Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.

При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Как работает инвертор
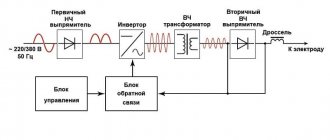
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Причины поломок сварочных инверторов и варианты их устранения.
Существует ряд типичных неисправностей, которые возникают, когда речь идет о сварочных инверторах:
- неустойчивость горения сварочной дуги и сильное разбрызгивание металла;
- залипание сварочного электрода;
- отсутствие сварочного процесса при включенном аппарате;
- отсутствие реакции аппарата при его включении.
Рассмотрим подробнее, по какой причине может возникнуть та или иная ситуация, и что можно сделать в случае проявления какой-либо неисправности сварочных инверторов.
- Неустойчивость горения сварочной дуги и сильное разбрызгивание металла.
Эта неисправность может возникнуть в том случае, если при ведении сварки вы неправильно выбрали ток. Как правило, сварочный ток выбирается в соответствии с типом и размером применяемого при сварке электрода. Но здесь необходимо помнить и еще одно важное правило: выбранный ток должен соответствовать и той скорости, с которой ведется сварка. Если скорость сварки во время работы уменьшается, то и сварочный ток должен быть уменьшен.
- Залипание сварочного электрода.
Причин для возникновения этого типа неисправности может быть, на самом деле, несколько. Вполне возможно, что во время ведения сварки неожиданно в сети снизилось напряжение, что и привело к сильному залипанию сварочного электрода. Также он может «залипнуть» и в том случае, если инвертор подключен к сети кабелем со слишком маленьким сечением. Еще одной причиной такого «поведения» электрода может стать плохой контакт электрода со свариваемой поверхностью из-за того, что поверхность подверглась окислению вследствие воздействия кислорода воздуха. В этом случае сварку необходимо прекратить, а поверхность детали зачистить от пленки.
- Отсутствие сварочного процесса при включенном аппарате.
В абсолютном большинстве случаев такое поведение сварочного инвертора может быть объяснено отсутствием массы на поверхности свариваемой детали. Кроме того, нелишним будет проверить состояние сварочного кабеля – возможно он поврежден. Такая ситуация довольно часто встречается в том случае, если деталь, подвергающаяся сварке, обладает большим весом, вследствие чего падение детали на провод способно нарушить его целостность.
- Отсутствие реакции аппарата при включении.
Если при включении сварочного инвертора ничего не происходит, то причину такой неисправности следует искать, во многих случаях, не в самом инверторе, а в электрической сети, к которой он подключен. Возможно, напряжение в сети слишком низкое и поэтому аппарат не может работать. Еще одной причиной того, что аппарат не включается, может стать неправильно выбранный автоматический выключатель, установленный в щитке. Слабый выключатель способен отключиться в момент включения инвертора. Кроме того, отключение аппарата способно привести к тому, что электричество пропадет во всем доме.
Кроме указанных неисправностей встречаются и перебои в работе сварочного инвертора, не связанные с поломкой аппарата, а являющиеся следствием довольно качественной и своевременной работы систем защиты, которыми оснащен инвертор. Так, например, при длительной непрерывной работе инвертор может самопроизвольно отключиться. Такое случается, если аппарат перегреется и сработает температурная защита. В этом случае следует прекратить сварочный процесс примерно на 20-30 минут, дать аппарату остынуть, после чего работу можно будет продолжить.
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
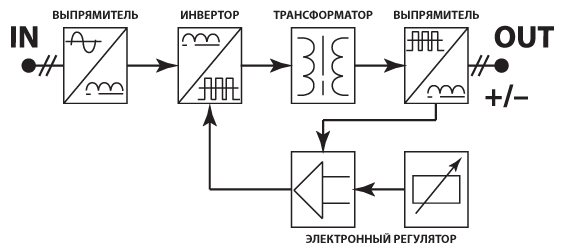
Электрическая схема

В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
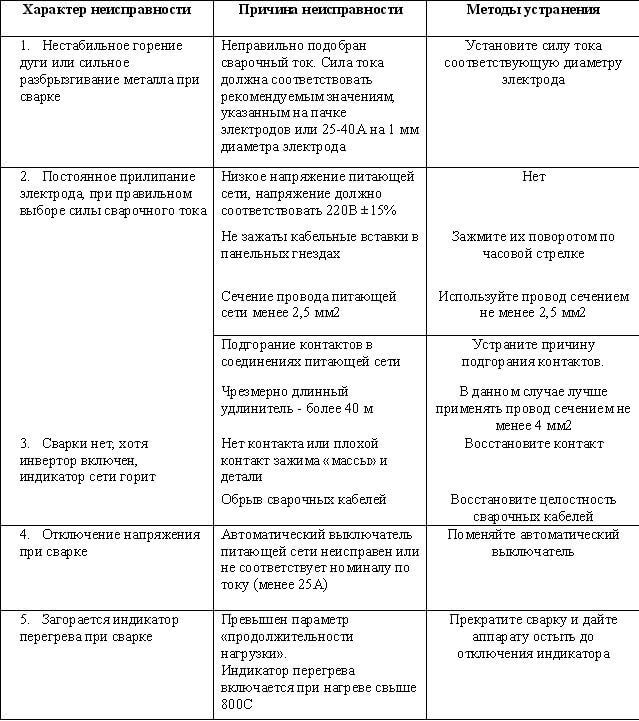
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
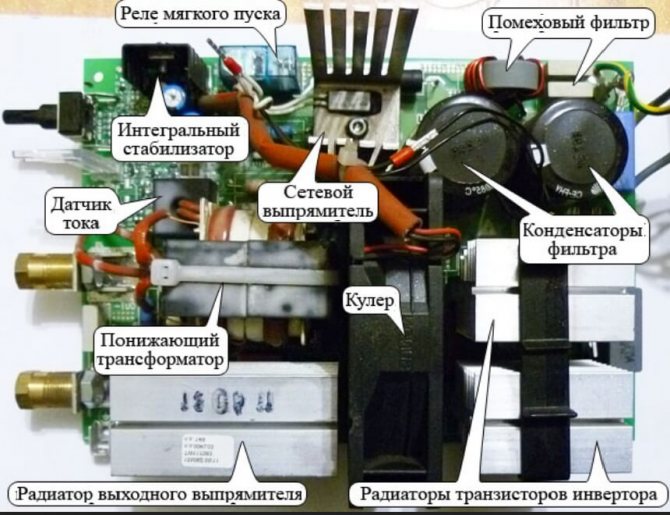
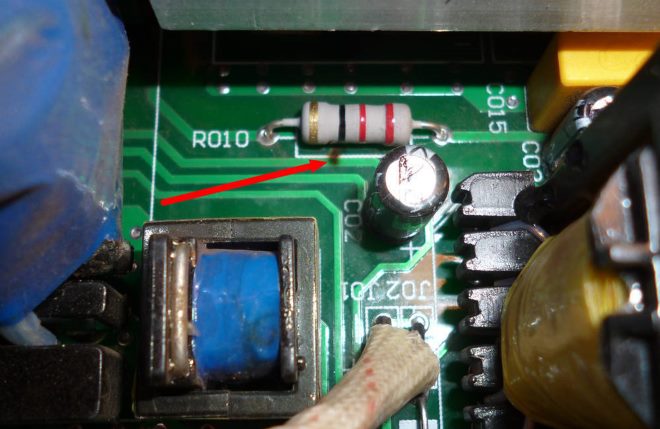
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Ремонт механической и газовой частей
Поломки сварочных аппаратов могут быть связаны и с нарушением работы механических частей. Иногда, это позволяет вести сварку, но теряются возможности настройки. Самостоятельный ремонт аппаратов подразумевает нахождение причин такого отклонения и восстановительные работы.
В сварочных трансформаторах, со временем, изнашивается резьба винта, регулирующая расстояние между катушками, что влияет на силу тока. Теряет грани и ось, к которой крепится ручка для вращения винта. Это делает невозможным регулировку сварочного напряжения. Замена винта или рукоятки возобновляет полноценную работу аппарата.
В полуавтоматах может застревать присадочная проволока, что усложняет ведение шва. Подача рывками и «проколы» сварочной ванны сказываются на качестве соединения. Причиной является засорение канала для подачи проволоки, чистка которого выполняется прутком с диаметром, максимально приближенным к внутреннему диаметру подающего пути. Проскальзывание проволоки на роликах может означать разбитие канавки, явно превосходящее по ширине используемый присадочный материал. Необходима замена роликов.
В газовом оборудовании аппаратов, где применяется аргон и его смеси, ломаться нечему кроме мембраны манометра, которая отвечает за стабильное давление в шлангах. Замена этой резиновой детали восстанавливает работу устройства. Проверка газового электроклапана тоже не повредит. Также, необходимо следить, чтобы шланг не перекручивался на изгибах.
Рано или поздно любой сварочный аппарат сломается и потребует ремонта. Применяя вышеизложенные рекомендации, и ознакомившись наглядно с отдельными процессами на видео, большинство смогут осуществить ремонт своими руками.