Промышленность выпускает оборудование для производства тротуарной плитки с различными техническими и эксплуатационными характеристиками из не одинаковых конструкционных материалов. Некоторые строительные машины/механизмы применяются во всех, без исключения, технологиях, например, гравитационная бетономешалка. Другое оборудование является узкоспециальным для конкретного типа сырья.

Как изготавливают тротуарную плитку
Технология изготовления тротуарной плитки достаточно простая: в формы заливается песочно-цементная смесь и застывает. Но плитка, изготовленная таким способом, получится рыхлой и очень непрочной.

Чтобы получить нужный продукт, используют вибропресс, в котором бетон заливается в вибрирующую матрицу, а сверху на цементный раствор давит пресс. Промышленность выпускает подобные станки.

Они рассчитаны на производство плитки в промышленных масштабах. Стоят заводские вибропрессы очень дорого, если вы не собираетесь использовать станок в коммерческих целях, то его приобретение не имеет смысла.

Изготовить данный механизм можно самому.
Виды ФЭМ и технологии производства
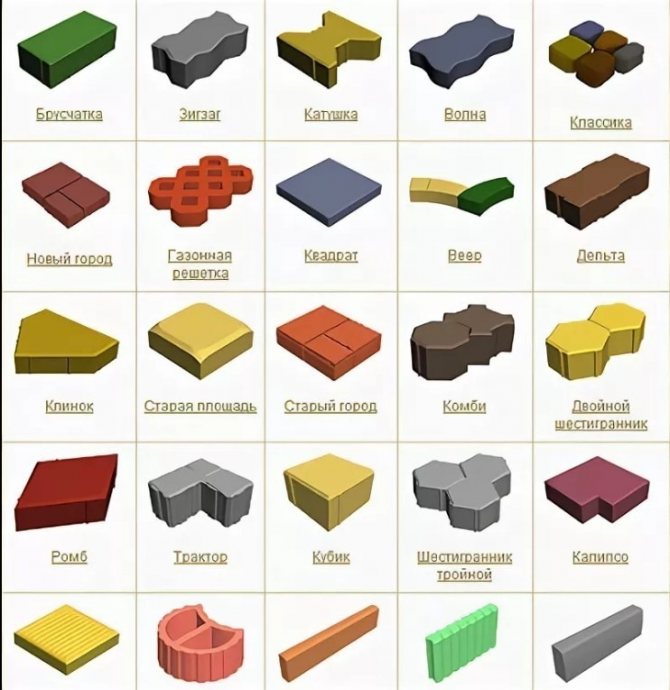
В категорию фигурных элементов мощения ФЭМ входят три крупные группы – булыжник, брусчатка и тротуарная плитка. Булыжником называют природные камни-окатыши, собранные в руслах рек. Брусчатка – это тоже природный камень, но подвергшийся механической обработке. Его либо стесывают, либо пилят для придания одинаковых размеров и формы.
Последняя группа категории ФЭМ – тротуарная плитка, всегда изготавливается из нескольких компонентов сырья. Для мощения дорог этот облицовочный материал используется крайне редко из-за высокой трудоемкости, низкой прочности и эксплуатационного ресурса. Зато тротуарная плитка укладывается на пешеходных дорожках, в скверах, на парковках, дачах, в садах. Ею облагораживаются дорожки частных домов, отмостки зданий и, даже, ступени наружных лестниц, террасы загородных коттеджей.
Классическим вариантом ФЭМ является тротуарная плитка из цементного бетона. При изготовлении применяется технология вибролитья, вибропрессования или гиперпрессования. Для этого потребуется разное оборудование и его количество. Характеристики тротуарной плитки при этом будут отличаться:
| Свойства | Вибролитая | Вибропрессованная | Гиперпрессованная |
| Ресурс, лет | 20 | 15 | 20 |
| Морозостойкость, циклов | 100 | 200 | 200 |
| Истираемость, г/см² | 0,8 | 0,5 | 0,3 |
| Водопоглощение, % | 7 | 6 | 2 |
| Класс прочности | В22,5 | В30 | В30 |
| Прочность на сжатие, кгс/см² | 300 – 400 | 300 | 780 |
| Шероховатость лицевой поверхности | гладкая | шершавая | полированная, шлифованная, шершавая |
| Форма | любая | прямоугольная | прямоугольная |
Для снижения водопоглощения и увеличения морозостойкости вместо цемента в бетоне связующими могут выступать полимерные смолы. Наполнителем, по-прежнему, остается песок или отсев гранита, диабаза, мрамора. Полимербетонная тротуарная плитка прочнее двух предыдущих вариантов, практически не впитывает влагу.
Простейший станок для производства тротуарной плитки методом вибролитья представляет собой стол с вибрационным двигателем на пружинящих опорах. При вибропрессовании используется пресс с усилием 10 – 16 МПа с вибродвигателем. Для гиперпрессования используется более мощный пресс одностороннего или двустороннего действия.

При выборе в качестве сырья резиновой крошки используется метод экструзии. Из нагретой массы формируется лента, подаваемая в пресс-камеру. Материал на 100% водостойкий, не подвержен воздействию ультрафиолета, не боится температурных перепадов.
Комлектующие для вибропресса
Чтобы создать вибропресс, нужно представлять, как он работает (можно посмотреть работу заводского станка), принцип такой же.
Основные составляющие станка:
- Плита;
- Столешница;
- Пресс;
- Вибромеханизм.
Перед началом изготовления важно сделать чертежи деталей. В интернете можно найти несколько вариантов станка. Выбирать стоит по наличию комплектующих.
Есть варианты более простых вибропрессов, а есть посложнее и помощнее. Для расчета размеров станка нужно определиться с размером плитки и количеством матриц. Нет смысла создавать устройство для одной формы.

Преимущества вибропрессованной плитки
MadbotУчастник FORUMHOUSE
Хочу положить брусчатку под стоянку. Перечитал кучу сайтов и тем. Так и не понял для себя:
- Вибролитая все-таки менее прочная, чем вибропрессованая?
- Есть ли у вибролитой какие-то эксплуатационные преимущества? Или только более яркие цвета?
- Строители говорят, что с вибролитой проще смывать грязь тем же керхером, плюс, мол, много лет у них уже такая лежит и ничего. Но я же вижу, что в городе она часто расколота (хотя и вибропрессованая тоже). В принципе, не сказал бы, что однозначно хочу «глянцевую» поверхность, поэтому, может остановиться на вибропрессованой и не париться? Но для себя хочу разобраться, может, есть у вибролитой какие-то плюсы (помимо внешнего вида, который кому-то нравится).

Елена Маслова
1) Вибролитая плитка является менее прочной и плотной, чем вибропрессованная, потому что:
- А) в ней нет щебня (основного компонента, отвечающего за прочность и долговечность бетона изделия).
- Б) при ее производстве требуется высокое содержание воды, которая при затвердевании бетонной смеси испаряется и оставляет за собой крупные поры и сообщающиеся капилляры. В период зимней эксплуатации они насыщаются водой атмосферных осадков и солевыми реагентами, вода при замерзании расширяется в объеме и бетон разрушается. В случае вибропрессования образующиеся поры в бетоне являются разрозненными и закрытыми, вода проникнуть в них извне не может.
- В) при технологии вибролитья бетон изделия уплотняется под действием вибрации, при технологии вибропрессования уплотнение происходит одновременно под действием и вибрации и давления пуансона, плотность бетона свежеотформованного изделия существенно выше.
– 2) Только яркие цвета. В общем считается, что вибролитая тротуарная плитка более привлекательна для покупателя за счет многообразия форм и расцветок в полном прокрасе. При предельно допустимой дозировке красителя цветная вибролитая плитка получается более тусклой вследствие высокого водо-цементного отношения при производстве. Поэтому производители добавляют больше пигмента для достижения более ярких и сочных оттенков.
Однако мало кто знает, что высокие дозировки красящего пигмента отрицательно сказываются на прочности готового изделия.
Кроме того, в технологии вибропрессования стал применяться высококачественный гранулированный пигмент, который обладает высокой светостойкостью, абсолютно не выгорает, может использоваться в низких дозировках, при этом получается яркий, красивый продукт.
– 3) Безусловно, с гладкой поверхности грязь смывается гораздо лучше, но керхером можно прекрасно отмыть грязь и с поверхности вибропрессованной плитки. Расколотую вибропрессованную плитку на городских общественных пространствах действительно можно встретить. Связано это с тем, что существует два способа производства вибропрессованной плитки – однослойное прессование и двухслойное. При однослойном способе основные компоненты бетонной смеси – цемент и песок, при двухслойном – основной слой – цемент, песок и щебень, лицевой слой – цемент и песок. Основной слой бетона отвечает за прочность и долговечность всей конструкции, а лицевой слой – за эстетический внешний вид и износостойкость. Это две разные по смыслу конструкции, которые только в единой целостности обеспечивают все предъявляемые требования к бетону.
Двухслойная плитка является более плотной, прочной и морозостойкой, чем однослойная, и тем более чем вибролитая. Обычно однослойная плитка может крошиться в случае несоблюдения технологии производства, однако, бывают и случаи, что лицевой слой двухслойной вибропрессованной плитки может отлетать в процессе эксплуатации. Причина – нарушение технологии изготовления: неправильно подобранная влажность лицевого и основного слоев бетона. Но это редкость, как правило, технология двухслойного вибропрессования предусматривает полную автоматизацию процесса и влияние человеческого фактора в этом случае сводится к минимуму.
Изготовление стола
Стол станка – это металлическая рама с приваренными ножками. Размеры подбираются в соответствии с предполагаемой мощностью конструкции.

Ориентировочные размеры:
- 50 на 70 сантиметров или 70 на 100 сантиметров.
- Высота ножек механизма должна соответствовать росту человека, который будет на нем работать.
- Для изготовления ножек можно использовать стальной уголок шириной 10 сантиметров, десятисантиметровую трубу или десятый швеллер.
- Нагрузка на ножки будет большой, поэтому их надо усилить косынками (стальные прямоугольники, привариваемые к ножке и станине).
Если станок не будет менять свое местоположение, то ножки рекомендуется залить бетоном.
Бизнес-план
Производство резиновой плитки из крошки – дело не очень затратное. Чтобы создать небольшой завод, понадобится приблизительно 1 200 000 руб.
Для обеспечения производственного процесса необходимы:
- территория площадью приблизительно 120-130 м2 под цех и склады для хранения сырья и готовой продукции;
- 3-4 рабочих для одной смены;
- бухгалтер и менеджер.
1 м2 плитки можно продать за 1700 руб., а 100 плиток сбыть оптом за 62 000 руб.
Рентабельность такого производства достаточно высока – в районе 20-40%, и если за день производить до 35 м2 продукции, то понесенные затраты окупятся уже через 4-6 месяцев.
За это время можно получить выручку от продаж около 7,5 млн. руб. (35·1700·21дн.·6 мес. = 7 497 тыс. руб.).
Ежемесячный:
- Доход 35·1700·21дн. = 1 249,5 тыс. руб.
- Расход 920 тыс. руб.
- Прибыль 1249,5-920 = 329,5
Рентабельность составит:
329,51249,5∙100%= 26,4%
Постепенно развивая бизнес, повышая производительность, можно достичь и более высокого показателя.
Изготовление рамы
Подготовленные заготовки для рамы сваривают с помощью электросварки. Сварные швы зачищаются с помощью УШМ, затем вся заготовка окрашивается. Красить желательно в целях предотвращения появления ржавчины: цементно-песочная смесь разводится водой.
Рама должна быть без плоскостных смещений.
Изготовление столешницы
Этот элемент пресса нужно сделать с большой прочностью потому, что он будет испытывать большие нагрузки.
- Размеры стола должны совпадать со столешницей.
- Каркас выполняется из швеллера № 10 или уголка 7см на 7см.
- Заготовки нарезаются, торцуются и свариваются.
- Во время сваривания деталей необходимо следить за их ровностью – в процессе сваривания металлоконструкции могут изгибаться.

Затем вырезается прямоугольник из листа стали толщиной 10 мм, потом накладывается на приготовленную рамку и приваривается. Верхом столешницы служит лист.
Станок для вибролитья
Такой станок представляет собой ровный металлический стол, прочно закрепленный на металлической пружинной подвеске. Вибрацию обеспечивает электропривод, мощность которого должна быть прямо пропорциональна размеру стола и, как следствие, количеству одновременно обрабатываемых форм для бетонной смеси.
Вибростол для вибролитья
Небольшой компактный станок может вполне вольготно разместиться в обыкновенном гараже, и за один рабочий день выдать около 1000 штук готовых изделий, чего хватит, в среднем, на покрытие тротуара площадью 20 квадратных метров.
Необязательно покупать тротуарную плитку, можно сделать ее самому. Изготовление плитки тротуарной — технологический процесс от начала до конца.
Подробная инструкция укладки тротуарной плитки на песок описана тут.
Рецептура изготовления бетонной тротуарной плитки подробно описана в этой теме.
Крепление столешницы на столе
Одним из способов крепления столешницы является установка ее на пружины. Достаточно установить шесть пружин длиной около 12 см и диаметром 6 см, имеющих большую жесткость.
Для пружин из трубы вырезают стаканы. Диаметры трубы и пружины должны совпадать. Пружина плотно должна сидеть в стакане на одну третью своей длины. Стаканы приваривают к столу и к столешнице, точно разметив точки их расположения.

Электродвигатель вибропресса
Для функционирования самодельного вибропресса необходим электромотор. Двигатель стоит подбирать мощнее. Рекомендуется использовать ВИ99/E. Можно использовать любой электродвигатель, соединив его посредством ремня с эксцентриком.
В зависимости от типа, двигатель крепят снизу на столешнице или на рабочем столе. Крепится электромотор с помощью болтов. Чтобы от вибрации гайки не раскручивались, используются граверные шайбы.

Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Изготовления пресса
Качество тротуарной плитки зависит не только от вибрации, но и от величины сжатия. Сконструировать гидропресс своими руками не получится (можно приспособить домкрат).
Проще использовать для сжатия раствора физическую силу человека. Деталь (пуансон) изготовить совсем несложно.

К столу (короткая сторона) достаточно приварить кронштейн с осью. Из профиля изготавливается рычаг, на одном конце которого находится втулка, на другом ручка. Рычаг не должен быть слишком длинным. Он крепится к пуансону. На рукоятке располагается пульт включения/выключения электродвигателя.
Пластиковая/полимерпесчаная
При серийном производстве пластиковых фигурных элементов мощения вместо цемента используется первичный/вторичный полимер. Основным отличием является температурная обработка сырья на среднем этапе производства тротуарной плитки. Вся технологическая цепочка имеет вид:
- смешивание в бетоносмесителе агломерата, пигмента, песка фракции 3 – 5 мм;
- плавление в экструдере получившейся смеси;
- прессование элементов ФЭМ в формах.
При нагревании пластик равномерно распределяется между частичками песка, создавая экструзию одинаковой плотности без воздушных пузырьков и сторонних примесей. Требуется меньшее усилие пресса при формировании готового изделия. Плитку не нужно пропаривать и сушить, после остывания она становится жесткой.
Все операции легко автоматизируются, поэтому оборудование выпускается в виде поточных линий, мини-заводов. Вспомогательное оборудование и бетоносмесители для полимерпесчаных ФЭМ аналогичны ранее рассмотренным вариантам из предыдущих технологий.
Дополнительно используется плавильно-нагревательный аппарат АПН – экструдер, являющийся двухкаскадным гранулятором.

Производство безотходное, сырьем часто служит пластиковая б/у упаковка. Поэтому кроме указанного оборудования могут использоваться следующие машины/механизмы:
- дробилка полимерного вторсырья;
- дробилка барабанная для брака ФЭМ;
- машина пескосушильная;
- охлаждающее оборудование.
Прессформы отличаются съемными пуансонами, наличием системы охлаждения, выталкивающего элемента, ресурсом от 5 000 000 изделий.
Как работает вибропресс
Перед началом работы на самодельном вибропрессе, нужно правильно приготовить цементно-песочную смесь.
Смесь состоит:
- Цемент марки М 500;
- Щебень (фракция 5-10);
- Песок (фракция 2,5);
- Добавки и красители;
- Вода.

Чтобы сделать плитку высокого качества, смесь должна быть жесткой. Плитка должна иметь пониженное впитывание влаги и повышенную морозостойкость.

Проверить приготовленную смесь можно с помощью усеченного конуса, опустив его в раствор. Смесь считается качественной, если стальной конус вошел в смесь на 50 мм.
- Перед заполнением цементно-песочной смесью матрицы должны смазываться маслом.
- Делается это, чтобы цемент не адгезировался на стенках матрицы.
- Затем цементную смесь распределяют по формам.
- Матрица должна совпадать с пуансоном. Нажимая на рычаг, ненадолго включают электромотор.
- После этого заготовка вынимается из матрицы и раскладывается на сушку.
При большом желании, минимальном наборе инструмента и материала, изготовить вибропресс самостоятельно – вполне выполнимая задача.
Гиперпрессование
Для обеспечения одинаковой прочности ФЭМ по толщине создана технология гиперпрессования. В ней используется два пресса, один давит на пуансон сверху, второй толкает матрицу снизу. Вибратор в данном случае становится лишним, поэтому его исключают из конструкции пресса.
Либо применяется пресс одностороннего действия с высоким усилием сжатия. Этот вариант используется только для ФЭМ малой толщины 4 – 6 см.
Для обеспечения широкого ассортимента брусчатки – гладкая, шершавая, фактурная, серая, цветная, светящаяся могут использоваться гиперпрессы различной конструкции:
- встречное прессование двухстороннее симметричное – шероховатая лицевая поверхность, высокая плотность изделия, окрашивание в массе или только верхнего слоя;
- прессование встречное двухстороннее асимметричное – «плавающий стол»;

- симметричное двухстороннее встречное прессование с вибрацией – гладкая лицевая поверхность, послойное окрашивание, в том числе, люминесцентными, флюоресцентными составами;
- одностороннее прессование нижним цилиндром – высокая точность геометрии, безоблойное производство, максимально возможная производительность;
- одностороннее прессование с фильтрацией – выпуск тротуарной плитки сложной конфигурации, большого размера, малой толщины.

Данный бизнес по умолчанию является высокорентабельным, так как вместо песка наполнителем бетона является отсев, составляющий 85% по массе. На многих производствах отсев является отходами, что позволяет снизить себестоимость. Кроме цемента необходим пигмент для цветной плитки или специальная краска для светящихся элементов мощения.
Для автоматических линий гравитационные бетономешалки не подходят. Вместо них используются бетоносмесители принудительного действия.
В них неподвижным остается барабан, а вращаются лопасти внутри него. Качество смеси выше, чем в гравитационных мешалках, но расход электроэнергии заметно больше, что увеличивает себестоимость производства.

Для мини-заводов становится актуальным дополнительное оборудование следующих типов:
- магазинные подающие устройства для паллет/поддонов;
- штаббеллеры поддонов вертикального типа;
- гидросхваты перекладочые;
- расштаббеллеры поддонов;

- цементный силос;
- автоматический упаковщик поддонов.

На промежуточных этапах используется оборудование для удаления облоя, переворачивания ФЭМ, упаковочные рольганги, силовые шкафы, гидравлические станции, конвейеры, стеллажи, синхронизаторы, частотные преобразователи.