1 / 1
Впервые о ней услышали, как об аргонодуговой сварке в среде инертного газа. Потом стали применять различные газы и даже их смеси. С появлением инверторных источников сварочного тока в обиход прочно вошла английская аббревиатура TIG (тиг) сварка
. Сейчас правильным названием считается следующее выражение:
«сварка неплавящимся электродом в среде защитного газа»
.
Газ аргон дал путёвку в жизнь ещё одному очень перспективному виду соединения металлов: полуавтоматической сварке плавящимися электродами в среде защитного газа. В этом случае всё чаще используют другие газы, сварочную проволоку с обмазкой, сварку под флюсом, но фундаментом был аргон. Познакомимся с ним поближе в этой статье.
Газ аргон
Опыты по получению азота из воздуха давали разные результаты по плотности в зависимости от методики проведения. Это можно было объяснить только присутствием ещё одного газа в качестве примеси. Вскоре его удалось выделить. Это был неизвестный ранее газ, который назвали аргоном
.
Его открыли, потом забыли, не знали, что с ним делать следующие 25 лет, пока не открыли гелий. Раньше только аргону не могли найти место в таблице Менделеева, теперь уже два газа не «вписывались» туда. Было принято решение выделить их в нулевую группу между галогенами и щелочными металлами.
Электронные оболочки аргона насыщены до предела, чем объясняют одноатомность его молекул и крайнюю химическую инертность. Инертные газы – тяжёлые газы. Аргон самый легкий из них, но он в 1,38 раза тяжелее воздуха. Из химических свойств, которые могут интересовать сварщиков, отметим, что он не растворяется в металлах, а значит, не будет влиять на химический состав шва.
Аргон и сварка
Будучи тяжелее воздуха, аргон надёжно покрывает зону сваривания, не давая активным газам влиять на химические свойства сварного шва. Это свойство делает его незаменимым при сваривании активных металлов, алюминия и меди. В качестве защитной среды он показывает отличные результаты при сваривании нержавейки и жаропрочных сплавов. Для сваривания чёрных металлов аргон применяют в смесях с гелием, кислородом или углекислым газом.
При использовании аргона можно поднять температуру сварочной дуги. Это увеличивает глубину проплавления сварочного шва и позволяет варить в один проход более толстые листы. При работе сварочными аппаратами для аргонодуговой сварки защитные свойства этого газа проявляются не только в защите шва, но и предохраняют от окисления материал неплавящегося электрода.
Аргон не вредит окружающей среде и не опасен для здоровья человека. Единственное, чего следует опасаться, так это его особенности накапливаться в больших количествах. Будучи тяжелее воздуха, аргон скапливается в нижней части помещения, замещает собой воздух и может вызвать удушье сварщика. Хорошая вентиляция служит залогом недопущения подобной ситуации.
Гост 10157 задает условия поставок газообразного и жидкого аргона. Транспортировка и хранение газообразного аргона осуществляется в баллонах под давлением 15 МПа в соответствии с ГОСТ 949.
Основы процесса
Сварочные работы в аргоне это газовая сварка, совмещенная с дуговой. Сплавление проводится в поле электрической дуги в атмосфере инертного газа. Почему нельзя это делать как обычно в воздухе?
Дело в том, что кислород воздуха активно окисляет вещества сплавов. Продукты окисления попадают в шов, разрыхляют его. В образовавшиеся поры могут попадать пузырьки воздуха, окончательно ухудшая качество шва. Получается, что варить в принципе можно, но соединение будет очень слабым.

Во избежание негативных последствий была разработана технология аргоновой сварки. Инертная атмосфера полностью исключает возможность окисления. Относительная молекулярная масса аргона равна 40 а.е.м.
Для воздуха этот показатель принято считать равным 29 а.е.м. Следовательно, аргон существенно тяжелее воздуха. Как только начинается его нагнетание из баллона, сразу же воздушная смесь в рабочей зоне вытесняется вверх, как более легкая.
Воздух в сварочной ванне не может присутствовать даже в остаточных количествах. Сварка аргоном гарантирует прочность, долговечность шва.
Для проведения работ в аргоне могут использоваться плавящиеся электроды или остающиеся неизменными. Не плавится при температуре дуги вольфрам. Тип и диаметры электродов выбирают по таблицам из справочников. Главным показателем, определяющим выбор электродов, являются сплавляемые материалы.
Виды и особенности аргонодуговой сварки
Не так давно было известно три вида аргонодуговой сварки: ручная, механизированная и автоматическая, совсем недавно появилась роботизированная..
Ручная
Данный вид предполагает управление всем процессом вручную. Сварщик вручную перемещает горелку и вручную подаёт присадку в виде прутка или проволоки. Этот вид применим как для самых простых домашних работ, так и для изготовления сверхсложных конструкций. Существенный недостаток этого метода – низкая производительность труда и необходимость иметь достаточно опытного сварщика.
Механизированная
Такую сварку чаще всего называют полуавтоматической или сваркой полуавтоматом. Процесс управления горелкой осуществляется вручную, а подача проволоки автоматически. Такой вид в три раза производительнее ручной. Сварку полуавтоматом в среде углекислого газа массово используют в судостроении. Там много длинных прямых швов для соединения толстых листов чёрного металла. Работа на этих полуавтоматах по силам сварщикам с невысокой квалификацией.
Автоматическая
Автоматическая сварка проводится без участия сварщика. Её могут выполнять сварочные машины различной сложности. От того, насколько качественная эта машина, зависит сложность фигурации шва, который ей будет «по зубам». Самая простая конфигурация шва характерна для сваривания труб. Здесь в основном и «трудятся» сварочные автоматы. Самую высокую производительность труда они показывают на монтаже трубопроводов различных диаметров, вплоть до прокладки газопроводов по дну моря.
Этот вид сваривания вообще не требует сварщиков. Казалось бы, это замечательно. Но несмотря на то, что автоматы работают сами, подготавливают их к работе, настраивают и ремонтируют специалисты очень высокой квалификации. Ещё большего участия высококлассных специалистов требует следующий вид сварки.
Роботизированная
Этот вид сварки аргоном появился сравнительно недавно. Роботы-сварщики заменили собой множество сварщиков на конвейерах, повысив производительность работ и снизив себестоимость во много раз. Человеку никогда не угнаться за роботом, он не сможет сохранять максимальную концентрацию и работать без ошибок в таком темпе.
Конечно, есть и обратная сторона медали. Роботы очень дорогие; кроме высококвалифицированных наладчиков для их обслуживания, они нуждаются в конструкторах для их создания и программистах для составления рабочих программ. В настоящее время роботы заняли места на конвейерах по сборке автомобилей. Чем более массовым является производство, тем выгоднее обходится роботизированная сварка.
Область применения
Возможности аргонодуговой сварки практически безграничны. На заре своего становления эта технология получила толчок в развитии ввиду острой необходимости найти способ соединения алюминиевых деталей. Растущие объёмы производства самолётов и других летательных аппаратов требовали создания нового оборудования для сваривания алюминия.
По мере наработки навыков при сваривании алюминия была замечена замечательная особенность аргонной сварки – высокое качество шва. Это качество пришлось кстати в ракетостроении, авиации, судостроении и автомобилестроении. Кроме высокого качества сварочных швов, этот вид сварки обеспечивает соединение многих трудносвариваемых материалов и тонколистовых материалов. Появившиеся в последнее время импульсные установки аргонодуговой сварки ещё более расширили функциональные возможности этого вида соединения металлов.
Особое место занимают сварочные аппараты TIG в ремонте автомобилей. Малогабаритные, недорогие, надёжные в работе, они стали главным инструментом ремонтников. Этими аппаратами варят:
- алюминиевые колёсные диски;
- алюминиевые и медные трубки радиаторов и кондиционеров;
- чугунные корпуса двигателей.
В дорогих автомобилях широко применяются такие материалы, как нержавеющая сталь, латунь, титан. Со всеми этими материалами легко справляется TIG сварка.
Не обошли своим вниманием этот вид сваривания и специалисты художественных работ по металлу. Особенно выручает аргонодуговая сварка мастеров чугунного литья. Она не только прекрасно варит чугун, но и успешно устраняет трещины и каверны в готовых изделиях. Художественные изделия отличаются утончённостью форм, и в их производстве очень ценится тонкий и качественный шов, присущий аргоновой сварке.
Все вышеупомянутые сферы применения очень важны, но основная масса работ с использованием аргонно-дуговой сварки приходится на длинный перечень производств, в которых используется нержавеющая сталь. Устойчивость от коррозии этой стали придают присадки, которые выгорают при обычных способах сваривания. Защитный газ при сваривании TIG аппаратами защищает шов от окисления кислородом воздуха, что позволяет сваривать все виды высоколегированных сталей.
Технология и принцип работы
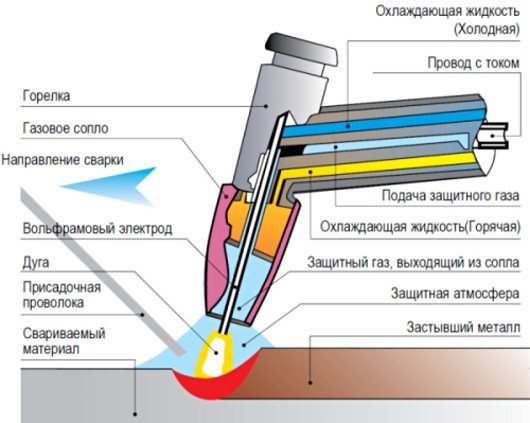
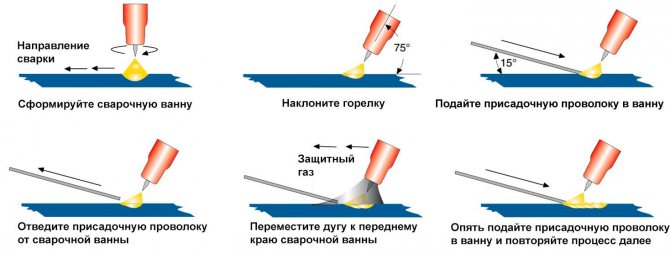
Аргонодуговая сварка работает на том же принципе, что и ручная дуговая сварка плавящимся электродом, но имеет ряд специфических особенностей. Дуга зажигается между неплавящимся вольфрамовым электродом и свариваемым металлом в среде защитного газа, который подаётся по корпусу горелки. При необходимости, в зону сваривания вручную подаётся присадочный материал.
При автоматическом режиме аргонодуговой сварки необходимо подключение дополнительного устройства – осциллятора. Такая необходимость возникает ввиду плохих условий зажигания дуги в среде аргона. В автоматическом режиме сложно обеспечить касание металла электродом, как при ручной сварке, и дугу приходится зажигать на некотором расстоянии электрода от металла.
Физическое свойство аргона (высокий потенциал ионизации) не позволяет зажечь дуговой промежуток низким напряжением. Осциллятор вырабатывает напряжение в несколько десятков тысяч вольт, что позволяет «пробить» промежуток между неплавящимся электродом и изделием и создать условия для загорания низковольтной дуги. Поджиг дуги без физического касания электродов металла исключает такое вредное явление, как оплавление и загрязнение вольфрамового электрода.
Технологические режимы для этого вида сваривания разнятся в зависимости от рода используемого сварочного тока: переменного или постоянного. Различия имеют и режимы для сваривания различных металлов. При сваривании на постоянном токе осциллятор отключается после зажигания дуги в начале процесса. Если сваривание ведётся на переменном токе, то осциллятор остаётся включённым и подаёт импульсы при каждой смене полярности, вновь и вновь ионизируя дуговой промежуток. В таком режиме варится алюминий. Изменение направления тока не позволяет образовываться оксидной плёнке на поверхности металла.
При сваривании на постоянном токе необходимо учитывать распределение тепла между электродом и изделием. Две трети на аноде и одна треть на катоде – такое распределения тепла при прямой полярности подключения. Именно такое подключение используют при сваривании изделий из всех видов стали и титана. В этом случае две трети тепла позволяют лучше прогреть свариваемый материал.
Из технологических особенностей ещё можно отметить условия, требующие добавления кислорода в защитный газ. Добавляют 3-5% кислорода, если необходимо избежать малейшей пористости в сварочном шве. Аргон в смеси с кислородом обеспечивает более надёжную защиту сварочного шва от влаги и вредных включений. Все случайные примеси и включения просто сгорают в кислородной среде.
Что это такое?
Сваривать металлы люди начали достаточно давно. Однако старая и современная сварка сильно различаются. TIG сварка является одним из наиболее современных методов соединения металлических заготовок. Главный ее принцип — применение вольфрамового электрода, вводимого в атмосферу химически бездеятельного газа. Сам стержень такого рода принято относить к «неплавящейся» категории. Сварщику приходится точить электродный инструмент, иначе добиться постоянного устойчивого существования электрической дуги невозможно.
Официальная расшифровка термина TIG – аргонодуговая сварка с применением как раз неплавкого электродного инструмента. Конечно, даже вольфрам может плавиться — но только при температуре не ниже 3500 градусов. Иногда схема подразумевает подачу не аргона, а другого нейтрального газа. Стоит отметить, что в технической документации такой метод может иметь и другие названия. К примеру, в немецкоязычной литературе в ходу термин WIG. Есть еще название GTA, которое не указывает на химические свойства применяемого газа.

Вольфрамовая сварка в изолирующем газе вошла в промышленный оборот в 1940-е годы. Она стала настоящим спасением для авиационной промышленности, а позднее для ракетостроения, где другие методы соединения уже не удовлетворяли. Довольно скоро достоинства TIG оценили и инженеры других отраслей. Основные характеристики такого способа:
- максимальная равномерность шва (исключается появление пор и ненормальных полостей);
- сокращение внутренних механических напряжений;
- отсутствие плавильных брызг;
- пригодность практически для любого чистого металла или сплава;
- отсутствие необходимости дополнительно обрабатывать заготовки после соединения;
- возможность в целом освоить оборудование и методы работы за 2-3 сеанса;
- малая эффективность работы на открытом воздухе (без изоляции от ветра);
- необходимость тщательной подготовки поверхности;
- усложнение работы из-за неприемлемости острого угла размещения горелки;
- необходимость вычищать отметки, оставляемые электрической дугой.
Тигельная сварка приемлема для работы почти со всеми типами стали. Когда электродный инструмент расположен в цанге, он жестко фиксируется в горелке. Излишек длины скрывается дополнительным колпаком, что исключает риск короткого замыкания. Завершающая часть горелки — специальное керамическое сопло. В его середине располагается электрод, окружаемый изолирующим газом.
Когда пластины разделяются зазором, либо поставлена цель получить шов с высокой стойкостью к разрыву и надлому, нужно использовать присадочную проволоку. Сечение этой проволоки определяется необходимой толщиной изделия и конкретно шва. В некоторых случаях применяется импульсная разновидность ТИГ сварки. Такой вариант подразумевает, что параметры тока меняются от предельных до минимальных за сравнительно короткое время. Для работы может применяться и постоянный, и переменный ток. Учитывают и вид, и толщину металлических заготовок. Обязательно необходимо разобраться с отличиями TIG от MMA.

Второй вариант — MMA подразумевает применение покрытого электрода. Такой подход позволяет отказаться от использования изолирующего газа. Расплавляющиеся электроды оставляют укрепленный шов. Со сталью можно работать уверенно при помощи аппаратуры MMA. Методика TIG позволяет эффективно манипулировать алюминием и другими цветными металлами.
Преимущества и недостатки аргонодуговой сварки
Главными достоинствами аргонодуговой сварки являются шов высокого качества и практически неограниченный перечень металлов, которые можно сваривать этим способом. Это преимущество приобретает особую ценность, когда необходимо сваривать материалы, которые иным способом сварить невозможно вообще. Второе, что выделяет этот вид сварки — малый нагрев свариваемых изделий. При незначительном нагреве изделия не подвержены деформациям, а это очень ценно при сваривании деталей сложной конфигурации.
К недостаткам обычно относят сравнительную дороговизну метода, сложность необходимого оборудования и необходимость высокой квалификации сварщиков при сварке аргоном.
Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
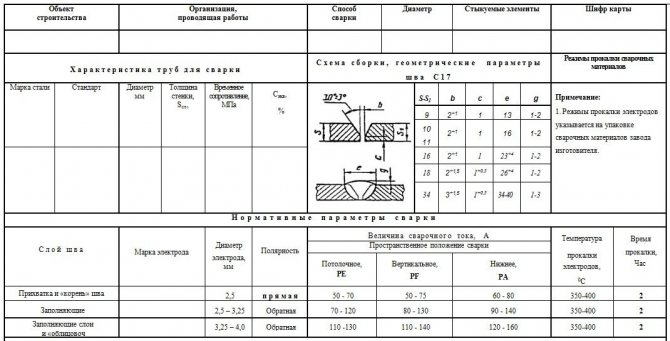
Режимы аргонодуговой сварки
Режим сварки аргоном состоит из ряда параметров, которые необходимо правильно задать. Главными параметрами режима такой сварки являются следующие:
- род и полярность тока;
- сила тока;
- падение напряжения на дуге;
- скорость перемещения электрода;
- расход газа;
- расстояние между соплом горелки и присадкой.
Аргоновая сварка, как правило, проводится током прямой полярности. Большинство видов металла варятся постоянным током. Ввиду их физико-химических особенностей, на переменном токе варятся: магний, алюминий и бериллий. Величина сварочного тока находится в жёсткой зависимости от диаметра электрода, металла, рода и полярности тока. Величина тока задаётся технологами в виде таблиц.
Для идеального шва падение напряжения на дуге должно быть в интервале 11 – 14 вольт. Для поддержания такого падения напряжения необходимо выдерживать расстояние между электродом и металлом от 1,5 до 3 мм. Выбор скорости ведения горелки отдаётся на усмотрение сварщику. Только он может подобрать правильную скорость, исходя из сложности траектории сваривания и уровня своего мастерства.
Расход защитного газа рассчитывается технологами исходя из множества факторов, влияющих на процесс. Нет смысла описывать их, для неспециалистов это сложно и потому неинтересно. Однако, справедливости ради, следует отметить, что опытный сварщик может корректировать расход газа по внешнему виду шва.
Вид сварного соединения диктует необходимое расстояние между присадочным материалом и соплом горелки. Для стыковых соединений рекомендуется расстояние в 3-5мм. Для тавровых и угловых чуть более – 5-8мм.
Советы опытных сварщиков
- Одна из первых рекомендаций – внимательно изучить всю информацию касательно режима нагрева, особенностей сплава, возможностей сварочного аппарата и нюансов блока деталей. Не лишним будет ознакомиться с примерами технологических (операционных) карт, составляемых на производстве для конкретных сварочных операций. При этом обязательно нормируются такие параметры, как: расход газа, режим сварочного тока, скорость подачи электрода (для автоматических аппаратов), толщина и материал свариваемых деталей.

- Включать подачу аргона в зону необходимо на 20 секунд раньше, чем запускается розжиг, и выключать не ранее чем через 10 секунд после ее выключения.
- Чтобы электрод и присадочная проволока не окислялись, они должны постоянно находиться в зоне газовой защиты.
- Присадочную проволоку подают в зону плавления под углом и к электроду, и к сварочному шву. Это позволит получить более качественную и узкую полосу сварки.
- Перемещать горелку по шву следует аккуратно, без поперечных резких движений – это делает шов неровным и излишне широким.
- Чем меньше величина дуги, тем глубже и ровнее получится шов, но уменьшение дуги требует максимального приближения электрода и присадочной проволоки к сварочной ванне.
- Завершать работу резким выключением дуги нельзя. Необходимо заваривать кратер с постепенным уменьшением силы тока (регулируется реостатом аппарата).
- При работе с объемными или сложной формы деталями необходимо заранее предусмотреть возможность постепенного перехода сварщика от одного участка к другому и, соответственно, нужной длины шланга и в некоторых случаях использования мобильной платформы для сварочного аппарата и баллона с редуктором. В других случаях удобнее использование поворотного/подвижного стола с жестко закрепленным на нем свариваемым блоком.
Оборудование и расходные материалы
Для того чтобы получать удовольствие от работы и от вида готовой продукции необходимо сделать два безошибочных шага. Первый шаг — это выбор оборудования в полном соответствии с перечнем работ, которые будут выполняться на этом оборудовании. Второй шаг — это приобретение оборудования от известного и надёжного производителя, что станет гарантией многолетней безаварийной работы и экономии Ваших денег. Преодолеть эту дистанцию в два небольших, но очень ответственных шага, Вы сможете на сайте производителя сварочного оборудования «Кедр».
Здесь Вы сможете приобрести надёжный аппарат аргонодуговой сварки серии Prime или серии Pro. Отметим, что такие аппараты могут быть как отдельные, предназначенные только для аргонодуговой сварки, так и комбинированные с дополнительными функциями ручной дуговой сварки или контактной сварки. Также в каталоге Вы найдёте множество аксессуаров, запасных частей и расходных материалов для аргонодуговой сварки: осцилляторы, горелки, сварочные очки и маски, вольфрамовые электроды и многое другое.