Умельцы ножевого ремесла, ухитряются выполнять клинки из чего угодно. Завалялась железяка в сарае – пара дней работы, клинок готов. Не удивляться таким людям просто нонсенс. Неизменно отдельные изделия получаются произведением искусства. А нож из рессоры – выглядит уникально по-своему. Освятим тему кропотливого труда мастера.
Самодельный нож из рессоры.
Особенности ножа из рессоры
Характерной чертой рессорных марок стали, является свойство изделия принимать первоначальную форму после деформирования – скручивания или изгиба. Детали, принимающие участие в механизмах со специфическими нагрузками, обязаны иметь непростые свойства.
Сплав активно использующийся профессиональными ножеделами, позволяет получить клинок с уникальными свойствами.
Высочайшая прочность плюс пластичность и износостойкость материала, позволяет мастерам изготавливать достойные внимания клинки.
Рессорно-пружинная сталь – недорогой вариант углеродистой стали. Химсостав придаёт ей упругость и ударную вязкость. Закалка сплава придаёт твёрдость 60-62 единицы по Роквеллу. Современные мастера берутся изготавливать изделия из стали 65Г, считая её самой подходящей.
Материалы
Для создания крепкого мачете понадобится лезвие от пилы по дереву. Хорошо, если в саду или на даче осталась пила, пришедшая в негодность, ведь ей можно дать вторую жизнь.
Для рукояти мачете используют дерево разных видов. Мастера, экспериментируя, склеивают рукоять из разной древесины, но цельная ручка будет куда крепче.

Мачете из старой пилы.
Свойства рессорной стали
Существует множество мнений о рессорах автомобилей родом из СССР. Якобы они являются реально хорошим материалом для клинка. Спорить бесполезно, проще узнать из какой марки стали состоит изделие.

Заготовка клинка из рессорной стали.
Бывалые металлурги утверждают, что рессорно-пружинная сталь включает в себя немало марок:
- пружины для железнодорожных вагонов и рессоры для автомобилей производят из: 50ХГ и 50ХГА, 50ХГФА;
- машиностроение, тракторостроение использует 55С2;
- сверхпрочные пружинные механизмы и рессоры изготавливают из55С2ГФ;
- детали наименее подверженные ударным нагрузкам используют 65Г.
Список довольно продолжительный и освящать весь нет смысла. Но отметить приблизительную сходность данных марок стали и по химсоставу, и по физическим свойствам, стоит.
Главным ориентиром создания таких изделий, является способность восстановления первоначальной формы, после различных нагрузок, т.е. – пружинить. Недопустима малейшая деструкция во время работы изделия.
В соответствии с ГОСТом к подобным сплавам предъявляются завышенные требования.
Применение рессорной стали для изготовления ножа
Пружинный материал 65Г применяют для изготовления ножей ножеделы-любители. Благодаря уникальным характеристикам металл находит своё применение в различных сферах.
Клинки для кухни, охоты, туризма – все показывают отличные режущие качества. При особой надобности, реально выковать меч либо топор. После закалки сталь приобретает хорошую жёсткость, что позволяет изделием рубить.
Примеры использования рессорной стали:
- Кухонный нож. В не лучшие времена для страны, после распада СССР, не все люди могли позволить себе хороший кухонный набор ножей. Приходилось выкручиваться. Рессоры и пластины из стали 65Г были легкодоступны. На кухнях постсоветского пространства часто встречались самодельные изделия. Рукоять изготавливали из подручного материала: дерево, простая эпоксидка, и изолента – не мешали ножам оставаться на высоте.
- Туристический нож. Минус пружинного металла – он подвержен коррозии, требует постоянного ухода после использования. Нож подойдёт для применения в походных условиях. Важным моментом является закалка. При слабой – лезвие быстро затупится о консервную банку. Следует знать твёрдость ножа.
- Армейский. Тактические или в нынешнее время – армейские ножи, отлично справляются со своими обязанностями. Серрейторная заточка увеличит сферы применения клинка. Колющие удары выдерживает без проблем. В бытовых условиях бойцу или «выживальщику» станет ценным помощником.
- Топор, мачете или меч. Сплав 65Г и аналоги, позволяет изготовить действительно грозное оружие. Непременно толщина изделия играет немалую роль. Производя такой шедевр, необходимо запастись рессорой от грузовика, или раздобыть длинную пластину.
При правильной обработке металла мы гарантировано получим отличный клинок. Мало опыта с изготовлением изделий из стали — ерунда. Далее, в статье предоставим подробное описание изготовления ножей из рессоры, различными способами.
Как сделать нож из рессоры с помощью ковки
Работа с металлом – дело тонкое. Ковка изделия требует определённых навыков. Нет ничего зазорного, испортить одну заготовку. Полученный опыт пригодится при очередной попытке.
Работать будем с рессорой, ориентировочно марки стали 65Г, выяснить точно сплав поможет цвет заготовки при накаливании. Профессионалы считают ковочный метод более практичным.
При многократном нагревании и охлаждении металла происходят процессы на молекулярном уровне. Уплотнение металла и изменение структуры, скажутся на качестве изделия.

Кованый нож из рессоры.
Инструменты и материалы
Работы следует проводить на свежем воздухе или в просторном гараже с вытяжкой. Стоит позаботиться о своём здоровье, найти маску и жаропрочные перчатки. Набор для ковки выглядит так:
- стальная заготовка из рессоры;
- горн или печь;
- молот большой 4-5 кг, молот маленький 1-1,5 кг;
- наковальня, щипцы;
- шлифовальный станок;
- сварочный аппарат, УШМ.
В качестве нагревательного элемента вполне подойдёт простой костёр с подачей воздуха. Закинуть каменного угля и трудностей с нагревом не возникнет.
Ковка клинка
Все пружинные изделия проходят закалку на предприятии. Сталь необходимо отжечь. Процесс производят постепенным нагреванием заготовки до температуры до 800-900 °С и оставляют остывать на воздухе. Деталь готова к работе:
- После отжига металл становится более податливым к любым манипуляциям. Проще приварить пруток, для удобства в дальнейшей работе, щипцы не понадобятся.
- Если заготовка имеет изогнутую форму, стоит её нагреть докрасна и малым молотом выпрямить. Следить за температурой обязательно. Не работать с остывшим металлом.
- Ковочная температура 1000-1100 °С, не имея термометра, определять её стоит на глаз (темно-жёлтый), либо магнитом – заготовка перестанет прилипать к нему. Цвет и термометр подсказывают, что сталь реально марки 65Г.
- Крупным молотом проковываем изделие и вытягиваем в длину. Рессоры в основном имею толщину в 5-6 мм, вытягивание следует продолжать до толщины в 3-4 мм.
- Лучше выковать спуски и носик к острию клинка сразу, в будущем меньше мороки на шлифовальном станке.
Приобретя вид клинка, изделие следует остудить на воздухе, срезать болгаркой пруток. Разметив конкретнее спуски и хвостовик, продолжить обработку на шлифовальном станке. Процессы изготовления рукояти и закалки клинка, обязательно опишем ниже.
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.

Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.

Цвета побежалости стали
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть. После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Как выточить нож из рессоры своими руками
Резать или ковать – персональный выбор ножедела. Чтобы выгнуть заготовку нужна печь. Рессору лучше взять потоньше, иначе будет много возни с толщиной заготовки: устанешь её убирать и сотрёшь несколько кругов.
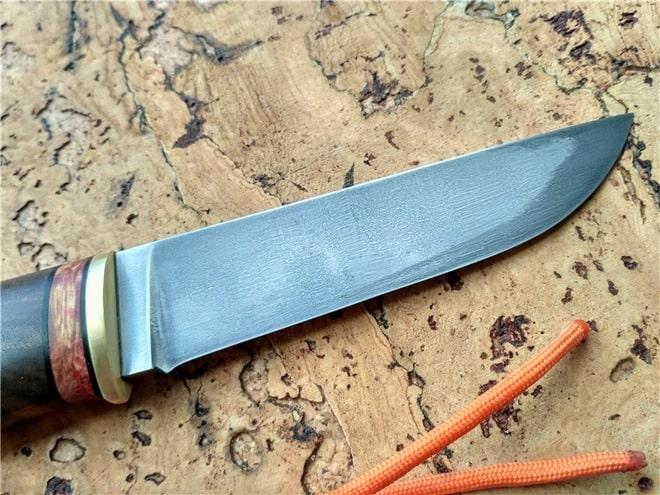
Выточенный нож из рессоры.
Требуемый инструмент немного отличается от ковочного варианта
- УШМ, шлифовальный станок, круги к ним с разным зерном;
- печь и заготовка рессоры;
- напильники, молоток, наковальня;
- маркер, бумага;
- наждачка с разным зерном.
Молотом работать не придётся, больше мороки с болгаркой и шлифстанком. Приступая к работе, защитите глаза и руки.
Процесс изготовления ножа из рессоры
Следуя инструкции, клинок выйдет не хуже кованного. Важно, не перегреть заготовку и точно провести закалку:
- Произведя процесс отжига, и выпрямив заготовку, необходимо изготовить шаблон будущего клинка. Фантазия ножедела и интернет позволят создать уникальный шаблон клинка.
- Эскиз выполнить необходимо с запасом в пару миллиметров, на случай перегрева металла. Обвести его маркером на заготовке и приступить к трудоёмкому процессу – вырезанию.
- Толстую рессору придётся снять до 3-4 мм, сделать это поможет УШМ или шлифстанок. Снарядив болгарку отрезным кругом, и закрепив заготовку в тиски, вырезаем по контуру будущий клинок. Следите за цветом металла, не допускайте его изменения. Меняет цвет – перегрев. Поливайте больше водой.
- По заключению процесса вырезания снять заусенцы помогут напильники. Разметьте симметрично спуски и на шлифмашине снимите их.
Получив изделие близкое к клинку, затачивать сразу не следует. Не забывайте обработать хвостовик. Нож почти готов, осталось несколько нюансов.
Закалка лезвия
Вариантов закалки достаточно. Работая со сталью 65Г и аналогами, профессионалы рекомендуют, производить её в масле. Но присутствует мнение, что предпочтительнее процесс провести на воздухе. Остановимся на масляном методе:
- Разогрев печь до 900 °С, ниже отметки ковки, аккуратно помещаем клинок и следим за нагревом.
- Достигнув оранжевого цвета детали, вынимаем клещами и на три секунды опускаем в масло.
- Вытаскиваем, ждём полного остывания.
- Опять помещаем в печь, нагреваем и в масло. Время выдержки увеличиваем на одну секунду.
Сделать процедуру необходимо три раза с постепенным увеличением времени окунания на одну секунду. Клинок приобретёт высокую твёрдость и не потеряет пластичных качеств.
Наш ресурс содержит более подробную процедуру закалки ножей в домашних условиях.
Важный момент – отпуск клинка. Производят отпуск при температуре от 200 до 300 °С. Процесс произвести реально в духовом шкафу газовой плиты. Нагрев заготовку до необходимой отметки, следует оставить её на 2-3 часа, не уменьшая показатели термометра.
Изготовление рукоятки
Существует два основных типа рукояти: накладная и всадная. Для клинков с высокой твёрдостью применяют первый вариант.
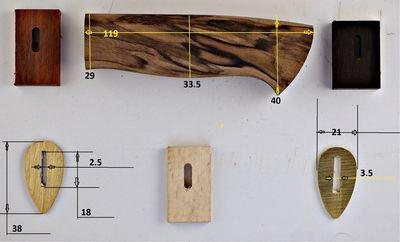
Чертеж элементов рукоятки ножа.
Способ несложный, потребуется:
- брусок древесины;
- дрель, свёрла;
- эпоксидный клей, штифты;
- наждачку;
- шлифовальный станок.
Древесину дозволительно заменить на: пластик, оргстекло и т.д. Материал подойдёт для применения различный. Вырезав подходящие по размеру накладки, насверливаем отверстия в хвостовике. В заготовках рукояти аналогично.
Доведя накладки наждачной бумагой до идеальной плоскости, приклеиваем их к хвостовику и вставляем штифты – их можно заклепать. Струбцинами закрепляем конструкцию, оставляем на 24 часа высыхать. На шлифовальном станке доводим рукоять до необходимых размеров.
Дерево обязательно требуется пропитать маслами или средствами против старения древесины. На нашем ресурсе имеется подробная статья о монтаже рукояти.
Заточка ножа
Твёрдость получившегося ножа составит 60-62 единицы по шкале Роквелла. Убедившись в симметричности спусков, можно приниматься за заточку. Процесс начинается с грубого точильного бруска с крупным зерном. Профессионалы советуют использовать алмазные камни для заточки ножей.

Заточка ножа бруском.
Движения осуществляются вдоль бруска до появления заусенца. Переходим к камню с зерном чуть меньше, двигая клинок поступательно. Процесс не требует быстрых и резких движений. Проводя заточку необходимо держать постоянный угол. Зависит он от будущего применения ножа. Оптимальным углом называют вариант в 20-25 град.
Для снятия заусенца необходимо работать на самом мелком зерне. Не забываем смачивать водой брусок. Заточка ножа потребует немалых усилий. Рессорно-пружинная сталь, после закалки, очень твёрдая.
Учитывая условия эксплуатации, наточив лезвие единожды – клинок затупится нескоро. Правильно заточенное изделие, способно резать жестяные листы без потери своих качеств.
Закалка лезвия
Основной вид термической обработки – это закалка. Она нужна, чтобы лезвие было прочным, и могло оставаться острым долгое время после заточки. Существуют разные приёмы:
— закалка, с нагревом только режущей кромки;
— закалка режущей кромки нагревом изделия целиком;
— закалка с отпуском;
— полная закалка;
В первом случае только крайняя часть лезвия нагревается до немагнитного состояния, после чего его помещают в масло и выдерживают, пока масло не перестанет пузыриться. Второй способ сложнее: нагревается нож целиком, но погружать его в масло требуется только на треть – чтобы режущий край был покрыт жидкостью.
Закалка с отпуском – это метод, при котором остывание заготовки проводится в два этапа: сначала в при повышенной температуре, но ниже температуры закалки, затем при комнатной температуре.
Самый простой способ закалки – это полная закалка клинка, но при этом способе есть вероятность, что лезвие поведёт. Тогда надо провести рихтовку испорченной заготовки. Это можно сделать как предварительно разогрев лезвие, так и в холодном состоянии.











