, но там продавали либо промышленные станки большого размера, либо не очень качественные маленькие самоделки.
Поизучав московский рынок производителей ЧПУ, более-менее в моем бюджете я нашел 3 компании (описываю события двухлетней давности, сейчас ситуация может быть другая). Чтобы не расстраивать НЛО, не буду приводить их названия. Станок с подходящими характеристиками нашелся у одного из этих 3 производителей. На тематических форумах отзывы об этом производителе были не самые лестные, но откровенно ругательных было тоже немного. Основной посыл отзывов был «Комплектующие — Китай, сервис хреновый, но за эту цену ничего лучшего нет». К слову, «эта цена» роутера со шпинделем была в районе 115k вечно деревянных…
Идеи коммерческого применения станков.
Сам по себе фрезерный станок с ЧПУ – это просто машина без водителя, его полноценное использование и соответственно выпуск востребованной и качественной продукции, целиком зависит от человека, и насколько грамотным будет человек, настолько и успешным бизнес.
Простой пример применения станка из категории 1б для производства мебели на заказ, как в единичных экземплярах, так и небольшими партиями. Оля из Olie’s Wood Shop делает на заказ Credenza (комод, низкий горизонтальный шкаф) из двусторонней ламинированной фанеры.
Источник видео.
Покупка
Цена кусалась и я уже не был уверен хочу ли этих жертв. Но помог случай: совершенно неожиданно со мной расплатились по одному старому проекту на котором я уже давно поставил крест. Сумма примерно соответствовала стоимости станка. Это был знак свыше, в тот же день сделал заказ и перечислил 50% стоимости на счет производителя.
Спустя месяц поехал забирать свой девайс. Компания располагалась на территории какого-то завода. Похоже, спрос на ЧПУ в Москве хороший: помимо моего станка в коридоре стояло еще с десяток готовых станков поменьше.
Поиск клиентов
Искать заказчиков начинайте заблаговременно. Используйте возможности интернета:
- социальные сети — сделайте свою страницу, расскажите, чем планируете заниматься, напишите цены, опубликуйте фото;
- собственный сайт — эффективный, но дорогостоящий инструмент продвижения услуги. Займитесь его созданием, когда получите первую прибыль;
- изготовьте печатную продукцию — визитки, прайс-листы. Раздавайте их в общественных местах. Договоритесь с администрацией строительных магазинов — за небольшую плату или процент с продаж они могут раздавать визитки с вашей рекламой своим покупателям;
- составьте список потенциальных партнеров — предприятий региона, которым будет интересна ваша продукция. Регулярно делайте рассылку коммерческих предложений. Встречайтесь с руководителями лично. Если удастся заключить 2-3 долгосрочных договора, банкротство вам не грозит;
- принимайте участие в выставках и ярмарках города, представьте там свои изделия — на таких мероприятиях нередко заключают выгодные контракты.
Первый запуск и первый облом
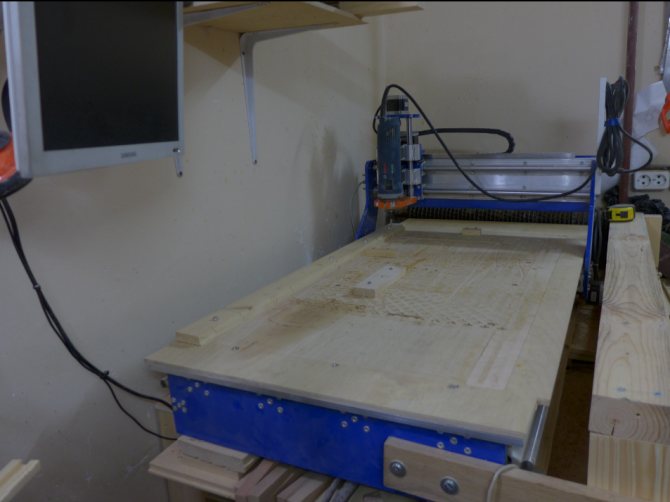
Для станка еще нужен компьютер. У себя в закромах нашел старый Pentium4 с LPT портом. Будучи в душе линуксоидом в качестве управляющего софта я выбрал CNC Linux (https://www.linuxcnc.org/). Быстро был скачен/установлен дистрибутив. С некоторым волнением включаю тумблер, станок ответил оптимистичным жужжанием.
Вот оно будущее, уже рядом! Нажимаю Reset и пытаюсь клавишами курсора подвигать каретку. Тут случился первый облом: по осям Y и Z все работает прекрасно, но с X серьезные проблемы. Дело в том, что в моем станке на оси X два шаговых двигателя (по одному на правой и левой направляющей) и при попытке перемещения крутился один из них, а второй мертво стоял на месте. Таким образом, родной конфиг, который прилагался к станку не работал в среде CNC Linux.
Следующие несколько часов прошли в изучении форумов и курении доков. Но максимум чего удалось добиться, чтобы задвигались оба шаговика, но делали они это нехотя и с разной скоростью. По не характерному звуку и по тому как дергается портал, в какой-то момент, я понял, что такими темпами я скоро сломаю, к чертям, эту дорогущую железку и усилием воли прекратил эксперименты с CNC Linux.
Найм персонала
Если вы обладаете определенными навыками работы на управляемых фрезерных станках, на этапе раскрутки бизнеса возьмите функцию оператора на себя. Если опыта не хватает, придется поучиться. Пройдите курсы и освойте принципы работы в специальных графических программах. Это не так сложно, как может показаться. Вам потребуется не более месяца, чтобы открыть собственное производство.
Если вы нацелены на широкий спектр производства, имеете разноплановое оборудование, наймите 2-3 профессионалов.
Вам потребуется менеджер — он займется поиском каналов сбыта, рассылкой коммерческих предложений, рекламной кампанией.
Для работы с документацией и налоговой отчетностью не обязательно нанимать в штат бухгалтера на ставку, — обратитесь в аутсорсинговую фирму. Заключите с ней договор бухгалтерского сопровождения — это обойдется вдвое дешевле найма штатной единицы.
Второй облом
Неприятность случилась примерно через пару недель после удачного запуска. Я оставил станок включенным в режиме ожидания, а сам отошел на пару минут. По возвращению меня ждал неприятный сюрприз, станок вел себя как Шварценеггер-Терминатор когда его Кристанна Локен заразила нано-роботами. Портал хаотично дергался в конвульсиях. Я быстро обесточил девайс. Через пару минут включил. Все было тихо, но минут через 5 нано-роботы вернулись.
Настроение скатилось куда-то под плинтус. Я живо себе представил путешествие через всю Москву в сервисный центр. Да и просто вытащить 70 килограммовый кусок железа из тесного подвала то еще удовольствие.
Для очистки совести я решил заглянуть в китайские потроха. В моем ЧПУ вся электроника смонтирована на задней стенке портала. Вскрыть коробку оказалось не сложным. Под крышкой расположено 2 блока — блок питания и блок управления. Последний сразу вызвал подозрение. Точнее, не сам блок, а то что было на нем. На нем было 2 очень подозрительных вентилятора. При подаче питания не включился ни один! Вскрытие одного из них меня слегка шокировало. Такое впечатление, что китайцы отлили его из одного куска г пластика, включая подшипники и провода.
Оба вентилятора были отправлены в помойку (к сожалению, я тогда не сфотографировал) их место занял один большой куллер от компьютерного блока питания.

Для лучшего охлаждения в задней крышке я насверлил дырок:
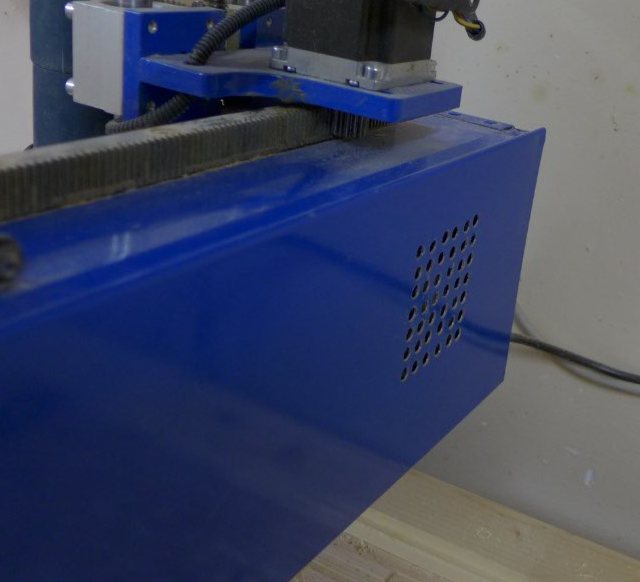
С тех пор, вот уже два с лишним года, электроника станка никаких проблем не доставляет. Риторический вопрос: почему это нельзя было учесть на производстве? Цена вопроса — 100 рублей. Не думаю, что я единственный кто столкнулся с такой проблемой…
Художественные произведения – в цене
Сделав небольшую и скромную поделку с помощью ЧПУ станка, многие умельцы затем готовы начать сотрудничество с магазинами по торговле сувенирами и продукцией, которая относится к предметам художественного промысла. А это – солидный и стабильный заработок, если налажены рынки сбыта.
У многих мастеров возникает потребность правильно оценить изделие. Как вы думаете, сколько можно получить за панно (резьба) из деревянной заготовки – результат искусного фрезерования, размером 20x370x548 мм? В пределах 10 тыс. рублей. И это в среднем ценовом диапазоне. А на изделии 60х110, с качеством намного ниже (виден фрезерный след) заработаем всего 200-220 руб.
Надёжным бизнесом может стать для творческой личности идея изготавливать на фрезерных станках статуэтки, панно с плоскими или объемными изображениями (фанера, пластик, металл и даже стекло).
Любители выжигать воспользуются пиропринтером или будут работать на гравировальных устройствах, создают уникальные изображения в соответствии с выбранным фото, изготавливая сувениры на заказ. Длительность технологического процесса – 6 и больше часов.
Обычно материал составляет в пределах 10% от цены изделия, учитывают также затраты на электроэнергию, плёночные и лаковые покрытия, амортизация фрезера и время обработки.
Например, хорошего качества икону из бука режут около 10 часов, после станка дорабатывают 4-5 дней. И тот, кто изготавливает продукцию такого рода, знает ей цену.

Фрезерная резка любой сложности
Фрезерование или фрезерная обработка, которую привычнее называют «фрезеровкой» – это один из самых распространенных (наряду с токарным), видов обработки деталей. Ранее она проводилась вручную с помощью фрезы – режущего инструмента. Сейчас это крайне редкий метод работы.
Механическая инструментальная фрезеровка на специализированном станке была впервые предложена в 1818 году. Ее запатентовал американский изобретатель и промышленник Эли Уитни (Eli Whitney), хотя работал он в содружестве с целым рядом инженеров и конструкторов.
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть четвертая. Общие понятия обработки
Начав писать про стратегии обработки, я понял что творю «обезьяний набор» — пошаговое руководство даже не для чайников, а для идиотов, мои шаги повторить можно, сделать свои по образцу тоже, но понимания не добавляется. В свое время, когда я внезапно решил стать фрезеровщиком, имея в бэкграунде высшее медицинское, МБА и 10 лет компьютерного ритейла, мне было очень сложно продираться через терминологию и абсолютно новый понятийный аппарат. Конечно, большинство CAM программ оснащено хорошей справкой, но она все-таки написана технологами для операторов, и человек с улицы не всегда может понять что такое «оба в приращениях», зачем нужна «область безопасности цилиндр», какой тип подвода выбирать и что это вообще такое.
Ниже — моя скромная попытка пробежаться по базовым понятиям фрезерной обработки с краткой расшифровкой. Терминологию я использовал русскую из делкамовских учебников, она может не совпадать с другими CAM программами, но я думаю тут уже интуиция и гугл спасут. Ну и как всегда, капелька личного опыта по обработке пластиков на хоббийных станках.
Скорость шпинделя
В действительности, скорость вращения шпинделя — несамостоятельный параметр, он зависит от инструмента и материала. В документации к нормальным взрослым фрезам есть параметр «скорость резания» в м/мин для разных материалов, это скорость кромки относительно материала.
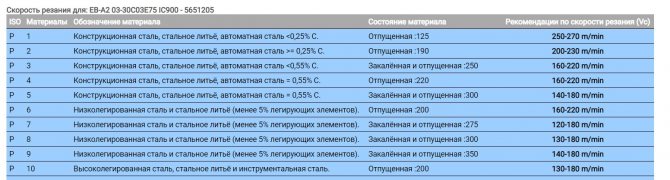
Чтобы вычислить скорость вращения шпинделя, необходимо поделить рекомендованную скорость на длину окружности. Но тут есть 2 проблемы: во-первых, мы режем «домашние» материалы типа пластиков и дерева, для которых производители параметры реза не указывают, а во вторых, используем хоббийные фрезы, на которых вообще никаких режимов не написано. Так что скорость вычисляем эмпирически: рисуем простую траекторию типа паза, запускаем фрезу в материал на небольшой (700-1000 мм/мин) подаче и начинаем от 6000 потихоньку поднимать. Начало плавиться/подгорать — снижаем на пару шагов. По опыту для фрезы диаметром 6 мм скорость в вязких пластиках (капролон, ПП, ПЭ) — 6-8К, в жестких (АБС, ПС, ПК) — 8-12к, в дереве — 15-18К, в цветнине — 10-20К. При уменьшении диаметра скорость увеличиваем, на чистовых — тоже увеличиваем.
Скорость подачи
Скорость подачи — тоже производная величина, но тут все еще хуже — если с одной стороны она зависит от вполне себе считаемых/документированных цифр типа «подача на зуб», то с другой — от жесткости системы станок-приспособление-инструмент-деталь (ака СПИД). Подачу на зуб Sz или Fz можно посмотреть в документации на фрезу, там она описана в мм/зуб (mm/t). При перемножении на количество зубов фрезы и частоту вращения она даст максимальную теоретическую скорость подачи.
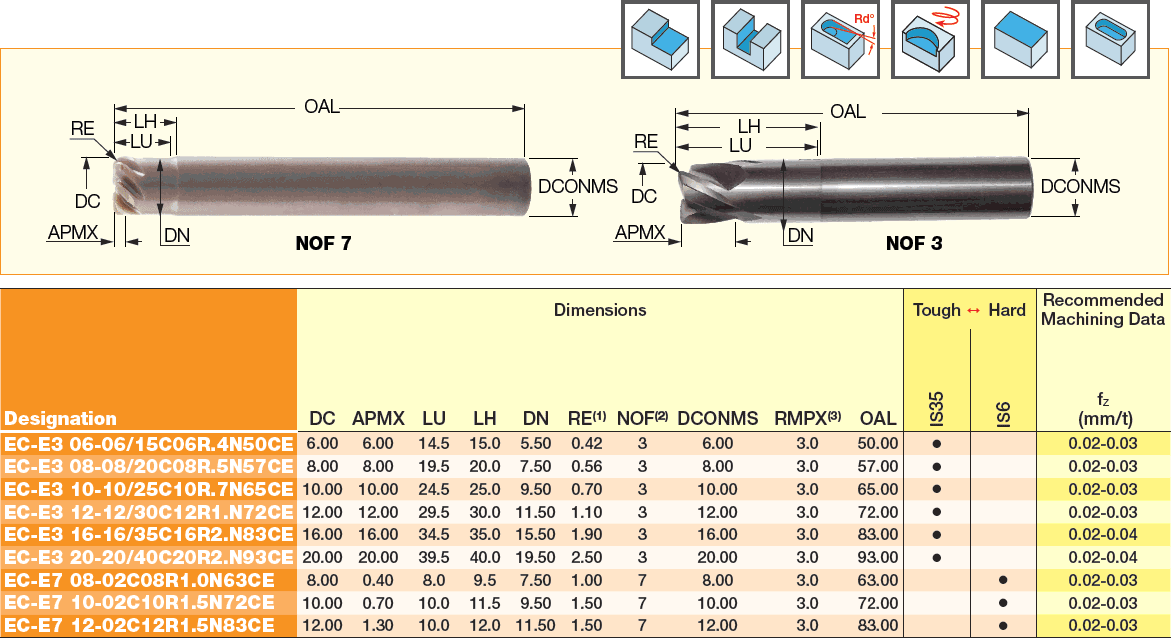
Но мерить жесткость системы СПИД — сложно, да и неоправданно, поэтому как всегда у самодельщиков, подача параметр подбирается по опыту: пробуем разные подачи, начиная с 500 мм/мин (мы говорим о пластиках, да) когда нам перестает нравится звук (или ломается фреза, или вылетает заготовка) — снижаем скорость. Не забываем что подача для разных фрез и разных обработок будет разной. Общее правило такое: при уменьшении съема на зуб скорость повышаем, при увеличении — снижаем. Хотя в пластиках иногда случаются парадоксальные эффекты, например, качество вертикальных поверхностей ПОМ выше на более высоких скоростях. На моих станках при обработке пластиков чаще всего использую скорости от 1500 до 3000 мм/мин, поверхности получаются вполне.
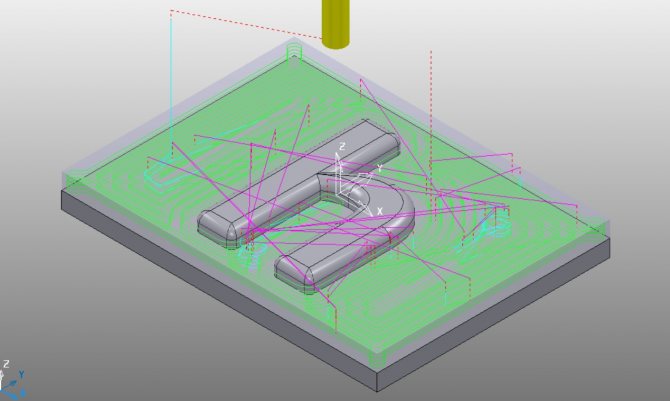
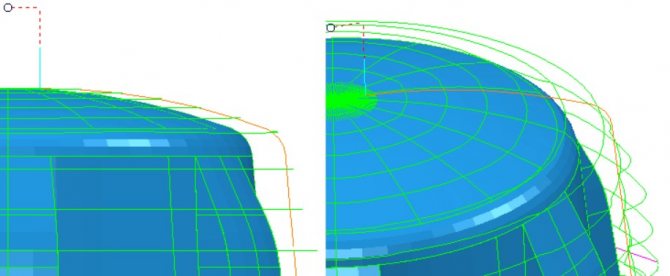
Область безопасности
Область безопасности, она же ОБ — совокупность областей станка, где CAM считает что он гарантированно не встретит ни заготовки, ни крепежа. Через эту область осуществляются переходы, в ней разрешено по умолчанию ходить на ускоренной подаче. При обычных 2,5D обработках это плоскость — мы закрепляем деталь так, чтобы над всей зоной обработки было чисто и безоблачно. Тем не менее, иногда имеет смысл задать ОБ иначе, например, если мы фрезеруем только стороны заготовки, а крепимся через отверстия в заготовке в центре. Кроме того, некоторые фрезы не предполагают возможности вертикального или даже наклонного врезания в материал и надо объяснить CAMу что переходы и подводы должны быть только сбоку. В большинстве нормальных CAM для этого предусмотрены типы ОБ «блок», «цилиндр» или даже «модель», задающие ОБ соответственно.
Подводы и отводы
Многие материалы и типы обработок позволяют не заморачиваться с понятием подводов вообще — ПВХ, ПС, мягкие сорта дерева режутся в любом направлении любой фрезой на штатном режиме обработки. Подачу врезания выставили и поехали. Тем не менее, момент входа в материал и выхода из него отличаются как для фрезы (неравномерная нагрузка на плоскость, работа центром фрезы при вертикальном врезании многоперых фрез), так и для материала (зависание заусенки, выбивание щепки). Поэтому в CAM программах обычно предусмотрена возможность задать отдельные режимы для подводов и отводов.
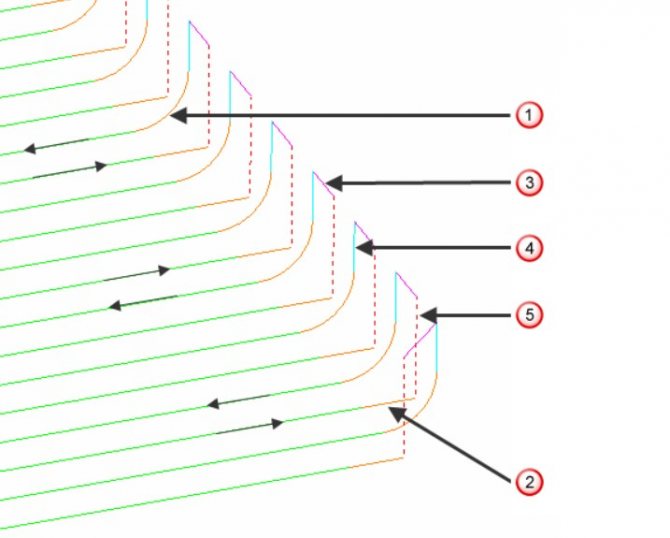
- Подвод «по вертикальной дуге»
- Отвод «прямо»
- Переход «обе в приращениях»
- Подвод — перемещение на ускоренной
- Подъем — перемещение на ускоренной
С одной стороны в лагере самодельщиков тут все просто: материалы мягкие, режимы и так щадящие, поэтому многие вообще брезгуют этим параметром и ставят вертикальные подводы и отводы. С другой стороны, выбитая щепка на деревянном барельефе в самом конце многочасовой обработки или побитая вибрацией фрезы при самом нижнем из 50 проходов вертикальная стенка — это очень неприятно. Поэтому пользуемся разумно: при черновых обработках с нормальными (заведомо бОльшими потенциального дефекта) припусками работаем жестко, ставим минимальные вертикальные подводы, при чистовых или тонких работах — подводим в зависимости от операции по дуге или наклонно. Но опять же не стоит юродствовать, длинные подводы и отводы сильно увеличивают общее время обработки. На пластиках при чистовых обработках я ставлю подводы наклонно при операциях с горизонтальными и наклонными поверхностями и «горизонтально по дуге» на операциях с вертикальными стенками. Длина подвода подбирается индивидуально, я ставлю 2-3 диаметра фрезы или 10-15 толщин съема.
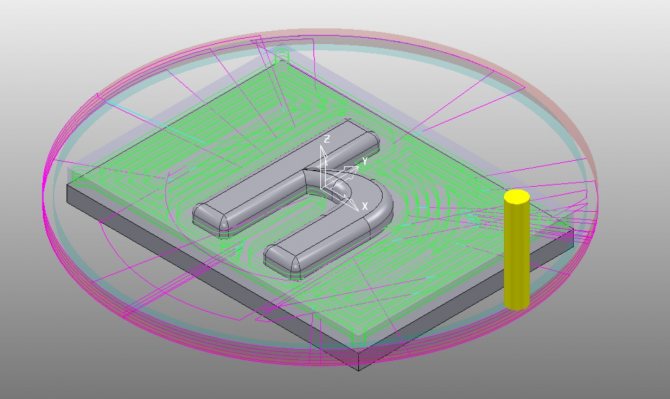
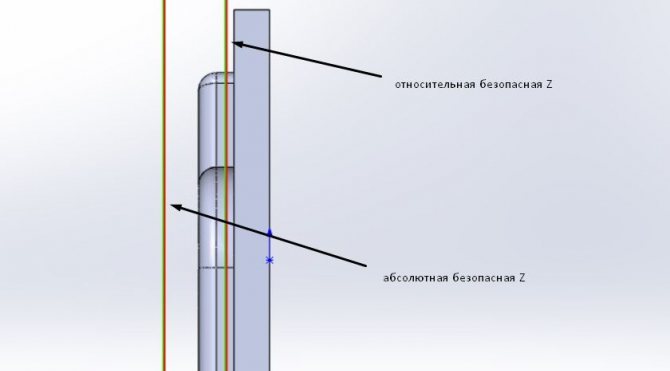
Высоты
Собственно, с высотами все относительно просто. Существует абсолютная безопасная Z, определяемая ОБ. Но представьте себе, что Вы прорабатываете надпись на дне коробочки смещением с очень маленьким шагом. Масса мелких переходов, на каждом CAM уводит фрезу в ОБ, переводит на пару миллиметров и потом мучительно едет вниз. Чтобы такого избежать, придумали относительную безопасную Z — высоту, на которой можно ходить при чистовых обработках после прошедшей выборки. Только надо помнить при этом, что если выборка в реале не сделана, например, оператор перепутал порядок траекторий, инструмент попробует перейти между сегментами в материале, попутно разворотив заготовку и сломавшись.
Мои личные параметры для мелких деталек абсолютная безопасная — 5-10 мм, относительная — 2-5 мм.
Переходы и зазоры
Переход — участок траектории между рабочими ходами фрезы. Как уже было сказано, может осуществляться на абсолютной или относительной безопасной высоте, в powermill’e соответствующие настройки называются «безопасный» и «оба в приращениях». Но иногда, особенно на чистовых или доборочных траекториях, имеет смысл организовать переход иначе, поэтому в CAM программах предусмотрены варианты:
- По поверхности. Несмотря на то что правильно настроенные подводы и отводы практически не оставляют следов отрыва инструмента на заготовке, иногда, например если расстояние перехода невелико, имеет смысл сделать переход не отрывая фрезы вообще.

- Шаг по Z. Правильный выбор для траекторий с постоянной замкнутой обработкой вертикальных стенок, например, постоянной Z
- Прямо. Настоящий хардкорный вариант, CAM игнорирует все и тупо прокладывает прямую между отводом и подводом. И горе встретившемуся на пути материалу, минус в зарплату оператору, запоровшему и фрезу и заготовку. Зато респект и уважуха герою, грамотно воспользовавшемуся инструментом и сократившим время переходов на часы (не шутка, такое было).
Тут даже рекомендовать что-то сложно. Наверное для начинающего общее правило такое: выборки — «безопасный» или «оба в приращениях», вертикальные стенки — «шаг по Z», 3D смещение или поверхности — «по поверхности».
Припуски и допуски
Совсем простой, интуитивно понятный пункт.
Допуск — размер, который Вам безразличен и в пределах которого CAM может изголяться как хочет. С одной стороны, больше допуск — больше свободы для CAM, плавнее траектория, меньше изменений направления и так далее. С другой — в редких случаях CAM может, например, разгрузочный заход выборки разместить посреди вертикальной поверхности, и вне зависимости от того что в общем Вам на размер этой области по барабану, поверхность станет некрасивой. В наш век больших объемов памяти и мощных компов, считающих траекторию, пусть лучше CAM подумает немножко дольше и напишет лишних пару мегабайт в программе, чем потом чесать репу на тему что делать с огрехами. Я ставлю допуск в сотку на пластиках, вроде всем доволен.
Припуск — изначально понятие о черновой обработке. На уровне CAM припуск выглядит как построение эквидистантной (равномерно офсетнутой) от оригинальной модели. Общее правило выше я уже давал — размер припуска должен быть заведомо больше размера потенциального дефекта обработки, тогда даже при неприятности Вы сможете исправить огрех дальнейшей обработкой. Кроме этого, припуском можно пользоваться и в других целях, например, для масштабирования модели при подгонке совмещающихся пазов/бобышек. На пластиках в черновых обработках я ставлю припуск в 0,3-0,7 мм, этого хватает.
В общем где-то так. Теперь можно начинать статью о построении обработки в CAM, не отвлекаясь поминутно на размышления достаточно ли понятно я пишу и не закидывая статью сносками. Если что забыл или непонятно выразился — пишите комментарии, задавайте вопросы, постараюсь ответить.
Если кто пропустил, но интересно, предыдущие статьи цикла:
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть первая — выбор станка Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть вторая Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть третья, ПО и G-code