Режимы резания в механообработке — это совокупность рабочих параметров, определяющих, с какой скоростью, силой и на какую глубину происходит погружение резца в деталь в процессе удаления с ее поверхности слоя металла.
Их базовые значения определяются расчетным путем на основании геометрии режущей кромки инструмента и обрабатываемого изделия, а также скорости их сближения. На реальные процессы обработки металла оказывает влияние множество факторов, связанных с особенностями применяемого инструмента, станочного оборудования и обрабатываемого материала.
Поэтому для расчета технологических режимов резания применяются эмпирические формулы. А базовые значения входят в их состав вместе с такими справочными величинами, как группы поправочных коэффициентов, величина стойкости, параметры условий обработки и пр.
Режимы резания влияют не только на заданную точность и класс обработки изделия. От них зависит сила, с которой кромка инструмента воздействует на металл, что напрямую влияет на потребляемую мощность, уровень выделения тепла и скорость износа инструмента.
Поэтому расчет их параметров является одной из основных задач технологических служб предприятий. Несмотря на множество разновидностей металлорежущего оборудования и инструмента, в основе всей механообработки лежат единые закономерности.
Поэтому методики вычисления режимов резания унифицированы и систематизированы в три основные группы: для токарных работ, для сверления и для фрезерования. Все остальные виды расчетов являются производными.
Параметры при расчете режима резания
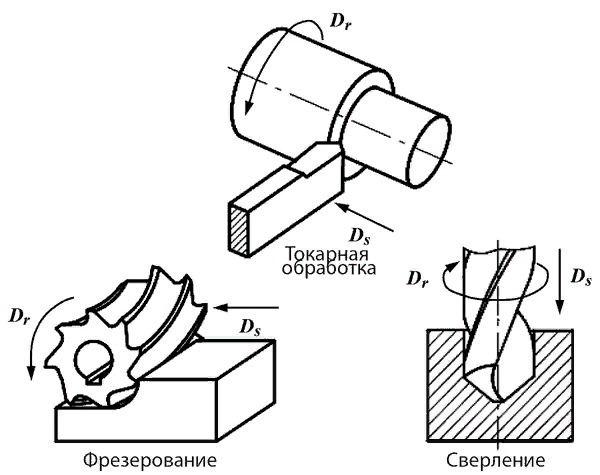
Основной расчет режимов механообработки ведется на основании трех параметров: скорости резания (V), подачи (S) и глубины резания (t). Для получения практических значений этих параметров, которые можно будет использовать в производстве, на первом этапе определяют их расчетные величины.
После чего по ним с помощью эмпирических формул, справочных таблиц и данных из паспортов оборудования выполняют подбор технологических режимов резания, которые будут наилучшим образом соответствовать виду обрабатываемого материала, возможностям станка, а также типу и характеристикам инструмента.
От правильного расчета и выбора данных параметров зависит не только качество обработки, но и такие показатели, как производительность, себестоимость продукции и эксплуатационные расходы. Кроме того, сила воздействия на инструмент в процессе обработки влияет не только на скорость его износа, но и на состояние оснастки и приспособлений.
Следствием работы на слишком больших скоростях и подачах является недопустимая вибрация и повышенная нагрузка на узлы и механизмы оборудования. А это может привести не только к потере точности, но и к выходу станка из строя.
Как правило, режимы резания проверяют и корректируют при пробной обработке детали. Поэтому их выбор зависит не только от правильности расчетов, но и от опыта технолога и станочника.
Скорость
Временно́й цикл обработки детали состоит из трех базовых компонентов: подготовительно-заключительного, вспомогательного и основного времени. Последнее включает в себя все операции резания металла на заданных режимах. В силу особенностей механообработки основное время — это самая затратная составляющая цикла обработки детали.
При этом его величина, а следовательно, и себестоимость изделия напрямую зависят от скорости резания. Поэтому правильный подбор данного параметра важен не только с технологической, но и с экономической точки зрения.
В общем виде формула расчетной скорости резания выглядит так:
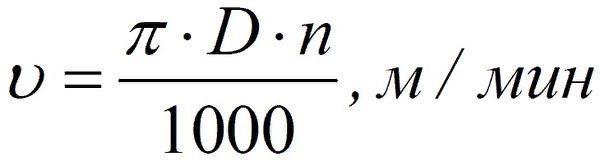
В указанной формуле значение параметра D зависит от вида обработки. Для токарной обработки это диаметр детали, для прочих видов — диаметр режущего инструмента (сверла, фрезы). Параметр n — это скорость вращения шпинделя в оборотах за минуту.
Таким образом происходит определение теоретической величины скорости резания, которая является исходной для последующих вычислений. В частности, она используется для расчета теоретической глубины резания, которая обозначается t. По причине того что реальная скорость резания зависит от множества факторов, ее вычисление осуществляется по эмпирической формуле, в которой единственной расчетной величиной является t:
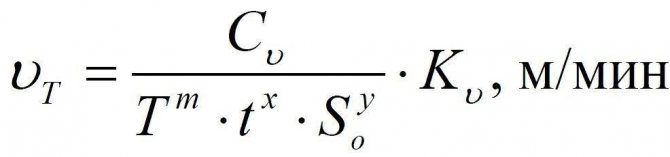
Здесь Cv — это безразмерная константа, зависящая от различных аспектов обработки; T — нормативное время стойкости инструмента; t — глубина резания; Sо — подача; Кv — сводный коэффициент, являющийся произведением восьми поправочных коэффициентов.
Подача
Подача (обозначается S) — это путь, который проходит режущая кромка за условную единицу. В зависимости от вида механообработки подача может иметь разную размерность. Длина пройденного пути всегда измеряется в миллиметрах, но соотноситься она может либо с одним оборотом (в токарной обработке), либо с одной минутой (при сверлении и фрезеровании).
Таким образом, при сверлении — это величина перемещения кончика сверла в глубь поверхности за одну минуту (мм/мин.), а при токарных операциях — продольное или поперечное перемещение резца за один оборот детали (мм/об.).
В силу специфики отдельных чистовых операций для них используется такой параметр, как «подача на зуб», которая измеряется в мм/зуб. Ее применяют при работе с инструментом, имеющим несколько лезвий, а ее значение показывает, какой путь кромка (зуб) одного лезвия прошла за один оборот шпинделя.
Величину этого параметра также можно вычислить, разделив подачу инструмента за один оборот на количество режущих лезвий.
Поскольку подача напрямую зависит от паспортных параметров конкретного оборудования, ее значение, как правило, не рассчитывают, а выбирают из таблиц в соответствующих технологических справочниках.
Производительность металлорежущего оборудования напрямую зависит от величины подачи. Кроме того, она является базовым параметром для расчета основного времени обработки. Теоретически при мехобработке необходимо задавать предельно возможное значение подачи.
Но в этом случае вступают в силу ограничения по возможностям станочного оборудования и требования к классу чистоты.
Максимальные значения подачи применяют при обдирке и черновой обработке, а минимальные — при выполнении чистовых операций.
Глубина
Глубина резания — это толщина металла, снимаемого на единичный рабочий ход режущей кромки. Его величина зависит от конструкции режущей части инструмента и его прочностных параметров (в том числе предельной тангенциальной силы), а также мощности станка, твердости обрабатываемого материала и требований к чистоте поверхности.
Этот параметр является определяющим при расчете количества рабочих ходов лезвия для полного удаления припуска. Глубина резания обозначается латинской буквой t и измеряется в миллиметрах.
При обточке она равна разности радиусов детали до и после рабочего хода, а при сверлении — половине диаметра режущей части инструмента.
Сила
Процесс обработки детали режущим инструментом сопровождается возникновением пары сил. С первой силой, которая обозначается R, инструмент воздействует на поверхность детали, а вторая сила возникает в результате встречного сопротивления обрабатываемого материала.
Сила R является векторной суммой трех сил: осевой, тангенциальной и радиальной. Их векторы являются проекциями вектора силы R на оси X, Y, Z. На рисунке ниже представлено изображение векторов сил, возникающих при токарном точении.
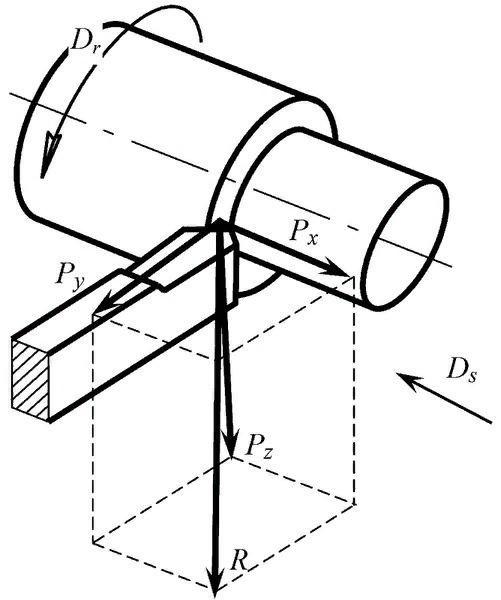
При технологических расчетах используют не саму силу R, а ее составляющие. Из них самая значимая и большая по величине — эта тангенциальная сила Rz.
На практике она носит название сила резания, т. к. именно от нее зависит расход мощности и крутящий момент шпинделя. Силу резания вычисляют по эмпирическим формулам, данные для которых берут из справочных технологических таблиц.
Расчет для токарной обработки производится по следующей формуле:
Кроме константы Ср, степенных показателей подачи, глубины и скорости резания, в формулу расчета силы резания входит корректирующий коэффициент Кр. Он представляет собой произведение пяти поправочных коэффициентов, учитывающих особенности обработки различных материалов.
Для измерения сил резания в режиме реального времени применяют емкостные, индуктивные и тензометрические датчики. Последние являются самыми компактными и наиболее точными.
При их использовании на станках с ЧПУ сила резания может адаптивно увеличиваться или уменьшаться путем автоматической корректировки величины подачи и числа оборотов.
Это позволяет вести непрерывную обработку без вмешательства оператора, а также предотвращает поломку инструмента и уменьшает его износ.
Выбор режимов резки
Чтобы подобрать режим резания, необходимо правильно выбрать основные его элементы, то есть, определять и учитывать наиболее выгодные показатели величин этих режимов:
- Получение технологически разрешенной скорости подачи. Это нужно для использования всех мощностей станка.
- Получение экономичной скорости резания. Помогает рационально использовать режущие элементы.
После просчетов необходимо проводить проверки по формулам или таблицам. Они дают понять, насколько выбранные элементы соответствуют мощностям станка, на котором будет выполняться резка металла, а также определяется мощность его привода. В особенности проверки нужны, если необходимо выполнить грубые обтирочные работы.
Как выбрать дрель
Безопасность
По электробезопасности имеющийся в широкой продаже электроинструмент относится к II классу: двойная рабочая изоляция, допустимо пользование без дополнительного заземления, т.е. такую дрель можно через переходник включать в обычную, не евро, розетку. На «железных базарах» можно встретить инструмент I класса («промышленный»), с клеммой заземления на металлическом корпусе. В быту его применять опасно, да и патрон его чаще всего под сверло с коническим хвостовиком (конусом Морзе), непригодным для ударно-вращательного сверления. Поэтому не берите такую дрель, даже если она мощная и недорогая.
I класс обозначается на шильдике дрели, а если обозначения нет, корпус частично или полностью пластиковый, и шнур с евровилкой – это инструмент II класса. III класс – электроинструмент на рабочее напряжение до 42 В (низковольтный) можно узнать по обозначению класса на шильдике и по специальной вилке с плоскими накрест расположенными контактами. Для дома он пригоден, но неудобен: нужен мощный понижающий трансформатор.
По защите от попадания посторонних предметов и влаги электроинструменты и оборудование маркируются буквами IP (Ingress Protection) с двумя цифрами после них: первая – от посторонних предметов, вторая – от влаги. Если защита по какой-либо позиции нулевая, вместо соответствующей цифры ставится буква Х. Так, дрель IP32 – может использоваться вне помещения в хорошую погоду; IPХ2 – только внутри, IP34 – снаружи в туман и моросящий дождь, а IP68 можно работать во время самума в Сахаре и под водой.
Важно: первая цифра 2 означает, что устройство защищено от проникновения пальцев; к примеру, бытовая розетка имеет степень защиты IP22. Но это ни в коем случае не значит, что, если патрон дрели с такой же степенью защиты схватить рукой во время работы, то он сам по себе остановится. Стандарт IP не гарантирует защиту от дурака.
Патрон
Обычный трехкулачковый патрон точен и хорош при вращательном сверлении. При ударно-вращательном сверло в нем быстро разбалтывается, а сам патрон теряет точность и может вовсе выйти из строя: лопается резьбовая обойма кулачкового механизма. Для работ по твердым хрупким материалам трехкулачковый патрон пригоден при эпизодическом использовании либо с алмазным рабочим органом в режиме только вращения.
В быстрозажимном патроне (его можно узнать по рифленой пластиковой обойме) сверло зажимается цангой. Такой патрон лучше держит сверло при ударно-вращательном сверлении, но менее точен и для тонких работ мало пригоден. Мощные дрели снабжаются двухгильзовым цанговым патроном – зажим и ослабление производятся разными кольцами.
Патрон SDS (Steck-Dreh-Sitzt, нем. «вставил-повернул-сидит» или Special Direct System, специальная прямая система, англ.) изобрели в фирме Bosh. Для строительных работ SDS подходит идеально: система фигурных пазов, см. рис., абсолютно надежно фиксирует рабочий орган по принципу китайской головоломки; замена же сверла производится всего двумя легкими движениями.
К сожалению, для слесарки и столярки SDS не годится: точность центровки сверла недостаточна. Переходник с трехкулачкового патрона на SDS смысла не имеет: он будет разбалтываться от вибрации, как и обычное сверло. Поэтому дрель SDS несовместима с обычной по посадке рабочего органа.
Примечание: посадка SDS бывает трех типов: SDS+, SDS Top и SDS Max. SDS Top применяется редко, как промежуточный и в общем-то неудачный вариант; SDS+ предназначен для одноручного инструмента весом до 5 кг; SDS Max – для тяжелого двуручного.
Мощность и обороты
Покупая ударно-вращательную дрель для общих работ, не нужно экономить на мощности. Запас мощности нужен для создания необходимого крутящего момента на малых оборотах. Внешняя характеристика коллекторного электродвигателя с последовательным возбуждением, применяемого в дрелях, близка к идеальной, но маломощный мотор на малых оборотах перегревается от большого тока. Также желательно приобрести, если нет в комплекте, переднюю накидную рукоятку.
Важны и максимальные обороты дрели. Алмазный инструмент буквально на глазах «съедается» при частоте вращения менее 1600-1700 об/мин; его нормальная рабочая частота вращения – от 2500 об/мин. Твердосплавному инструменту необходимо не менее 1500 об/мин. Если вы встретите дрель на 600-1200 об/мин – это специнструмент, для работ общего назначения непригодный.
Для точных работ по металлу лучше всего подходит простая, только с вращением, дрель небольшой мощности – 120-200 Вт. К ней очень полезна будет станина, превращающая дрель в настольный сверлильный станок. А если вы раскошелитесь еще и на поворотный стол к станине, то зубоврачебным бором можно будет фрезеровать мелкие детали.
Сеть или аккумулятор?
Аккумуляторная дрель домашнему мастеру нужна в двух случаях:
- Если работы на стороне – ваш более-менее регулярный приработок.
- Если у вас есть неэлектрифицированная дача или гараж.
В любом случае дорогая профессиональная дрель с литиевым аккумулятором и временем его заряда в 10-20 мин вряд ли себя окупит. Это вариант для профессионалов, работающих изо дня в день полную смену. А вам подойдет обычный щелочной аккумулятор, заряжаемый 4-8 часов. В крайнем случае, на отверстие-другое его можно «поднакачать» за полчаса.

Итог раздела
Все вышеописанное можно свести к следующим рекомендациям:
- Регулярные строительные работы, включая металлоконструкции – нужен перфоратор и ударная дрель на 350 Вт и выше.
- Периодические домашние работы – ударно-вращательная дрель от 250 Вт.
- Для точной сверловки – дополнительно точная дрель для вращательного сверления на 120-150 Вт; желательно – со станиной.