Самодельная печь для плавки алюминия в домашних условиях, сделанная умельцем своими руками: подробная фото инструкция по изготовлению тигельной печи.
Как известно, алюминий часто используется самодельщиками, для изготовления различных самодельных деталей. Средняя температура плавления алюминия 650–660 ℃, поэтому этот металл можно плавить и в домашних условиях, отливать чушки и заготовки для деталей.
Процесс изготовления тигельной печи для плавки алюминия подробно представлен на фото.
Плавление алюминия
Алюминий и его сплавы используются почти во всех сферах промышленности, а также в процессе изготовления предметов домашнего обихода.
В условиях комнатной температуры на алюминии образуется тонкая пленка окиси (А12O3), прочно защищающая его от последующего окисления. Время окисления алюминия с ростом температуры резко увеличивается.
Именно по этой причине в процессе плавки алюминия и его сплавов в плавильных печах поверхность расплавляемого материала и зеркало ванны очень быстро покрывается пленкой окиси.
Печи для плавки алюминия
Зачастую в производстве вторичного алюминия используют отражательные (подовые) печи. Такой тип печей для плавки алюминия отличается большим количеством модификаций. Однако все они приспособлены под стандартную отражательную печь, под специальные условия работы и особую шихту.
Не меньшей популярность пользуются и тигельные печи, в особенностях, на малых производствах.Производства вторичного алюминия часто используют в качестве плавильных печей роторные печи, в особенности для того, чтобы переплавить лом с высокой удельной поверхностью, к примеру, алюминиевую стружку, а также очень грязный алюминиевый лом.
Всех производителей вторичного алюминия делят на две категории:
- компании, создающие литейные сплавы для изготовителей алюминиевых отливок
- компании, создающие алюминий для раскисления стали.
Обе категории компаний используют в качестве сырья «старый» лом и производственные отходы литейных заводов. На таких заводах помимо введения легирующих составляющих для доводки определенного сплава используют оснащение для очистки алюминиевого расплава и ликвидации нежелательных химических элементов и прочих примесей.
Роторными плавильными печами пользуются именно эти переработчики алюминиевого лома.
Плавление алюминия на литейных предприятиях, которые занимаются производством алюминиевых отливок из вторичного литейного алюминия, осуществляется главным образом в тигельных печах – газовых и электрических, индукционных и сопротивления, и для плавки, и для выдержки алюминия, а также для разливки алюминиевого расплава в подготовленные формы.
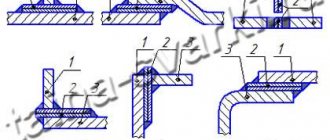
Температура плавления окиси алюминия составляет примерно 2050° С, что почти в три раза выше, чем градус плавления алюминия металлического. На сегодняшний день наиболее популярной является плавка алюминия в пламенных отражательных печах, которые работают на углеродистом топливе, и в электрических печах.
В ходе плавки алюминия в отражательных пламенных печах и в камерных электропечах сопротивления прогрев обособленных кусков садки стартует в области самых высоких температур, т. е. в верхней части. В тоже время поверхность садки с большой скоростью окисляется и поглощает много газов.
Внутри канальной индукционной электропечи расплавление кусков алюминия осуществляется в области наивысших температур под слоем жидкого металла, поверхность которого накрыта пленкой окиси алюминия. Области наивысших температур в канальных электропечах расположена в узком канале и в прилегающих к нему частях шихты.
Металл на поверхности шахты имеет самую низкую температуру, вследствие чего получившиеся отливки из канальных электропечей, имеют в своем составе более низкое количество окислов, чем отливки из печей других видов.
Таким же преимуществом отличаются тигельные индукционные электропечи, в которых по технологическим требованиям в тигле по окончанию каждой плавки остается некоторое количество жидкого металла, примерно 20—35% от емкости тигля печи.Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах. Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Жидкий алюминий является хорошим растворителем для многих металлов, к примеру, железа. При этом образуются хрупкие соединения FeAl2 и Fe2Al7, которые снижают качество отливок.
Плавление алюминия в домашних условиях
Очень печально, если в доме выходят из строя маленькие, но важные функциональные составляющие, к примеру, направляющие рольставен или раздвижных дверей (могут лопнуть), фурнитура и прочее. Чаще всего такие элементы создают из алюминия.
Искать им замену проблематично, а иногда ликвидировать поломку в функционале двери или окна нужно немедленно, хотя бы временно. Если вы имеете опыт паяния, но большую часть поломок алюминиевой фурнитуры или профиля можно устранить самостоятельно.
Основная проблема – это получение рабочего материала, то есть расплавленного алюминия, при помощи которого будет осуществляться пайка сломанных деталей.Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры.
Что же делать?Для начала необходимо приобрести алюминиевую чушку, но можно и использовать обрезки старого профиля. Чтобы расплавить алюминий понадобится портативная газовая горелка или паяльная лампа. Разные модели этих устройств способны дать температуру в пределах 1000 – 1300 градусов.
Подготовленный материал нужно положить в тугоплавкую емкость, к примеру, из нержавеющей стали. Кроме этого, нужна прокаленная стальная пластина или еще одна емкость, в которую мы будем выливать расплавленный металл.
Последовательность работы:
- создание небольшого «колодца». Сверху нужно будет поставить емкость для плавки
- розжиг костра в «колодце». Это необходимо для поддержания тары в нагретом состоянии, после использования горелки. Также костер поможет прогреть алюминий снизу
- после образования жарких углей можно установить емкость с алюминием. Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину
- далее нужно включить газовую горелку на максимум и греть алюминий сверху
- плавка металла начинается почти мгновенно, но цель еще не получена. задача – получение однородного прогрева. Чтобы этого добиться нужно периодически встряхивать емкость
- в процессе плавки образуется оксид алюминия, формирующий окалину
- после этого расплавленный металл нужно вылить на прокаленную стальную поверхность, аккуратно, чтобы не высыпалась окалина. Теперь расплавленный алюминий готов к дальнейшей работе.
Плотность алюминия при 20°С
| Степень чистоты, % | 99,25 | 99,40 | 99,75 | 99.97 | 99,996 | 99.9998 |
| Плотность при 20°С, г/см3 | 2,727 | 2,706 | 2,703 | 2,6996 | 2,6989 | 2,69808 |
Плотность расплавленного алюминия при 1000°С
| Степень чистоты, % | 99,25 | 99.40 | 99.75 |
| Плотность, г/см3 | 2,311 | 2,291 | 2,289 |
Зависимисть температуры плавления алюминия от чистоты
| Степень чистоты, % | 99,2 | 99,5 | 99,6 | 99,97 | 99,996 |
| Температура плавления, °С | 657 | 658 | 659,7 | 659,8 | 660,24 |
Pereosnastka.ru
Плавка и разливка алюминиевых сплавов
К
атегория:
Литейное производство
Плавка и разливка алюминиевых сплавов
Для плавки алюминиевых сплавов используют тигельные печи, обогреваемые различными видами топлива, стационарные пламенные и электрические — сопротивления и индукционные.
1. Шихтовые материалы
В качестве исходных шихтовых материалов применяют первичные и вторичные металлы и сплавы, оборотные сплавы и лигатуры.
Первичный алюминий поставляется по ГОСТ 11069—74 в виде чушек массой 5, 15 и 1000 кг. Для производства алюминиевых сплавов обычно используют алюминий марок А5, А6 и АО, а для изготовления отливок высокоответственного назначения — алюминий особой и высокой чистоты.
Вторичные алюминиевые сплавы получают переплавкой и рафинированием лома и отходов. Они поставляются в виде чушек различных марок по ГОСТ 1583—73.
Свежие металлы. В состав алюминиевых сплавов входят цинк, магний, кремний, марганец, медь, бериллий, никель, железо, титан и другие элементы. Для алюминиевых сплавов обычно применяют цинк марок Ц1 и Ц2. Магний поставляется по ГОСТ 804—72 в чушках массой 8,0±1 кг.
Ввиду большой склонности его к коррозии поверхность чушек подвергается антикоррозионной обработке. Кремний вводят в алюминиевые сплавы в виде чушкового силумина (сплав кремния с алюминием), поставляемого по ГОСТ 1521—76, а марганец —в виде лигатуры алюминий — марганец, содержащей около 10% марганца.
Для приготовления лигатур используют марганец марок Mp1, Мр2 и Мр3.
Качество отливок в большой степени зависит от тщательности подготовки шихтовых материалов к плавке и способов их хранения. Они должны храниться в сухих крытых помещениях раздельно по маркам сплавов. Оборотный сплав должен очищаться от песка в очистных барабанах.
Лигатуры. При плавке алюминиевых сплавов, как правило, применяют двойные лигатуры — сплавы из двух компонентов. Введение лигатур обеспечивает получение сплава с точным содержанием элементов, что особенно важно для сплавов, содержащих магний, так как даже малые добавки его сказываются на свойствах сплавов.
2. Расчет шихты
Шихта для приготовления алюминиевых сплавов может состоять из чушкового алюминия, силумина, оборотного металла, лигатур и чистых металлов.
Рассмотрим пример расчета шихты для сплава АЛ5 при плавке в тигельной печи. Средний химический состав этого сплава: 5% кремния, 0,4% магния, 1,25% меди, остальное — алюминий. Допустимое содержание железа при заливке в металлические формы не должно превышать 1%. Расчет ведем на 100 кг сплава. Угар принимаем в следующих размерах, в %: кремния—1, магния — 3, меди — 1, алюминия — 1.
Для доведения до необходимого количества содержания кремния применяем чушковый силумин (с Si=13%), а магния и меди— алюминиево-магнневую и алюминиево-медную лигатуры.
3. Флюсы, рафинирующие и модифицирующие материалы
Для получения высококачественных сплавов осуществляют плавку под флюсом, рафинирование сплава для удаления неметаллических включений, а также модифицирование для получения мелкой структуры и повышения механических свойств.
Для рафинирования и модифицирования алюминиевых сплавов часто применяют универсальные флюсы, состоящие из смеси солей и криолита. Универсальные флюсы используются как в жидком, так и в порошкообразном состоянии.
4. Плавка в тигельных печах
Плавку алюминиевых сплавов в небольших объемах осуществляют в тигельных печах, работающих на нефти и газе..
Печь состоит из стального кожуха с футеровкой и вставленного в него сверху чугунного тигля. Последний своим широким фланцем крепится к стальному кольцу, перекрывающему шахту сверху, что обеспечивает полную изоляцию расплавленного металла от печных газов.
Печь установлена на сварной или литой раме. Поворот ее осуществляется штурвалом.
Для увеличения срока службы тиглей и уменьшения насыщения сплавов железом внутреннюю поверхность их рекомендуется окрашивать краской, состоящей из 60% кварцевого песка, 30% огнеупорной глины и 10% жидкого стекла.
Рис. 1. Поворотная тигельная печь.
5. Плавка в электрических печах
Плавку алюминиевых сплавов производят в электрических печах сопротивления, тигельных и отражательных печах, а также в индукционных.
Плавка в электрических отражательных печах. На предприятиях, где алюминиевые сплавы выплавляются в больших объемах, применяют электрические печи САН (печи сопротивления для алюминиевых сплавов, наклоняющиеся) и камерные стационарные.
Печь САН (рис. 2) имеет удлиненный металлический корпус, установленный на катках и укрепленный на фундаменте. Корпус изнутри выложен кирпичом. В торцах печи расположены две форкамеры, а в середине — центральная ванна. Свод печи выложен фасонными огнеупорными кирпичами, в гнездах которых уложены нагревательные спирали. Такие же спирали имеются и в форкамерах.
Шихту загружают через окна. Она плавится в форкамерах за счет тепла, отраженного от свода и стенок печи, и по наклонным плоскостям стекает в центральную ванну. Слив готового металла из печи осуществляется через лётку при повороте печи на опорных катках с помощью штурвала или электропривода.
Плавка в тигельных электрических печах сопротивления. При сравнительно небольших масштабах производства для плавки алюминиевых и магниевых сплавов применяют однотигельные печи сопротивления САТ-0,15 и САТ-0,25, а также двухтигельные печи СЖ.Б-230 и ОКБ-75.
Рис. 2. Электрическая печь типа САН.
Печи CAT выполнены в виде сварного цилиндрического кожуха, футерованного фасонным легковесношамотным кирпичом, и имеют теплоизоляцию.
Нагрев чугунного тигля, установленного на литом чугунном кольце, производится нихромовыми нагревателями, которые уложены на полочках фасонных шамотных кирпичей и укреплены металлическими крючками.
В нижней части печи имеется аварийное отверстие для выпуска сплава на случай прогорания тигля. Температура автоматически регулируется самопишущим потенциометром с помощью хромель-алюмелевой термопары.
Плавка в индукционных электрических печах. Различают индукционные печи со стальным сердечником и индукционные тигельные печи ИАТ. Печи со стальным сердечником широко применяются для плавки как алюминиевых, так и медных сплавов.
Они имеют ряд преимуществ по сравнению с печами сопротивления: более высокую производительность, меньший удельный расход электроэнергии, возможность рафинирования металла в печи, обеспечивают высокое качество сплава с минимальным содержанием газов.
В этих печах интенсивное движение металла происходит в устьях каналов, а поверхность жидкого сплава в самой печи находится в спокойном состоянии, что обеспечивает сплошность окисной пленки и предохраняет сплав от дальнейшего окисления.
Рис. 3. Тигельная электропечь.
В последнее время получили распространение бессердечниковые тигельные индукционные печи ИАТ емкостью 0,4—0,6 т и производительностью 0,235—2,0 т/ч.
6. Особенности технологии плавки и разливки алюминиевых сплавов
Для большинства алюминиевых сплавов принята одна технология плавки вне зависимости от конструкции печи.
Шихтовые материалы перед загрузкой тщательно очищают от загрязнений и подогревают до 100—150 °С для удаления с их поверхности влаги.
Плавка алюминиево-кремнистых сплавов. Как уже указывалось, лучше всего вести плавку в индукционных печах высокой или промышленной частоты и в электрических печах сопротивления. В качестве шихтовых материалов применяют чушковые силумины, первичный алюминий и оборотный металл (до 50% от массы шихты).
Плавку осуществляют в следующей последовательности. Печь или тигель нагревают до температуры 600—700 °С, загружают в них подогретые чушки силумина и предварительно очищенный в барабане оборотный сплав. После расплавления металл перегревают до 720—730 °С, рафинируют хлористым цинком (0,1% от массы шихты) и производят его модифицирование.
Рафинирование осуществляют путем погружения навески хлористого цинка на дно тигля с помощью «колокольчика», который медленно водят по дну тигля до полного прекращения выделения пузырьков газа.
Модифицирование смесью хлористых и фтористых солей калия и натрия производят путем покрытия ими очищенной от шлака поверхности сплава и выдержки в течение 12—14 мин. Затем соли рубят и замешивают в сплав в течение 2 мин, после чего модификатор снимают с поверхности сплава.
При использовании универсальных флюсов операции рафинирования и модифицирования совмещают.
Плавка алюминиевых сплавов, содержащих магний. Во избежание насыщения сплава вредными примесями — железом и кремнием — плавка ведется только в графитовых тиглях. Вспомогательный инструмент — счищалка, колокольчики и др. — также изготовляется из графита или титана.
В качестве шихтовых материалов применяют первичный алюминий высокой чистоты, магний и лигатуры алюминиево-бериллие-вую, алюминиево-титановую, алюминиево-циркониевую и оборотный сплав соответствующей марки (до 50—60% от массы всей шихты).
После нагрева тигля до температуры 600 °С. загружают чушки первичного алюминия и алюминиево-бериллиевую лигатуру. При температуре сплава 670—700 °С вводят лигатуры алюминий — титан и алюминий — цирконий и после полного растворения всех лигатур с помощью графитового колокольчика вводят магний.
При этом необходимо следить, чтобы магний все время был погружен в сплав. После ввода магния сплав рафинируют. Затем с поверхности ванны снимают шлак, сплав тщательно перемешивают и опять снимают шлак, после чего производят разливку.
На протяжении всей плавки не допускается перегрев сплава свыше 750 °С.
Для разливки применяют разливочные тигли и футерованные ковши емкостью до 1000 кг. Длина струи сплава должна быть минимальной. Тигли, ковши и разливочный инструмент обязательно прокаливают и покрывают специальными красками.
Реклама:
Плавка и разливка магниевых сплавов
Инструкция по плавке алюминия в бытовых условиях
Алюминий используется в быту и промышленности на протяжении многих лет. Свойства материала позволяют создавать разнообразные изделия. Плавка алюминия может выполняться в домашних условиях, поскольку для этого не требуется высокая температура. Свойства металла нужно знать, чтобы правильно провести такую процедуру.
Характеристики
Чистота материалов определяет температуру их плавления. Алюминий пригоден для проведения разных технологических процедур, благодаря небольшому весу и хорошей пластичности. При высокой температуре происходит взаимодействие с кислородом.
На поверхности металла возникает оксидная пленка, которая защищает его от коррозии и окисления. Плавление алюминия способствует изменению структуры вещества, поэтому защитное покрытие полезно для него.
Усадка и дополнительное внутреннее напряжение появляется при резком охлаждении.
Особенности технологического процесса
Тигель — это тугоплавкая емкость для разогрева металла. Используются изделия из таких материалов:
- Фарфор.
- Сталь.
- Чугун.
- Корунд.
В бытовых условиях применяется готовый тигель или емкость из широкой железной трубы. Чтобы изготовить ее, потребуется болгарка и сварочное оборудование. Объем тигля выбирается индивидуально, емкость прогревается равномерно, измельченный металл плавится в результате теплопередачи.
Перед термообработкой нужно уменьшить температуру плавления, чтобы состояние металла менялось быстрее. Для этого алюминий дробят на мелкие фрагменты. Воспламенение или окисление происходит часто после такого измельчения. Состояние образовавшегося оксида алюминия меняется при более высоких температурах. Это вещество удаляется вместе с другими шлаками после переплавки основного металла.
В процессе термообработки придется избегать попадания жидкости в тигель. Резкое испарение воды становится причиной взрыва. При погружении металла в емкость необходимо убедиться в том, что на нем отсутствует влага.
Чаще всего плавят алюминиевую проволоку. Сначала материал делится на фрагменты ножницами, затем сдавливается пассатижами. Такой способ позволяет предотвратить воздействие кислорода на металл.
Если нет необходимости в получении деталей высокого качества, измельчать сырье не нужно.
Технологию литья придется смоделировать самостоятельно при необходимости получить расплавленный алюминий в бытовых условиях. Материал предварительно очищается от грязи, примесей, шлаков.
Крупные заготовки делятся на несколько малых фрагментов. Метод отливки требует соблюдения инструкции: для плавки металла используется самый удобный способ. Шлак удаляется с поверхности текучего вещества.
Жидкий алюминий наливают в форму, которая разбивается после затвердевания.
Какой источник тепла использовать?
Для переплавки алюминия в бытовых условиях применяются:
- Муфельная печь, которую можно изготовить самостоятельно. Это эффективный метод, позволяющий быстро расплавить алюминий.
- Паяльная лампа может расплавить алюминий в малых количествах.
- Иногда используется газовый резак.
Из кирпичей сооружается очаг, каркас изготавливается из металлической емкости. Сбоку сверлится отверстие для подачи кислорода. К металлической трубке присоединяется пылесос, фен или другой прибор, нагнетающий воздух. После разведения огня тигель помещают в очаг.
Чтобы добиться лучшей термообработки, по бокам тоже выкладываются угли. Чтобы избежать потери тепла, можно соорудить крышку, оставить отверстия для выхода дыма. Если металл нужно расплавить один раз, нет необходимости оборудовать печь. Простая газовая плита поможет раскалить алюминий до нужной температуры. Небольшие куски металла плавятся примерно за полчаса.
Обычно жестяная банка применяется в качестве тигля. Чтобы добиться равномерного распределения температуры, емкость с алюминием помещают в другую банку таким образом, чтобы зазор между стенками равнялся 1 см.
Чтобы обеспечить доступ пламени, нужно проделать в большой банке несколько отверстий по 3-4 см в диаметре. Рассекатель на конфорке удалять необязательно. Так можно добиться равномерного обогрева банки с металлом.
Большую жестянку накрывают крышкой, чтобы тепло не выходило.
Как сделать форму для отливки
Создание простого материала для припоя не требует изготовления специальной формы. Можно вылить металл на стальной лист.
Для создания формы используются такие материалы:
- Гипс.
- Песок.
- Глина.
- Каменноугольный пепел.
- Жидкое стекло.
Сплав заливается в форму разными способами:
Открытый метод отличается простотой. Расплавленный металл переливается в обычную емкость, консервную банку, чашку и т. д. Когда вещество застывает, болванку извлекают из емкости. Если форма металлического предмета неважна, можно оставить алюминий на прочной поверхности.
Сложная отливка требует соответствия изделия указанным параметрам, для этого используются формировочные элементы. Кремнезем – это распространенное вещество, которое часто применяется при открытой заливке.
Изделие состоит из двух емкостей, в которые засыпается и трамбуется земля. Элементы кремнезема сжимаются, между ними закладывается макет для отливки. Так можно получить точный отпечаток необходимой детали. Макет удаляется, в форму помещают раскаленный алюминий.
Для закрытого способа отливки применяется речной песок, смешанный с жидким стеклом.
Гипс можно использовать для одноразового литья. Из парафина или пенопласта изготавливаются макеты. Применение таких материалов требует выполнения работ на открытом пространстве с хорошим доступом воздуха. Пенопласт не удаляется из твердого гипса, заливается раскаленным алюминием. Продукты горения этого вещества вредны для здоровья.
Распространенные ошибки и как их избежать
Гипсовые формы отличаются удобством и высокой чувствительностью к влаге. Простая сушка не позволяет удалить жидкость, поэтому качество отливки ухудшается. Придется ждать несколько дней, добиться полного высыхания гипсовой формы. Алюминий нужно держать на огне до самой заливки, чтобы успеть распределить его по всей форме.
Нежелательно использовать воду для охлаждения детали. Внутренняя структура вещества при этом нарушается, появляются трещины.
Меры безопасности
Требуется использование индивидуальной защиты при плавке алюминия. Руки, лицо, открытые участки тела должны быть защищены. Рекомендуется использовать перчатки сварщика, которые выдерживают температуру больше 600 градусов.
Это главное средство защиты, поскольку шансы попадания жидкого алюминия на руки самые высокие. Очки и маска предотвращают попадание раскаленных элементов в глаза. Чтобы защититься полностью, можно проводить плавильные работы в костюме металлурга с высокой огнестойкостью.
Химический респиратор применяется при очистке алюминия сварочным флюсом.
Плавка алюминия в бытовых условиях не представляет сложности. Металл разогревается в заранее подготовленной емкости. С поверхности жидкого вещества удаляются шлаки, затем чистый алюминий заливают в форму. Конструкция печи и температура определяют время плавки. При использовании газовой горелки тепло должно воздействовать на металл сверху.
Индукционная печь для плавки алюминия — ООО
Для плавки алюминия в крупносерийном производстве используют индукционные тигельные печи промышленной частоты. Также применяются среднечастотные печи для плавки алюминиевых сплавов.
Индукционная печь для плавки алюминия представляет собой практически аналог устройств, используемых для плавления чугуна и стали. Современное производство требует от металлических изделий высокого качества, и при этом без сильного повышения цены.
Именно таких результатов можно достичь при помощи нашего оборудования для плавки алюминия.
По вопросам приобретения оборудования и обращайтесь в отдел маркетинга ООО «Термолит»
Тел./Ф.:; 42-02-19; 42-03-14
Моб.:; (098)63-502-63;
E-mail: [email protected];
Индукционная печь состоит собственно из плавильной установки и вспомогательного оборудования. Установка – это опорный каркас из двух стоек с гидравлическими плунжерами, а также узловая составляющая индуктора. Установочный механизм изготовлен из листовой нержавеющей стали. Катушка индуктора выполнена из медной трубы, которая охлаждается холодной водой.
Через последовательно соединенные гибкие кабели к индутору подключается электричество и вода. Наклон установки 95 градусов обеспечивается гидравлическими плунжерами. Питание оборудования происходит от частотного преобразователя тиристорного типа, благодаря которому трехфазный ток преобразуется в однофазный.
На передней панели ТПЧ расположены индукторы, которые отображают работу преобразователя.
Частота регулируется автоматически на протяжении всей плавки. Система контроля протока и температуры процесса охлаждения печи, установлена на сливном коллекторе.
Индукционные плавильные печи в работе
Индукционная плавильная печь ООО Термолит, в работе
Плавка бронзы на печи ИТПЭ-0.06
Плавка латуни на печи ИТПЭ-0.06
Плавка стали на печи ИТПЭ-0.65
Индукционная плавильная печь ООО Термолит, в работе
Плавка алюминия ИТПЭ 0,1/0,01
Преимущества индукционной печи
Для открытия своего дела или расширения уже существующего производства, печь для плавки алюминия купить будет отличным решением. Это современное оборудование обладает большим количеством преимуществ, благодаря которым оно активно используется как на огромных металлургических заводах, так и в небольших литейных цехах.
Индукционное оборудование для плавки алюминия имеет ряд таких преимуществ:
- высокая мощность плавки;
- тепловая энергия очень быстро выделяется;
- высокий КПД и производительность;
- возможность достигать любую температуру, необходимую для плавки;
- использование качественных и экологически чистых материалов;
- высокий уровень пожарной безопасности (корпус печи надежно защищен);
- безопасность эксплуатации;
- загрязнение воздуха минимальное;
- применение надежных комплектующих.
- простота в использовании и обслуживании.
Такое оборудование для литья алюминия является одним из самых востребованных в металлургии. Тигельные печи имеют много вариантов: различаются по размерам тиглей, по температурному диапазону, конструкции, а также организации плавильного процесса.
Промышленное индукционное оборудование от ООО «Термолит»
Предприятие «Термолит» на сегодняшний день является лидером как на отечественном, так и на зарубежном рынке индукционного оборудования. Высокая квалификация и опыт сотрудников, а также новейшее оборудование гарантируют самое высокое качество производимой продукции. Комплексное техническое оснащение позволяет выполнять самые сложные заказы клиентов.
Структура условного обозначения ИТПЭ — ХХ/ХХХ ТГ Пример- ИТПЭ-0,4/0,35 ТГ1
| И — метод нагрева- индукционный | 0,4 — номинальная емкость тигля, т |
| T — конструктивный признак- тигельная | 0,35 — мощность преобразователя, МВт |
| П — плавильная | Т — тиристорный преобразователь частоты |
| Э -электропечь | Г — гидравлический наклон |
| 1 — один плавильный агрегат |
Структура условного обозначения ИТПЭ — ХХ/ХХХ ТрМ Пример- ИТПЭ-0,03/0,05 ТрМ1
| И — метод нагрева- индукционный | 0,03 — номинальная емкость тигля, т |
| T — конструктивный признак- тигельная | 0,05 — мощность генератора, МВт |
| П — плавильная | Тр — транзисторный генератор |
| Э -электропечь | М — механический наклон |
| 1 — один плавильный агрегат |
В комплект поставки ИТПЭ — ХХ/ХХ ТГ* входит:
| № | Наименование | С одним тиглем | С двумя тиглями |
| 1 | Плавильный агрегат ИТПЭ* | 1 | 2 |
| 2 | Тиристорный преобразователь частоты ТПЧ | 1 | 1 |
| 3 | Батарея конденсаторная ИТПЭ | 1 | 1 |
| 4 | Кабель водоохлаждаемый ИТПЭ | 2 | 4 |
| 5 | Пульт управления и сигнализации ШУС с гидростанцией | 1 | 1 |
| 6 | Шкаф теплообменный ИМ | 1 | 1 |
| 7 | Комплект трубошин ИТПЭ | 1 | 2 |
| 8 | ЗиП к ТПЧ | 1 | 1 |
| 9 | Комплект монтажных принадлежностей | 1 | 1 |
| 10 | Комплект эксплуатационной документации | 1 | 1 |
* возможна комплектация двумя и тремя плавильными агрегатами
В комплект поставки ИТПЭ — ХХ/ХХ ТрМ* входит:
| № | Наименование | С одним тиглем | С двумя тиглями |
| 1 | Плавильный агрегат ИТПЭ* | 1 | 2 |
| 2 | Транзисторный генератор ВТГ | 1 | 1 |
| 3 | Кабель водоохлаждаемый ИТПЭ | 2 | 4 |
| 4 | Комплект монтажных принадлежностей | 1 | 1 |
| 5 | Комплект эксплуатационной документации | 1 | 1 |
Технические характеристики
| № | Тип печи | Емкость в тоннах | Мощность питающего преобразователя, кВт | Скорость расплавления и перегрева металла, т/ч | Напряжение питающей сети, В | Расход воды на охлаждение (общий), куб. м/ч | Удельный расход эл. энергии, квт.ч/т | Тип источника питания |
| 1 | ИТПЭ-0,005/0,01 ТрМ* | 0,005 | 10 | 0,01 | 380 | 1,3 | 540 | ВТГ-5-22 |
| 2 | ИТПЭ-0,01/0,02 ТрМ* | 0,01 | 20 | 0,02 | 380 | 1,5 | 540 | ВТГ-20-22 |
| 3 | ИТПЭ-0,03/0,05 ТрМ* | 0,03 | 50 | 0,04 | 380 | 3,5 | 540 | ВТГ-50-2,4/8,0/10,0 |
| 4 | ИТПЭ-0,03/0,1 ТрМ* | 0,03 | 100 | 0,06 | 380 | 3,8 | 540 | ВТГ-100-2,4/4,0 |
| 5 | ИТПЭ-0,06/0,05 ТрМ* | 0,06 | 50 | 0,07 | 380 | 3,3 | 550 | ВТГ-50-6,0 |
| 6 | ИТПЭ-0,06/0,1 ТрМ* | 0,06 | 100 | 0,11 | 380 | 4,5 | 530 | ВТГ-100-2,4 |
| 7 | ИТПЭ-0,1/0,1 ТрМ* | 0,10 | 100 | 0,16 | 380 | 5,0 | 540 | ВТГ-100-8,0 |
| 8 | ИТПЭ-0,1/0,1 ТГ* | 0,10 | 100 | 0,16 | 380 | 6,0 | 540 | ТПЧ-100-2,4 |
| 9 | ИТПЭ-0,16/0,16 ТГ* | 0,16 | 160 | 0,23 | 380 | 8,5 | 550 | ТПЧ-160-2,4 |
| 10 | ИТПЭ-0,16/0,25 ТГ* | 0,16 | 160 | 0,36 | 380 | 8,7 | 530 | ТПЧ-250-2,4 |
| 11 | ИТПЭ-0,25/0,25 ТГ* | 0,25 | 250 | 0,38 | 380 | 8,9 | 550 | ТПЧ-250-1,0 |
| 12 | ИТПЭ-0,25/0,35 ТГ* | 0,25 | 350 | 0,4 | 380 | 9,0 | 530 | ТПЧ-350-1,0 |
| 13 | ИТПЭ-0,4/0,35 ТГ* | 0,40 | 350 | 0,58 | 380 | 9,8 | 540 | ТПЧ-350-1,0 |
| 14 | ИТПЭ-0,4/0,4 ТГ* | 0,40 | 400 | 0,61 | 380 | 9,8 | 530 | ТПЧ-400-1,0 |
| 15 | ИТПЭ-0,4/0,5 ТГ* | 0,40 | 500 | 0,76 | 380 | 10,0 | 520 | ТПЧ-500-1,0 |
| 16 | ИТПЭ-0,5/0,4 ТГ* | 0,50 | 400 | 0,58 | 380 | 10,3 | 550 | ТПЧ-400-1,0 |
| 17 | ИТПЭ-0,5/0,5 ТГ* | 0,50 | 500 | 0,60 | 380 | 10,5 | 530 | ТПЧ-500-1,0 |
| 18 | ИТПЭ-0,65/0,5 ТГ* | 0,65 | 500 | 0,65 | 380 | 11,5 | 550 | ТПЧ-500-1,0 |
| 19 | ИТПЭ-0,8/0,65 ТГ* | 0,8 | 650 | 1,0 | 380 | 18,0 | 560 | ТПЧ-650-1,0 |
| 20 | ИТПЭ-1,0/0,8 ТГ* | 1,00 | 800 | 1,3 | 6000/10000 | 21,2 | 570 | ТПЧ-800-1,0 |
| 21 | ИТПЭ-1,5/1,2 ТГ* | 1,50 | 1200 | 1,3 | 6000/10000 | 24,0 | 570 | ТПЧ-1200-1,0 |
| 22 | ИТПЭ-2,5/1,6 ТГ* | 2,5 | 1600 | 2,3 | 6000/10000 | 27,2 | 570 | ТПЧ-1600-0,5 |
| 23 | ИТПЭ-3,0/1,6 ТГ* | 3,0 | 1600 | 2,8 | 6000/10000 | 32,0 | 590 | ТПЧ-1600-0,5 |
| 24 | ИТПЭ-5,0/3,2 ТГ* | 5,0 | 3200 | 5,2 | 6000/10000 | 41,0 | 590 | ТПЧ-3200-0,25 |
Почему индукционную печь для плавки алюминия купить лучше в ООО «Термолит»?
- Во-первых, это всегда высокое качество выпускаемого оборудования, которое с каждым годом усовершенствуется.
- Во-вторых, стоимость оборудования. Благодаря тому, что вы покупаете непосредственно у производителя, без посредников, поэтому на индукционную печь для плавки алюминия цена вас устроит.
- В-третьих, минимальные сроки поставки, даже самого сложного и нестандартного оборудования.
Главный принцип ООО «Термолит» – это индивидуальный подход к заказчику, а также высокий уровень сервисного обслуживания. Независимо от того, где находится заказчик, мы обеспечим гарантийное и постгарантийное обслуживание.
Сроки поставок и ввода индукционных печей в эксплуатацию максимально короткие.
Оборудование для литья алюминия нашего производства обладает лучшими техническими характеристиками, эффективно в работе, и соответствует международным стандартам качества.
- Узнать больше
- Узнать больше
Как расплавить алюминий дома?
Алюминиевые и дюралевые отходы нетрудно расплавить буквально в домашних условиях. И для этого не нужно строить доменные печи, создавать тягу, как это принято в соответствии со стандартными условиями.
Плавим алюминий в половнике
Автор метода плавления алюминия на газовой плите использует в качестве тигля половник из нержавейки. Температура плавления алюминия 660 градусов. Газовая плита не может обеспечить такого нагрева.
Сначала, в течение 15-ти минут тигль с содержимым прогревается, затем включается газовая горелка, которая обеспечивает температуру, нужную для плавления алюминия. Готовые плавильные печи в этом магазине.
Товары для изобретателей.
Как плавить алюминий в домашних условиях в разные формы
Алюминий – металл, который широко используется в промышленности и быту.
Из него производят не только детали самолетов и кораблей, но и посуду, и другие предметы утвари. Поэтому нередко возникает потребность в самостоятельном изготовлении алюминиевых деталей, вышедших из строя.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Характеристики алюминия
Температура плавления алюминия зависит от степени чистоты металла и составляет приблизительно 660 °C. Его точка кипения – 2500 °C.
Алюминий отличается своей легкостью и пластичностью, поэтому хорошо гнется и поддается обработке штамповкой.
Этот металл является отличным проводником тепла и активно вступает в химическую реакцию при высоких температурах с кислородом воздуха, образуя на поверхности окисную пленку. Она защищает алюминий от дальнейшего окисления, однако при расплавлении лома существенно отражается на составе сплава. В процессе плавки металла структура алюминия меняется.
При его резком охлаждении могут возникнуть внутренние напряжения и усадка полученного сплава. Это надо учитывать при работе с алюминием в домашних условиях.
Технологии домашнего литья алюминия и необходимое оборудование
Принцип литья алюминия в домашних условиях должен исходить из технологии его получения на производстве с поправкой на условия, которые можно использовать дома.
Алюминиевые изделия путем литья получают несколькими способами. В бытовых условиях наиболее распространенным и удобным способом является технология литья алюминиевого расплава в специально изготовленные формы.
Поэтому для проведения процесса необходимо обеспечить две вещи:
- соорудить печь для расплавления алюминиевого лома;
- создать нужную форму для получения литого сплава или отдельной детали.
Процесс литья должен включать несколько этапов:
- Подготовка алюминиевого лома, включающая очистку от грязи, примесей и разных наполнителей, а также его измельчение до небольшого размера.
- Проведение процесса плавки запланированным способом. При полном расплавлении металла с его поверхности нужно удалить шлаковые образования.
- Заполнение приготовленной формы жидким алюминиевым расплавом. После отвердевания слиток освобождается от формовочной массы.
Рассмотрим, как плавить алюминий в домашних условиях, какие конструкции печей для расплавления металла можно использовать, а также варианты самостоятельного изготовления формы.
Самодельные печи и способы расплавления алюминия
Для того чтобы расплавить алюминий, нужно разогреть его до температуры, близкой к 660 °C. На открытом пламени костра такой температуры невозможно достичь. Поэтому необходимо закрытое пространство, которое может обеспечить самодельная печь. Нагревать ее можно с помощью сжигания угля и дров или использования природного газа.
Можно также использовать электрическую муфельную печь, если она есть в хозяйстве.
При самостоятельно изготовленной печи нужно обеспечить принудительную вентиляцию для поддержания процесса горения.
1. Самый простой вариант самодельного очага можно изготовить из старых кастрюль.
Его конструкция выполняется следующим образом:
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.
Идеальной конструкцией может служить топливник, имеющий овальный свод, выполненный из кладочной смеси, применяемой для жаропрочного кирпича. В качестве каркаса для создания овального свода можно использовать цветочный горшок нужного размера.
После высыхания смеси получается добротный топливник, который может выдержать несколько плавок.
:
2. Второй вариант печи подразумевает использование для нагрева алюминия пламени бытовой газовой горелки.
Его можно применять только для штучных изделий из алюминия весом не более 150 грамм. Имитация печи создается с помощью использования двух емкостей, вставленных друг в друга с небольшим зазором. Это могут быть обыкновенные жестяные банки из-под консервов.
Внешняя банка должна иметь больший размер. В ней проделывается отверстие, диаметром около 4 см, чтобы обеспечить подвод пламени к внутренней банке.
Струя пламени должна поступать направленно в отверстие банки. Греется непосредственно только внутренняя емкость, а наружная служит оболочкой, удерживающей тепло. Сверху конструкцию нужно прикрыть имитированной крышкой, оставив зазор для отвода продуктов сгорания.
Такая конструкция является одноразовой и можно использовать только для одной плавки, т. к. жесть тонкая и может быстро прогореть.
:
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Если не требуется придавать литью четкой формы, можно просто слить жидкий расплав на приготовленную устойчивую к горению поверхность.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе. Эту форму осторожно вынимают и заливают вместо нее алюминий.
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
:
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
При использовании пенопласта в качестве макета работы необходимо проводить в открытом пространстве или обеспечить хорошее проветривание помещения, т. к. продукты горения пенопласта вредны для человека.
:
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса.
Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток. - Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать.
Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму. - Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания.
Это может нарушить внутреннюю структуру металла и приведет к трещинам.
:
P.S. Всё, можете начинать литье в домашних условиях!
Как переплавить алюминиевые банки в домашних условиях: можно ли расплавить на костре
Если вы задумались над вопросом как переплавить алюминиевые банки в домашних условиях, рекомендуем дочитать эту статью сайта ballony.com.ua до конца.
Алюминий на протяжении долгого времени остаётся одним из самых востребованных металлов, применяемых в самых разных сферах лёгкой и тяжёлой промышленности от космической отрасли до машиностроения и производства пищевых продуктов.
Главное преимущество алюминия – сравнительно низкая температура его плавления и высокое качество получения готовых изделий. Особенно если алюминий идёт в качестве основного элемента в различного рода сплавах, отличающихся такими качествами, как прочность и лёгкость, которые ценятся сегодня наравне с золотом.
Оглавление статьи:
Для чего нужно плавить алюминий в домашних условиях
Температурные особенности обработки алюминия позволяют расплавить его в домашних условиях, используя только подручные материалы. И тут возникает сразу три вопроса:
- Для чего это нужно?
- Что для этого нужно?
- Как это сделать правильно?
На первый вопрос можно ответить без особого труда – для продажи в пункт приёма цветных металлов, либо для изготовления собственных изделий и деталей механизмов из алюминия, если в наличии имеется токарный станок и навыки работы с материалом.
Где взять алюминий для плавки
Что нужно для того, чтобы расплавить алюминий? В первую очередь нам понадобится сам алюминий, но так как чистого алюминия под рукой, как правило, немного, можно использовать такие полуфабрикаты:
- Газовые баллончики;
- Фольга;
- Проволока;
- Консервные банки;
- Слитки для плавки;
- Радиаторы;
- Предметы посуды;
- Подсвечники;
- Пробки от спиртных напитков;
- Алюминиевые банки.
В связи с лёгкостью температурной обработки и доступностью материала мы будем использовать только пивные банки, хотя в теории при достаточной температуре можно расплавить всё, что угодно, лишь бы оно было сделано из алюминия.
Способы плавки алюминиевых банок
Последний вопрос носит технологический характер, и его мы разберём более подробно. Вначале нужно определиться с температурой плавления алюминиевой банки. А равна она чуть больше 600 градусов Цельсия. Где же можно получить такую температуру? Значение не такое высокое, поэтому получить его можно достаточным количеством способов, например:
- В самодельной печи;
- В профессиональной печи;
- На костре с использованием тигеля;
- Непосредственно в форме, либо в тигеле с использованием газовой горелки или паяльной лампы.
Сразу возникает закономерный вопрос, а можно ли вообще расплавить алюминий на костре? Ведь это, казалось бы, самый простой способ, не требующий практически никаких затрат.
В этом случае следует заметить, что на координатной плоскости температура костра в прямой зависимости от времени его горения изменяется от 300 до 750 градусов Цельсия, после чего снова медленно идёт на спад.
Получается своеобразная параболоидная кривая, на временном отрезке которой важно найти именно те температурные параметры, в рамках которых наш алюминий расплавится до состояния абсолютной текучести, чтобы его можно было разлить по формам, иначе в наших действиях не будет никакого смысла.
Из чего сделать тигель
Следующим моментом будет тигель, то есть металлическая ёмкость, имеющая параметры тугоплавкости значительно превышающие показатели тугоплавкости алюминия.
То есть если алюминий расплавится при 600 градусах Цельсия, то металл, из которого будет сделан тигель, должен выдержать как минимум 1000 градусов. Идеальным вариантом для этой цели будет старый огнетушитель, разрезанный пополам.
Нижнюю его часть будем наполнять ломом и разогревать до нужной нам температуры, конечно же, в домашних условиях.
Элементарная химия
Далее в дело вступает чистая химия. Если алюминий будет использоваться для заготовок, важно обеспечить его абсолютную чистоту без пористых образований. Для этого будем использовать флюс, который можно без труда сделать своими руками. Для этого нам понадобятся:
- Криолит;
- Натрий хлор;
- Калий хлор;
- Фтористый натрий.
Приготовление химического соединения чрезвычайно опасно для здоровья, поэтому работаем с химией строго в респираторе, очках и защитных рукавицах. Флюс поднимет весь шлак из тела алюминиевого расплава на поверхность. Потом перед разливом в формы его можно будет собрать обычной ложкой и выкинуть.
Определяем качество расплава
Ещё одно свойство флюса – это улучшение связующих качеств. Изделия из алюминия в этом случае получатся однородными, более крепкими и долговечными. При этом следует соблюдать точные пропорции как при изготовлении самого флюса, так и при добавлении готового соединения в расплав алюминия.
Так для получения лучшего эффекта добавляем в тигель с расплавленным металлом количество флюса, равное 2,5 процентам от общей массы расплава.
Соответствующие расчеты лучше провести заранее, чтобы не терять время и не упустить тот самый момент, когда температура в центре костра достигнет максимального значения.
При этом поверхность металлической жидкости должна быть зеркальной, если это не так, добавляем ещё немного флюса, но стараемся не переусердствовать.
Кратко о безопасности
Безопасность в деле с плавкой алюминия стоит на первом месте, ведь это достаточно опасное мероприятие, особенно если оно проводится кустарными методами. Что может пойти не так? Давайте посмотрим:
- Взрыв при попадании воды в расплав;
- Разлив высокотемпературного сырья, возможность получения ожогов;
- Опасность выхода огня из-под контроля;
- Попадание химически активных веществ в дыхательные пути, на роговицу глаз.
В связи с этим настоятельно рекомендуем не одевать синтетическую одежду во избежание её расплавления, использовать очки, респиратор, и желательно рукавицы сварщика. Если плавку алюминия планируется осуществлять на постоянной основе, было бы неплохо подыскать огнезащитный костюм.
Приступаем к работе
Первым делом расчищаем место для костра. Важно, чтобы поблизости не было легковоспламеняющихся предметов. Подготавливаем сырьё, для этого сминаем банки в продольном направлении. Чтобы тигель надёжно держался на кострище, к нему заранее следует приварить длинную металлическую ручку, которую можно будет закрепить вне костра. Обкладываем ёмкость дровами, после чего разжигаем.
Все меры безопасности должны быть предприняты заранее, а приготовленный флюс лежать наготове. При этом мы должны точно знать вес наших банок, чтобы определить количество флюса.
Когда костёр достаточно разгорится, закидываем банки в тигель, ждём их полного расплавления, добавляем флюс, удаляем шлак, удостоверяемся в качестве расплава и разливаем его в заготовки.
Чистый алюминий в домашних условиях получен!
Изготовление печи
Основой печи будет металлическая бочка на 50 литров, которая обрезается болгаркой до нужной высоты.

Изнутри бочка выкладывается жаростойким (шамотным) кирпичом. Для кладки кирпича используется термостойкий клей, он показан на фото.

Болгаркой обрезаем бочку, затем выкладываем на дне бочки основание из шамотного кирпича и «бетонируем» вокруг высокотемпературным плиточным клеем.

Затем выставляем боковые стенки. Чтобы кирпич вставал максимально вплотную друг к другу желательно снять небольшие фаски.

Для принудительной подачи воздуха используются сразу четыре форсунки, которые находятся внутри самой бочки. Такая вот интересная система подачи воздуха изготовлена из медных трубок диаметром 28 мм и фитинговых соединений — для ее установки в четырех нижних кирпичах нужно сделать четыре отверстия под небольшим углом (сверху вниз) под трубки.

Вместо медных трубок можно также использовать обычные стальные, что, естественно, позволит удешевить всю конструкцию. В данном случае медные трубки использовались лишь потому, что они были в наличии и их нужно было куда-то пристроить.
Для подачи воздуха будут использоваться два фена — их мощности вполне достаточно для такой печи. После установки труб для подачи воздуха приступаем к заливке первого «этажа» кирпичей плиточным клеем.

Для кладки второго ряда используются уже половинчатые кирпичи, которые будут располагаться с небольшим наклоном.

Трубки для принудительной подачи воздуха будут находиться внутри самой бочки. Обратите внимание, что вес тигельной печи составляет примерно 200 кг. Поэтому если вы не хотите устанавливать ее конкретно на одном каком-то месте, то заранее сделайте из уголков и четырех колес подвижную опору.

Осталось сделать ручку и крючок для тигля.

Используя одновременно ручку и крючок, очень удобно переливать расплавленный металл из тигля в форму. Вот и всё, самодельная печь для плавки алюминия готова!

Популярные самоделки на нашем сайте
- Самодельная печь буржуйка с варочной поверхностью
- Печь буржуйка своими руками
- Печь ракета из кирпича: чертежи, фото, видео
- Печь длительного горения своими руками: схема, фото,…
- Печь на отработке своими руками
- Походная печь своими руками (45 фото)
- Трубогиб для профильной трубы своими руками
- Печь на отработке и дровах
- Уличная печь из колёсного диска
- Печь мангал из кирпича своими руками
- Печь буржуйка с теплообменником: фото и описание…
- Печь филиппинка из газового баллона: схема, фото
- Печь на отработке с водяным контуром
- Печь своими руками из металла
- Культиватор для трактора своими руками
- Печь для казана из дисков
- Якорь для лодки своими руками
- Самодельная стойка для болгарки своими руками
- Печь из бочки своими руками
- Трубогиб для трубы своими руками
- Трубогиб для профильной трубы своими руками
Плавка алюминия в домашних условиях пошаговая инструкция
Алюминий и его сплавы используются почти во всех сферах промышленности, а также в процессе изготовления предметов домашнего обихода.
В условиях комнатной температуры на алюминии образуется тонкая пленка окиси (А12O3), прочно защищающая его от последующего окисления. Время окисления алюминия с ростом температуры резко увеличивается.
Именно по этой причине в процессе плавки алюминия и его сплавов в плавильных печах поверхность расплавляемого материала и зеркало ванны очень быстро покрывается пленкой окиси.