Что называется термической обработкой металла: основы, общие принципы
В процессе данной технологии кристаллическая решетка болванки преобразуется. Задача – изменить свойства, а не ее конфигурацию и габариты. По завершении заготовка приобретает требуемые по технологии параметры и уникальное строение. Рассмотрим, для чего нужна закалка металла и как она влияет на структуру стали после процедуры:
- • для улучшения технологических характеристик посредством разупрочнения, данный процесс применяют в качестве подготовительной операции или промежуточного этапа;
- • для получения требуемых технических характеристик посредством упрочнения либо приобретения специализированной структуры;
- • для фиксации размера и конфигурации, а также получения новых свойств заготовки.
Все процедуры допускаются только на материалах, в которых температурные превращения выполняются подобным образом. Воздействие температурой применяют с целью производства режущих элементов оснастки, станков, машин и производственного оборудования. Отвечая на вопрос, какие виды стали подвергаются закалке, отметим, что процедура подходит для металлов любых марок, требующих повышения износоустойчивости.
Специфика термообработки стали 40х
Термообработка стали 40х имеет свои нюансы, которые связаны с наличием в этом легированном металле множества примесей. Рассмотрим температурные режимы обработки стали, процесс закалки, отпуска и нормализации. Твердость после обработки.

Физические свойства материалов могут быть изменены посредством температурной обработки при высокой степени нагрева и последующего охлаждения. Это в первую очередь касается металлов, которые подвергают закалке. Чтобы правильно закалить сталь, нужно знать ее марку: она отражает полный химический состав твердого вещества. Так, проведение термообработки стали 40х имеет свои нюансы, связанные с разновидностью примесей, находящихся в ней.
Если брать точное определение типа стали, к которой относится 40х, то это классический вид легированного материала, где процентное содержание углерода уступает процентному содержанию примеси хрома. Этих элементов здесь от 0.44 до 0.36 и от 1.1 до 0.8 соответственно. Хром в металле способствует его стойкости к агрессивной окисляющей среде и придает ему способность не ржаветь. Кроме этого, хром влияет на механические показатели стали 40х, переводя ее в разряд конструкционных.
Виды и их описание
Температурное воздействие чаще всего применяется к стальным материалам и некоторым сплавам. Основы базируются на управлении диффузией для получения структур с заданными параметрами, на полиморфной трансформации, на различной степени растворения углерода. Поверхность нагревают сильнее критической точки, запускающей превращение в определенной фазе. У каждой есть свои критические точки нагрева. Эти показатели проверяют по схеме.
Отжиг: как проводится, температура, режим для стали, таблица
Это нагревание изделия, выдержка его в определенном температурном режиме, а потом постепенное охлаждение до 2-3⁰ в минуту. Плавное понижение возможно в песке либо в условиях печи. Процесс позволяет убрать остаточное напряжение, получается стабильная структура. Рассмотрим ниже, как он проводится. Данную процедуру используют:
- •для улучшения пластичности и понижения твердости для осуществления операций режущим инструментом;
- • для устранения неоднородности в структуре, возникшей поле отвердения отливки при ее удалении;
- • для снижения напряжения внутри болванки, возникающего после механического воздействия, давлением и другими разновидностями нетермической обработки;
- • для удаления хрупкости, улучшения сопротивлению ударной вязкости, а также изменения свойств неклепаных деталей.
Назначение отжига стали — получение заданных технических показателей кристаллической решетки. Для этого нагрев выставляют на 20-30⁰ больше критической точки, при которой кристаллическая решетка начинает меняться. Для металлов данная точка составляет 723⁰С. Для крупных изделий и заготовок сложной конфигурации подогрев выполняют медленно. Режим подразумевает последующее охлаждение в соответствии с составом материала:
- • у углеродистых – 100-200⁰ за час;
- • у низкоуглеродистых- 50-60⁰;
- • у высоколегированных – более длительно.
Охлаждение в большинстве осуществляют плавно, не вынимая из печи. Может использоваться полная и неполная закалка. Для удаления внутреннего напряжения достаточно второго вида. Углеродистые составы подогревают до 760⁰. При полном отжиге учитывают количество углерода. Если его количество не превышает 0,8%, температура составляет 930-960⁰С, если выше — до 760⁰С. Время выдержки зависит от параметров изделия. Охлаждение осуществляют до 20⁰. После отжига необходима проверка на качество процедуры. Добротность заготовки определяют по виду излома, а режим нагрева – по таблице.
Закалка: режимы, основные показатели, виды и способы для металла и нержавеющей стали
Это очень быстрое остывание после подогрева до максимальных градусов. Она уместна для получения неравномерной структуры, которая придает прочности материалу. Процедуру выполняют резко, что позволяет повысить износоустойчивость. Существует несколько режимов. Они различаются температурой нагрева, временем выдержки и скоростью охлаждения. На выбор режима влияют химические характеристики стальной болванки. После проведения процедуры учитывают два основных показателя:
- Закаливаемость – получение твердости. Не все разновидности сырья поддаются подобному воздействию, в итоге материал остается недостаточно твердым. Наименьшей восприимчивостью обладают стальные заготовки, у которых количество углерода не превышает 0,3%. Время выдержки определяют по цвету.
- Прокаливаемость. В процессе поверхность остывает быстрее, чем сердцевина болванки. Охлаждающая жидкость быстро забирает тепло с поверхности. Чем медленнее происходит процесс, тем глубже происходит воздействие. Глубина его зависит от внутренней структуры материала, используемой среды и температуры.
Многие считают, что данные две процедуры также называются термической обработкой металлов. Такое мнение ошибочно. Оба термина обозначают параметры процесса закаливания, по которым определяют качество работ. Не будем подробно описывать, как при закалке изменяются свойства низкоуглеродистых сталей и цвет, отметим, что мелкозернистые изделия прокаливаются на меньшую глубину, чем крупнозернистые. Проверку осуществляют на изломе, осматривая структуру поверхности и твердость.
Различают несколько видов в зависимости от количества используемых сред и способов. Задействование одного вида охладителя уместно не для всех типов болванок. Из-за быстрого снижения градусов нагрева в структуре возникает сильное напряжение, температура распределяется неравномерно, что может привести к растрескиванию и искривлению.
Способы подбирают с учетом состава материала. Заэвтектоидные стальные изделия лучше всего выдерживать именно в одном охлаждающем. Заготовки со сложной геометрией поддают обработке в двух средах. Изначально их охлаждают в воде до 400⁰, потом кладут в масло, оставляя в нем до окончательного остывания.
Ступенчатая закалка не допускает случайного растрескивания и искажения. Изделие помещают в ванну, прогретую свыше 250⁰, затем окунают в масло или оставляют остывать на воздухе. Процедура уместна для болванок из углеродистого материала с сечением до 10 мм, а также крупных заготовок из легированной стали.
Процесс изотермическим методом выполняют жидкой солью, обеспечивая большую выдержку, чем при ступенчатой процедуре. Данный способ позволяет охладить заготовку с любой скоростью, поверхность не растрескивается, деталь не коробится, сохраняется нужная вязкость.
Светлая выполняется в защитной среде. Заготовку нагревают в специализированной печи. Чтобы поверхность приобрела светлый чистый цвет, процесс выполняют ступенчато. Предмет подогревают в хлористом натрии, затем опускают в расплавленную щелочь для остывания.
Лазерная — осуществляется лазерами при 103 — 104 Вт/см2. На обработанном основании формируется закаленная полоса, состоящая из зоны оплавления, отпуска и участка нагрева. Метод необходим для повышения устойчивости к степени нагрева, износу, коррозии и механическому влиянию, а также другим показателям. предлагает широкий ассортимент металлообрабатывающих станков отечественного производства с доставкой по всей территории России. Комплектация подбирается с учетом целей.
Нормализация металла: технология процесса, температура закалки для обычной и низкоуглеродистых стали
Процедура представляет собой нагрев свыше показателей критической точки, выдерживание и охлаждение естественным образом на воздухе. Она позволяет получить нормализованную структуру материала. Ее используют для поверхностей различных типов. Температура должна превышать критические показатели на 50⁰. Время выдержки рассчитывают, руководствуясь нормой: на 1 час приходится 25 мм толщины болванки.
Заготовки большого сечения нагревают в соляной ванне, придерживаясь технологии. Это позволяет снизить внутреннее напряжение, избежать деформации и растрескивания. Когда нагрев поверхности снижается ниже критической точки, возможно быстрое охлаждение в масле или воде.
Отпуск стали после закалки: таблица
Он используется после закаливания. Ее применяют для металлических болванок, из которых будут изготовлены инструменты. Заготовку изымают из охлаждающей среды в определенный момент до наступления полного остывания. Остаточное тепло из сердцевины выходит наружу, нагревая поверхность. После того как достигнуты заданные показатели, охлаждение продолжают до полного остывания. Характеристки выдержки контролируют по таблице.
| Твёрдость (HRCэ) | Температ., град.С | Температ. отпуска, град.С | Температ. зак. ТВЧ, град.С | Температ. цемент., град.С | Температ. отжига, град.С | Закал. среда | Прим. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | 20 | 57…63 | 790…820 | 160…200 | 920…950 | Вода | |||
| 2 | 35 | 30…34 | 830…840 | 490…510 | Вода | ||||
| 33…35 | 450…500 | ||||||||
| 42…48 | 180…200 | 860…880 | |||||||
| 3 | 45 | 20…25 | 820…840 | 550…600 | Вода | ||||
| 20…28 | 550…580 | Вода | |||||||
| 24…28 | 500…550 | ||||||||
| 30…34 | 490…520 | ||||||||
| 42…51 | 180…220 | Сеч. до 40 мм | |||||||
| 49…57 | 200…220 | 840…880 | |||||||
| 670 | Азотирование | ||||||||
| 10 | 7ХГ2ВМ | = 57 | 840…860 | 460…520 | Масло | Сеч. до 100 мм | |||
| 42…46 | Сеч. 100..200 мм | ||||||||
| 39…43 | Сеч. 200..300 мм | ||||||||
| 37…42 | Сеч. 300..500 мм | ||||||||
| НV >= 450 | Азотирование. Сеч. св. 70 мм | ||||||||
| 25 | Сталь 30ХГСА | 19…27 | 890…910 | 660…680 | Масло | ||||
| 27…34 | 580…600 | ||||||||
| 34…39 | 500…540 | ||||||||
| «— | 770…790 | С печью до 650 | |||||||
| 26 | 12Х18Н9Т | 6 мм вода | |||||||
| 29 | 20Х13 | 27…35 | 1050 | 550…600 | Воздух | ||||
| 43,5…50,5 | 200 | ||||||||
| 30 | 40Х13 | 49,5…56 | 1000…1050 | 200…300 | Масло |
Криогенная обработка
Это вид термообработки металлов, предполагающий обработку предмета с помощью влияния низкой температуры. В качестве низкотемпературной среды используется жидкий азот, кипящий при -195,8⁰. Метод уместен для улучшения механических характеристик инструментальных и тугоплавких сталей. Процедура улучшает показатели в 1,5-3 раза. Достоинством является однократность процесса.
Глубокое воздействие холодом позволяет сохранить высокие механические свойства на протяжении всего срока службы режущих инструментов. Контроль параметров охлаждение-отпуск-нагрев-выдержка осуществляется компьютером. предлагает широкий ассортимент металлообрабатывающего оборудования на базе ЧПУ, в том числе универсальные и мобильные станки. Допускается покупка оборудования в лизинг.
Благодаря трансформации остаточного аустенита в мартенсит обеспечивается нужная прочность и износоустойчивость. Данный вид при низкой температуре используется с целью стабилизации формы для деталей, где не допускаются погрешности допуска на заготовках титана и алюминия. Повышение ударной прочности происходит при выделении карбидов легирующих элементов. Их количество увеличивается при понижении температуры крио и увеличении срока выдержки. Карбиды заполняют микроскопические пустоты на границах трещин, делая кристаллическую решетку когерентной.
Оборудование и материалы
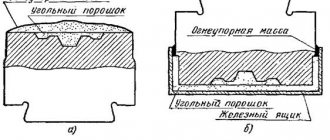
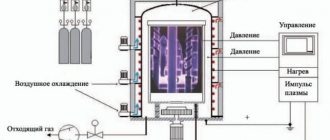
Для нагрева металла при термообработке используются 4 основных типа печей: — соляная электродная ванна — камерная печь — печь непрерывного горения — вакуумная печь
В качестве закалочных сред, в которых происходит охлаждение, используются жидкости (вода, минеральное масло, специальные водополимеры (Термат), растворы солей), воздух и газы (азот, аргон) и даже легкоплавкие металлы. Сам агрегат, где происходит охлаждение, называется закалочная ванна и представляет собой емкость, в которой происходит ламинарное перемешивание жидкости. Важной характеристикой закалочной ванны является качество удаления паровой рубашки.
Старение и другие методы повышения твердости
Старение — еще один вид термообработки, позволяющий повысить твердость сплавов алюминия, магния, титана, никеля и некоторых нержавеющих сталей, которые подвергают предварительной закалке без полиморфного превращения. В процессе старения увеличиваются твердость и прочность, а пластичность понижается.
- Сплавы алюминия, например, дуралюмины (4-5% меди) и сплавы с добавлением никеля и железа выдерживают в пределах часа при температуре 100-180С
- Сплавы никеля подвергают старению в 2-3 этапа, что в сумме занимает от 6 до 30 часов при температурах от 595 до 845С. Некоторые сплавы подвергают предварительной закалке при 790-1220С. Детали из никелевых сплавов помещают в дополнительный контейнеры, чтобы предохранить от контакта с воздухом. Для нагрева используют электрические печи, для мелких деталей могут применяться соляные электродные ванны.
- Мартенситно-стареющие стали (высоколегированные безуглеродистые сплавы железа) стареют около 3 часов при 480-500С после предварительного отжига при 820С
Химико-термическая обработка — насыщение поверхностного слоя легирующими элементами,
- неметаллическими: углеродом (цементация) и азотом (азотирование) применяются для повышения износостойкости колен, валов, шестерней из низкоуглеродистых сталей
- металлическими: например, кремнием (силицирование) и хромом помогает повысить износо- и коррозионную стойкость деталей
Цементирование и азотирование производят в шахтных электропечах. Существуют также универсальные агрегаты, позволяющие проводить весь спектр работ по термохимической обработке стальных изделий.
Обработка давлением (наклеп) — увеличение твердости в результате пластической деформации при относительно низких температурах. Таким образом происходит упрочнение низкоуглеродистых сталей при холодной объемной штамповке, а также чистых меди и алюминия.
В процессе термической обработки изделия из стали могут претерпевать поразительные превращения, приобретая износостойкость и твердость, в разы большую чем у исходного материала. Диапазон изменения твердости сплавов из цветных металлов при термической обработке гораздо меньше, но их уникальные свойства зачастую и не требуют масштабного улучшения.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Закаливаемость стали
Закаливаемость — способность стали повышать твердость в результате закалки. Эта характеристика зависит в большей степени от содержания углерода в мартенсите и в меньшей от содержания легирующих элементов. [цитата из книги «Материаловедение”, М.Ю. Лахтин, 1990 г.]
Также есть альтернативный вариант определения закаливаемости стали. Закаливаемость — способность стали воспринимать закалку, т.е. образовывать мартенситную структуру. Такая трактовка закаливаемости основывается на определении закалки стали и определении критической скорости охлаждения: закалка — нагрев стали до температуры выше критической или температуры растворения избыточных фаз, выдержка и охлаждение со скоростью выше критической. Критическая скорость охлаждения — минимальная скорость охлаждения аустенита в области его минимальной устойчивости, при которой подавляется распад аустенита на феррито-цементитную смесь и при которой обеспечивается структура мартенсита.
Источник
Преимущества термической обработки как вида закалки для цветных и обычных металлов и сплавов
Воздействию подвергают различные категории, выполняя обработку. К достоинству обработки относят:
- • износоустойчивость металлического изделия;
- • увеличение технических показателей заготовки;
- • снижение затрат на изготовление новых деталей;
- • уменьшение вероятности получения брака во время производства.
Осуществляют в специализированных печах, оснащенных регулировкой нагрева. Режим выставляется в соответствии с особенностями закалки определенного типа поверхностей.
Что такое химико-термическая обработка металлов: общие принципы и назначение для стали
Технология заключается в трансформации наружного слоя посредством изменения его структуры и состава. Ниже рассмотрим ее особенности. Процедура позволяет получить твердость и износоустойчивость. Состав элементов меняется из-за проникновения их в материал из используемой среды. Структура и состав внешней поверхности трансформируется. Технология осуществляется в несколько этапов:
- • диссоциация – разложение в условиях газа молекул и различных соединений с последующим созданием активных атомов;
- • адсорбция – забор свободных атомов из газа;
- • диффузия – попадание вглубь металла абсорбированных атомов под воздействием их тепловой энергии без стороннего воздействия.
Процесс осуществляется посредством нагревания детали и выдержки ее в активной среде, содержащей необходимые химические компоненты. Концентрация охладителя бывает различной. Качество слоя зависит от правильности сочетания всех этапов.
Закалка стали
Требуется закалка деталей (стали) ? НТУ ХПИ выполняет все виды работ по закалке металла. В головах наших заказчиков во всём мире мы ассоциируемся с термином «качество»
Далее более подробно изложено о самой закалке стали, её видах, закалочных средах и других её особенностях.
В зависимости от исходного химического состава и температуры сплавы на основе системы железо – углерод могут находиться в различном фазовом и структурном состоянии (рис 1).
При этом к сталям относятся сплавы железо – углерод содержащие от 0 до 2,14 % углерода. В зависимости от равновесной структуры, определяемой содержанием углерода, стали подразделяются на доэвтектоидные, эвтектоидные и заэвтектоидные. К доэвтектоидным относят стали содержащие от 0 до 0,78 % углерода. К эвтектоидным – стали содержащие около 0,78% углерода. И к заэвтектоидным – стали содержащие от 0,78 до 2,14 % углерода.
Рис 1. Диаграмма состояния железо – углерод (железо – цементит).
Закалкой называется нагрев стали на 30 – 50 ºС выше температуры аустенизации (Ас3) для доэвтектоидных и эвтектоидных сталей, или выше температуры полного растворения перлита (Ас1) для заэвтектоидных сталей, выдержке при данной температуре для завершения фазовых превращений и последующем охлаждении со скоростью выше критической (рис 2).
Рис 2. Термокинетическая диаграмма превращения переохлажденного аустенита, где Vк – критическая скорость закалки, а Vз – оптимальная скорость закалки.
Для углеродистых сталей критическая скорость охлаждения велика (400-1200 ºС/сек), поэтому охлаждение обычно проводят в воде или водных растворах. Для легированных сталей, аустенит которых более устойчив, критическая скорость охлаждения меньше, поэтому их охлаждают в масле и в других средах.
В большинстве случаев закалка металла не является окончательной операцией термической обработки. Чтобы уменьшить остаточные напряжения и хрупкость, вызванные закалкой, сталь после закалки подвергают отпуску. Достаточно часто при отпуске можно подкорректировать объемные изменения, вызванные закалкой, и стабилизировать размеры, что важно для прецизионных стальных деталей.
Инструментальную сталь, как правило, закаливают для повышения твердости, прочности и износостойкости. Конструкционную же сталь закаливают в первую очередь для повышения прочности, при сохранении высокой вязкости и пластичности. Некоторые виды сталей закаливают исключительно для придания высокой износостойкости.
Температура нагрева стали под закалку
Выбор температуры нагрева для закалки деталей, в основном, определяется их химическим составом и конкретной целью закалки. Как уже упоминалось выше, доэвтектоидные и эвтектоидные стали нагревают до температуры на 30 – 50 ºС выше температуры аустенизации (Ас3). При этом исходная структура (перлит + феррит) превращается в аустенит, который при последующем резком охлаждении превращается в мартенсит. Заэвтектоидные стали обычно нагревают на 40 – 80 ºС выше температуры полного растворения перлита (Ас1). В результате образуется аустенит и сохраняется определенное количество нерастворенного цементита (карбидов). После охлаждения такая сталь состоит из мартенсита и нерастворенных карбидов, и характеризуется повышенной твердостью. Верхний предел температуры при нагреве под закалку заэвтектоидной стали принято ограничивать, поскольку чрезмерное увеличение температуры вызывает рост зерна, охрупчивание закаленной стали, и усиливает коробление (рис 3).
Рис 3. Фрагмент диаграммы состояния железо – углерод (нанесены типичные температуры нагрева под закалку).
В то же время для многих видов сталей температура нагрева под закалку намного превышает указанные выше значения, что вызвано специальным легированием. Например, нагрев под закалку высокохромистых инструментальных и нержавеющих сталей содержащих 11 – 14 % Cr ведут до температур на 150 – 250 ºС выше температуры аустенизации (Ас3). В противном случае в их структуре останется слишком большое количество не растворившихся карбидов, что приведет к снижению твердости и прочности закаленной стали.
Продолжительность нагрева при закалке стали
Продолжительность нагрева стали под закалку определяется следующими факторами:
1. Необходимо обеспечить прогрев изделия по всему сечению;
2. Должно быть учтено время необходимое для завершения фазовых превращений;
3. Длительность нагрева не должна быть излишне большой, чтобы предотвратить рост зерна и поверхностное обезуглероживание.
Продолжительность нагрева в пламенных и электропечах обычно вычисляют из расчета 1 мин на 1 мм сечения детали плюс время, необходимое для завершения фазовых превращений. Прецизионные детали и детали сложных форм при нагреве под закалку рекомендуется предварительно подогревать в печи при температуре 400 – 600 ºС для уменьшения коробления.
Охлаждающие среды для закалки стали
Охлаждение при закалке стали должно обеспечивать получение мартенсита в заданном сечении детали, и не должно при этом вызывать дефекты: коробление, трещины, излишне высокие остаточные напряжения и т.п.
Высокая скорость охлаждения при закалке предпочтительна в температурном интервале от точки аустенизации вплоть до начала мартенситного превращения (Ас3 – Мн, или Ас1 – Мн). Это позволяет подавить промежуточный перлитный распад переохлажденного аустенита и обеспечить наиболее полное мартенситное превращение. Однако когда мартенситное превращение уже пошло (Мн – Мк) предпочтительной является пониженная скорость охлаждения. Сохранение высокой скорости охлаждения в температурном интервале мартенситного превращения нежелательно, поскольку может привести к росту остаточных напряжений вплоть до растрескивания изделий.
Следует отметить, что слишком медленное охлаждение (медленнее 50 – 100 ºС/час) в интервале температур (Мн – Мк) также бывает нежелательно, поскольку может вызвать частичный отпуск мартенсита и увеличение количества остаточного аустенита в закаленной стали. В результате, твердость такой стали окажется пониженной.
В качестве охлаждающих сред для закалки стали обычно используют кипящие жидкости: воду, водные растворы солей и щелочей, керосин, и наиболее часто – закалочные минеральные масла. При закалке в этих средах различают три основных периода охлаждения (рис 4):
Рис 4. Скорость охлаждения стали в различных охлаждающих средах при закалке: 1 – вода; 2 – 10%-ный водный раствор NaОН; 3 – 10%-ный водный раствор NaCl; 4 – минеральное масло.
1. Пленочное охлаждение: на поверхности закаливаемой детали образуется так называемая “паровая рубашка”. В этот период скорость охлаждения невелика из-за отсутствия стабильного контакта охлаждающей среды с поверхностью закаливаемой детали.
2. Пузырьковое кипение: при разрушении “паровой рубашки” обеспечивается прямой контакт поверхности закаливаемой детали с охлаждающей средой и наступает наиболее интенсивный отвод теплоты.
3. Конвективный теплообмен: при завершении кипения охлаждающей среды на поверхности закаливаемой детали наступает стадия конвективного теплообмена, при которой подогретые слои жидкости, расширяясь, устремляются в верхнюю зону закалочного бака, а на их место поступает охлаждающая среда из более холодных центральных и нижних зон. В этот период теплоотвод характеризуется наименьшей интенсивностью.
Относительная скорость охлаждения для различных закалочных сред и типичный температурный интервал в режиме пузырькового кипения приведены в таблице 1.
Таблица 1. Относительная охлаждающая способность закалочных сред.
| Охлаждающая среда и ее исходная температура. | Температура пузырькового кипения ºС. | Относительная интенсивность охлаждения в интервале пузырькового кипения. |
| Вода 20 ºС | 400 – 100 | 1,0 |
| Вода 40 ºС | 350 – 100 | 0,7 |
| Вода 80 ºС | 250 – 100 | 0,2 |
| 10%-ный водный раствор NaCl, 20 ºС | 650 – 100 | 3,0 |
| 10%-ный водный раствор NaОН, 20 ºС | 650 – 100 | 2,0 |
| Минеральное масло, 20 – 200 ºС | 500 – 250 | 0,3 |
Для закалки углеродистой и отдельных видов низколегированных сталей чаще всего применяют воду и водные растворы NaCl и NaОН, поскольку устойчивость переохлажденного аустенита у этих сталей невелика.
Вода как закалочная среда имеет определенные недостатки:
1. Слишком высокая скорость охлаждения в области температур мартенситного превращения, что часто становится причиной дефектов и выбраковки части закаленных деталей.
2. С повышением температуры воды ее закалочная способность стремительно снижается, в связи с чем необходим строгий контроль за температурой воды в закалочном баке.
Для закалки легированных сталей, устойчивость переохлажденного аустенита у которых высока, наибольшее распространение в качестве охлаждающей среды получили минеральные масла.
Минеральные масла как закалочная среда имеют определенные преимущества:
1. Постоянство закаливающей способности в широком интервале температур (40 – 150 ºС, и даже 20 – 200 ºС).
2. Невысокая скорость охлаждения в температурном интервале мартенситного превращения, что позволяет полностью избежать или свести к минимуму появление закалочных дефектов.
Следует отметить, что несмотря на стабильность охлаждающей способности в широком интервале температур, все-же рекомендуется поддерживать температуру закалочного масла в диапазоне 60 – 90 ºС, когда его вязкость минимальна.
Закаливаемость и прокаливаемость стали
Закаливаемостью называют способность стали увеличивать твердость при закалке. Основным фактором влияющим на закаливаемость стали является содержание углерода (чем больше в мартенсите углерода, тем выше твердость). Остальные легирующие элементы изменяют закаливаемость незначительно.
Прокаливаемость – это способность стали получать закаленный слой с мартенситной структурой и высокой твердостью на определенную глубину. Прокаливаемость, косвенным индикатором которой является критическая скорость охлаждения, сильнее всего зависит от легирования (добавки Mn, Cr, Ni, Mo, W, V и т.д.), и незначительно зависит от содержания углерода (рис 5, 7).
Прокаливаемость стали в ограниченных сечениях можно определить по распределению твердости по сечению образцов (рис 5).
В общем случае прокаливаемость определяют методом торцовой закалки. Цилиндрический образец стандартных размеров и формы (рис 6), нагретый под закалку по стандартному режиму, охлаждают с торца водой на специальной установке. Когда охлаждение образца завершено, измеряют твердость по его длине (высоте). Поскольку скорость охлаждения по мере удаления от торца убывает, то закономерно уменьшается и твердость. Результаты измерений отображают на графике в координатах: твердость – расстояние от торца.
Рис 5. Распределение твердости по сечению закаленной стали в зависимости от состава: а) – сталь с 0,4 % С; б) – сталь с 0,4 % С, 0,85 % Mn и 1,0 % Cr; в) – сталь с 0,4 % С, 3,5 % Ni и 1,5 % Cr. Цифрой 1 показана твердость полумартенситной зоны (50 % мартенсита) в HRC.
Прокаливаемость стали, даже одной и той же марки, может изменяться в значительных пределах из-за неоднородности химического состава, размера и формы детали, величины зерна, предыстории термической (и термомеханической) обработки и других технологических факторов. Поэтому прокаливаемость каждой марки стали описывают не кривой, а так называемой полосой прокаливаемости, которая точнее отражает прокаливаемость стали в изделии.
Рис 6. Определение прокаливаемости методом торцовой закалки: а) – изменение твердости по длине образца; б) – схема торцовой закалки; 1) – охлаждение в масле; 2) – охлаждение в воде.
Рис 7. Полосы прокаливаемости сталей различного состава. Цифрой 1 указана твердость полумартенситной зоны (50 % мартенсита) в HRC.
Типичные полосы прокаливаемости для углеродистой и легированных конструкционных сталей содержащих 0,4 % С приведены на рис 7. Рис 7 также наглядно демонстрирует влияние легирующих элементов на прокаливаемость стали.
Основные виды объемной закалки
Непрерывной закалкой называют закалку в одном охладителе. Это самый распространенный вид закалки подходящий для большинства марок сталей и деталей относительно простой геометрии. Все остальные виды закалки, как правило, применяются для деталей сложной формы, деталей с переменными сечениями, а также для случаев, когда частично можно пожертвовать твердостью закаленной детали ради достижения максимальной конструктивной прочности и вязкости.
Прерывистой закалкой называют последовательную закалку в двух охлаждающих средах. Наиболее часто применяемый вид прерывистой закалки заключается в предварительном охлаждении в воде (или водных растворах) до температуры несколько выше Мн, а затем в быстром переносе в менее интенсивный охладитель (чаще всего в масло), в котором деталь остывает окончательно. Второй, также распространенный вид прерывистой закалки, это прерывистая закалка в масле с последующим охлаждением на воздухе в интервале (Мн – Мк). Этот вид закалки часто применяется для высоколегированных высокопрочных сталей эксплуатируемых в сложнонапряженном состоянии. Основным достоинством прерывистой закалки является уменьшение внутренних напряжений и увеличение конструктивной прочности закаленной стали.
При ступенчатой закалке сталь подвергают охлаждению, как только она нагревается до заданной температуры, и исключают дополнительную выдержку для завершения фазовых превращений. Такой вид закалки подходит только для нелегированных и некоторых низколегированных сталей, фазовые превращения в которых протекают с высокой скоростью. Для остальных классов сталей такая закалка не применима. Выигрыш, которого позволяет достичь ступенчатая закалка, заключается в уменьшении коробления и фазовых напряжений.
Неполная изотермическая закалка
Неполная изотермическая закалка заключается в быстром охлаждении до температуры чуть выше Мн, а затем в кратковременной (5 – 15 мин) выдержке при этой температуре, с последующим спокойным охлаждением, как правило, проводимым на воздухе. Температура промежуточной выдержки при неполной изотермической закалке в основном зависит от марки стали и температуры Мн, и обычно лежит в пределах 225 – 360 ºС. Неполная изотермическая закалка частично стабилизирует переохлажденный аустенит, в результате чего твердость закаленной стали уменьшается, а вязкость – возрастает.
Полная изотермическая закалка
Полная изотермическая закалка отличается от неполной тем, что выдержка при температуре чуть выше Мн, значительно более длительная (45 – 60 мин и более). Температура, при которой производится промежуточная изотермическая выдержка также чуть выше (275 – 400 ºС) и граничит с областью бейнитного превращения переохлажденного аустенита. Далее следует спокойное окончательное охлаждение. Структура стали подвергнутой полной изотермической закалке преимущественно состоит из бейнита и остаточного аустенита. На окончательном этапе охлаждения может образоваться мартенсит, количество которого невелико. В результате полной изотермической закалки можно получить максимальные значения конструктивной прочности и вязкости закаленной стали. Однако твердость при полной изотермической закалке обычно не превышает 60 – 70 % от максимально достижимой для стали данной марки.
Так же в последнее время очень популярны темы: светлая закалка, закалка в вакууме, закалка в защитных газах, все эти методы применяют для защиты поверхности деталей от окисления при закалке. Также популярна закалка ножей. Всё это Вы можете выполнить у нас без коробления и поводки с надлежащими твёрдостью, прочностью и вязкостью.
Понравилась статья? Расскажите друзьям.
Общайтесь с нами:
Виды химико-термической обработки металла и сплавов, описание
Основными считаются наполнение углеродом, азотом, диффузную металлизацию. Подогрев в жидкости предполагает выдерживание предмета в расплавленной соли либо железе. С помощью газового способа получают восстановительные и обменные реакции, диссоциации и диспропорционирования.
Цементация стали – что это
Это наполнение углеродом внешнего слоя заготовок, в котором количество химического элемента не превышает 25%. Процедура улучшает плотность поверхности, ее износоустойчивость и твердость. При этом нижние слои остаются вязкими. Обработка уместна для заготовок, подвергающихся контактному износу. В конце выполняют закаливание и отпуск, контролируя качества операции.
Метод уместен по окончании механической обработки посредством покрытия изделия обмазками или слоем меди. Степень нагрева детали зависит от состава. Чем меньше в ней углерода, тем выше нагрев. Для абсорбирования и диффузии минимальный порог нагрева составляет не менее 900-950⁰. Рассмотрим ниже процесс метода цементации металла, что это такое.
Насыщение углеродом осуществляют каменноугольным полукоксом, торфяным коксом либо древесным углем. Концентрация химического вещества на поверхности составляет до 1%, иначе материал становится хрупким. Далее его нормализуют. Цементацию в газе выполняют бензолом, метаном либо керосином.
Азотирование стали – что это
Это наполнение внешнего слоя азотом при подогреве в среде аммиака до 480-650⁰. Оно повышает устойчивость к коррозии и износу. При насыщении размер детали увеличивается. Степень изменения зависит от температуры и состава. Чаще всего применяют диапазон 500-520⁰. Выдерживая при таких параметрах в течение 24-90 часов можно увеличить толщину до 0,5 мм.
Нитроцементация или цианирование
Так называют разновидность азотирования. Рассмотрим, в чем отличие от поверхностной нитроцементации (закалки) стали, что это такое. Процесс представляет собой наполнение внешнего слоя одновременно углеродом и азотом. Процедуру проводят на материалах, количество азота в которых составляет 0,3-0,4%. Пропорция веществ регулируется температурой. Чем она выше, тем больше остается углерода. При пересыщении обоими компонентами изделие становится хрупким. Ее также именуют нитроцементацией. Ее проводят в газе или жидкости. Высокотемпературная процедура позволяет избежать деформации.
Термообработка цветных металлов
Сплавы на основе других металлов не отвечают на закалку столь же ярко, как стали, но их твердость тоже можно повысить термообработкой. Обычно используют сочетание закалки и предварительного отжига (нагрева выше точки фазового превращения с медленным охлаждением).
- Бронзы (сплавы меди) подвергают отжигу при температуре чуть ниже температуры плавления, а потом закалке с охлаждением водой. Температура закалки от 750 до 950С в зависимости от состава сплава. Отпуск при 200-400С производят в течение 2-4 часов. Наибольшие показатели твердости, до HV300 (около HRC 34) можно при этом получить для изделий из бериллиевых бронз.
- Твердость серебра можно повысить отжигом до температуры, близкой к температуре плавления (тусклый красный цвет) с последующей закалкой.
- Различные сплавы никеля подвергают отжигу при 700-1185С, такой широкий диапазон определяется разнообразием их составов. Для охлаждения используют соляные растворы, частички которых потом удаляют водой либо защитные газы, препятствующие окислению (сухой азот, сухой водород).