Состав и назначение формовочных и стержневых смесей
Формовочные смеси применяют для изготовления форм, а стержневые смеси — для изготовления стержней. Они состоят кварцевого песка, огнеупорной глины и различных добавок.
Свойства формовочных материалов, применяемых для изготовления смесей, играют большую роль в получении качественной отливки. А состав (стержневых и формовочных) смесей и предъявляемые к ним требования в отношении пластичности, газопроницаемости, прочности, податливости и противопригарности зависят от веса отливок и состава заливаемости металла.
Основными материалами для изготовления формовочных смесей являются бывшая в употреблении формовочная смесь (горелая или оборотная) и свежие материалы, которые служат только для замены песчаных зерен, превратившихся в пыль, и для восполнения связующей способности глины.
Формовочные смеси по способу применения подразделяются на облицовочные, наполнительные и единые. Лицевой слой формы, непосредственно соприкасающийся с жидким металлом, делают из смеси большой прочности и приготовляют более тщательно. Такая смесь называется облицовочной
.Её составляют с использованием 30-50 % материалов. Остальную часть формы делают из другой смеси менее высококачественной и более дешевой. Эта смесь называется
наполнительной
. Она состоит из, оборотной смеси с добавкой 1-3 % песка для восстановления газопроницаемости глины и для повышения прочности. При массовом производстве Формы обычно изготовляют из однородной смеси, называемой единой. Она состоит из 90-95 % обратной смеси с добавкой песка и глины для её освежения.
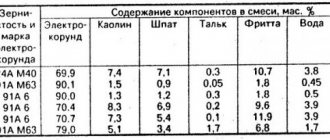
Составы формовочной смеси различны для форм, подвергаемых перед заливкой сушке, и для форм, заливаемых всырую (табл.1). При изготовлении формы с последующей их сушкой применяют формовочные смеси с 10 — 20 % глины. Для формовки всырую применяют формовочные смеси, содержащие от 2 до 10 % глины.
Таблица 1 — Соотношение исходных материалов в формовочных смесях
| Вид литья | Состав и вес, % | |||
| оборотная смесь | свежие материалы: песок и глина | каменный уголь | мазут | |
| для литья всырую | ||||
| Чугунное | 75-90 | Остальное | 2-3 | — |
| Стальное | 50-75 | -«- | — | — |
| Бронзовое | -«- | — | 1-1,5 | |
| Латунное | 60-80 | -«- | — | -«- |
| Алюминиевое | -«- | — | — | |
| для литья в сухую | ||||
| Чугунное | 40-60 | Остальное | — | — |
| Стальное | 50-75 | -«- | — | — |
| Бронзовое | 60-70 | -«- | — | — |
Основой составляющей формовочной смеси является кварцевый песок, в котором содержание кремнезема для стального литья должно быть не менее 97%, для чугунного — 90-95% и цветного- 80-90%. В зависимости от содержания кремнезема, глинистой составляющей и вредных примесей все пески делятся на к в а р ц е в ы е (К)г л и н и с т ы е . К кварцевым пескам откосятся пески, содержащие не менее 90-97 % SiO2 и не более 2 % глинистой составляющей (ГОСТ 2138-56).Пески, содержащие глинистых веществ до 50 %, относятся к глинистым. Глинистые пески делятся на несколько классов: тощие Т (от 2 до10% глины), полужирные П ( от 10 до 20 % глины), жирные Ж ( от 20 до 30 % глины), очень жирные ОЖ ( от 30 до 50 % глины).
В зависимости от величины и формы зерен кварца пески делятся на несколько групп. Например, средний песок, относящийся по ГОСТ 2138-56 группе 02, состоит из зерен величиной 0,315; 0,2 и 0,16 мм. Для форм стального литья применяются кварцевые средние и мелкие пески К02А, К016А. Для чугунного и цветного литья —
— полужирные пески П02А, П01бА. Размеры зерен 0,3150,2 и 0,16 им.
К категории глин относятся пески, содержащие свыше 50 % глинистой составляющей. Они представляют собой породы, состоящие из тонкодисперсных частиц водных алюмосиликатов.
Огнеупорные глины придают формовочным смесям пластичность во влажном состоянии и повышенную прочность и газопроницаемость в сухом виде.
Стержневые смеси состоят в основном из кварцевого песка с минимальным содержанием глинистых составляющих и связующих материалов.
Стержни во время заливки формы металлом находятся в менее благоприятных условиях, чем форма. В большинстве случаев стержни почти со всех сторон (за исключением знаков) окружены расплавленным металлом. Поэтому материал стержней должен обладать большей, чем материал формы, газопроницаемостью, прочностью, податливостыо, противопригарностью. Кроме того, стержни должны обладать, возможно, меньшей газотворностью, не должны быть гигроскопичными и легко выбиваться из затвердевшей отливки.

По составу стержневые смеси разделяют на песчано-глинистые и песчано-масляные. Песчано — глинистые смеси, содержащие 96-97 % кварцевого песка и 3-4 % глины, применяют в основном при изготовлении крупных стержней на каркасах. Песчано-масляные состоят ив кварцевого песка (100 %) с добавкой (1,5-3 % от общего веса) связующих веществ ( крепителей) (табл.2).
Таблица 2 — Соотношение исходных материалов в стержневых смесях
| Состав в вес. % | Связующие материалы в % к весу зерновой части смеси | |
| Кварцевый песок | Глина | |
| Для чугунного литья | ||
| — | Растительное масло, олифа 0,8-1,6 | |
| Рематол 4 ГУ 2-4 | ||
| 96-97 | 3-4 | Торфяной или древесный пек |
| Для стального литья | ||
| — | Рематол 1,2-3 | |
| Рематол 4 ГУ 1,5-3 | ||
| 96-97 | 3-4 | Торфяной или древесный пек |
В формовочные и стержневые смеси для увеличения газопроницаемости и пластичности добавляют опилки, каменноугольную пыль и другие добавки. В качестве связующих материалов используют олифу, растительные масла, древесный или торфяной пек, барду сульфитного щелока. Эти вещества повышают прочность формовочных и стержневых смесей.
В последние годы широко начали применяться быстротвердеющие смеси с добавкой жидкого стекла (табл.3). Формы и стержни из быстротвердещих смесей с жидким стеклом обеспечивают резкое улучшение качества поверхности отливок и устранение пригара.
В зависимости от требований, предъявляемых к формовочным смесям, для их изготовления используют различные марки жидкого стекла ( ГОСТ 8264-56).Жидкое стекло марки А применяется, если смесь должна сохранять длительное время свои пластические свойства; марки В — когда необходимо быстрое затвердевание смеси. Во всех остальных случаях применяется жидкое стекло марки Б.
Таблица 3 — Соотношение исходных материалов в быстротвердеющих смесях
| Номер смеси | Состав в вес. % | ||||
| Кварцевый песок | Отработанная смесь | Формовочная глина | Едкий натр | Жидкое стекло | Мазут |
| 95-97 | — | 3-5 | 0,5-1,5 4,5-6,0 | 0,5 | |
| 50-70 | 30-50 | — | |||
| — | — |
Для средних по весу отливок используют сухой мелкозернистый кварцевый песок марок КО16А, КО16Б, КО1А, а для мелких отливок — среднезернистый марки K025А (ГОСТ 2138- 56).
Формовочная глина (ГОСТ 3226-65) сушится, дробится, размалывается и просеиваемся через сито с ячейками 0,5-1мм. Отработанную смесь вводят для повышения прочности быстротвердеющей смеси во влажном состоянии,
Едкий натр (10-20 % -ный растворNaO2) повышает прочность смеси в сухом состоянии и сохраняет пластические свойства смесей в течение длительного времени.
Для облегчения выбивки стержней из отливок в состав смеси вводится до- 3 % боксита, размолотого до 0,5-1,0 мм. Чтобы уменьшить прилипаемостъ смеси к моделям и стержневым ящикам ,в состав ее добавляют до 0,5 % мазута.
При приготовлении быстротвердеющих смесей в бегуны загружают сначала песок, затем отработанную смесь, размолотую глину и боксит. Сухие материалы перемешивают в течение 2 мин, после чего последовательно вводят едкий натр, жидкое стекло и мазут. Продолжительность контролируется по достижению заданной прочности смеси во влажном состоянии. Чем продолжительнее перемешивание, тем выше прочность во влажном состоянии и ниже прочность смеси после затвердевания. Избыточная продолжительность перемешивания может вызвать полную потерю смесью пластических свойств.
При формовке модели, модельные плиты, модели литниковой системы, выпоров и прибылей протирают керосином.
Готовую форму продувают углекислым газом С02.Углекислый газ, взаимодействуя с жидким стеклом, образует пленки геля кремниевой кислоты, которые способствуют упрочнению смесей.
Если форма изготовлена из смеси 3 (табл.З), то ее продувают СО2 до удаления модели из формы. Подвод углекислого газа осуществляется через отверстия диаметром 2-3 мм в пустотелой модели. Длительность продувки 15-20 сек. Если форма изготовлена из смеси 1 или 2, то ее продувают СО2 после удаления модели из формы.
Формовочные смеси применяют для изготовления форм, а стержневые смеси — для изготовления стержней. Они состоят кварцевого песка, огнеупорной глины и различных добавок.
Свойства формовочных материалов, применяемых для изготовления смесей, играют большую роль в получении качественной отливки. А состав (стержневых и формовочных) смесей и предъявляемые к ним требования в отношении пластичности, газопроницаемости, прочности, податливости и противопригарности зависят от веса отливок и состава заливаемости металла.
Основными материалами для изготовления формовочных смесей являются бывшая в употреблении формовочная смесь (горелая или оборотная) и свежие материалы, которые служат только для замены песчаных зерен, превратившихся в пыль, и для восполнения связующей способности глины.
Формовочные смеси по способу применения подразделяются на облицовочные, наполнительные и единые. Лицевой слой формы, непосредственно соприкасающийся с жидким металлом, делают из смеси большой прочности и приготовляют более тщательно. Такая смесь называется облицовочной
.Её составляют с использованием 30-50 % материалов. Остальную часть формы делают из другой смеси менее высококачественной и более дешевой. Эта смесь называется
наполнительной
. Она состоит из, оборотной смеси с добавкой 1-3 % песка для восстановления газопроницаемости глины и для повышения прочности. При массовом производстве Формы обычно изготовляют из однородной смеси, называемой единой. Она состоит из 90-95 % обратной смеси с добавкой песка и глины для её освежения.
Составы формовочной смеси различны для форм, подвергаемых перед заливкой сушке, и для форм, заливаемых всырую (табл.1). При изготовлении формы с последующей их сушкой применяют формовочные смеси с 10 — 20 % глины. Для формовки всырую применяют формовочные смеси, содержащие от 2 до 10 % глины.
Таблица 1 — Соотношение исходных материалов в формовочных смесях
| Вид литья | Состав и вес, % | |||
| оборотная смесь | свежие материалы: песок и глина | каменный уголь | мазут | |
| для литья всырую | ||||
| Чугунное | 75-90 | Остальное | 2-3 | — |
| Стальное | 50-75 | -«- | — | — |
| Бронзовое | -«- | — | 1-1,5 | |
| Латунное | 60-80 | -«- | — | -«- |
| Алюминиевое | -«- | — | — | |
| для литья в сухую | ||||
| Чугунное | 40-60 | Остальное | — | — |
| Стальное | 50-75 | -«- | — | — |
| Бронзовое | 60-70 | -«- | — | — |
Основой составляющей формовочной смеси является кварцевый песок, в котором содержание кремнезема для стального литья должно быть не менее 97%, для чугунного — 90-95% и цветного- 80-90%. В зависимости от содержания кремнезема, глинистой составляющей и вредных примесей все пески делятся на к в а р ц е в ы е (К)г л и н и с т ы е . К кварцевым пескам откосятся пески, содержащие не менее 90-97 % SiO2 и не более 2 % глинистой составляющей (ГОСТ 2138-56).Пески, содержащие глинистых веществ до 50 %, относятся к глинистым. Глинистые пески делятся на несколько классов: тощие Т (от 2 до10% глины), полужирные П ( от 10 до 20 % глины), жирные Ж ( от 20 до 30 % глины), очень жирные ОЖ ( от 30 до 50 % глины).
В зависимости от величины и формы зерен кварца пески делятся на несколько групп. Например, средний песок, относящийся по ГОСТ 2138-56 группе 02, состоит из зерен величиной 0,315; 0,2 и 0,16 мм. Для форм стального литья применяются кварцевые средние и мелкие пески К02А, К016А. Для чугунного и цветного литья —
— полужирные пески П02А, П01бА. Размеры зерен 0,3150,2 и 0,16 им.
К категории глин относятся пески, содержащие свыше 50 % глинистой составляющей. Они представляют собой породы, состоящие из тонкодисперсных частиц водных алюмосиликатов.
Огнеупорные глины придают формовочным смесям пластичность во влажном состоянии и повышенную прочность и газопроницаемость в сухом виде.
Стержневые смеси состоят в основном из кварцевого песка с минимальным содержанием глинистых составляющих и связующих материалов.
Стержни во время заливки формы металлом находятся в менее благоприятных условиях, чем форма. В большинстве случаев стержни почти со всех сторон (за исключением знаков) окружены расплавленным металлом. Поэтому материал стержней должен обладать большей, чем материал формы, газопроницаемостью, прочностью, податливостыо, противопригарностью. Кроме того, стержни должны обладать, возможно, меньшей газотворностью, не должны быть гигроскопичными и легко выбиваться из затвердевшей отливки.
По составу стержневые смеси разделяют на песчано-глинистые и песчано-масляные. Песчано — глинистые смеси, содержащие 96-97 % кварцевого песка и 3-4 % глины, применяют в основном при изготовлении крупных стержней на каркасах. Песчано-масляные состоят ив кварцевого песка (100 %) с добавкой (1,5-3 % от общего веса) связующих веществ ( крепителей) (табл.2).
Таблица 2 — Соотношение исходных материалов в стержневых смесях
| Состав в вес. % | Связующие материалы в % к весу зерновой части смеси | |
| Кварцевый песок | Глина | |
| Для чугунного литья | ||
| — | Растительное масло, олифа 0,8-1,6 | |
| Рематол 4 ГУ 2-4 | ||
| 96-97 | 3-4 | Торфяной или древесный пек |
| Для стального литья | ||
| — | Рематол 1,2-3 | |
| Рематол 4 ГУ 1,5-3 | ||
| 96-97 | 3-4 | Торфяной или древесный пек |
В формовочные и стержневые смеси для увеличения газопроницаемости и пластичности добавляют опилки, каменноугольную пыль и другие добавки. В качестве связующих материалов используют олифу, растительные масла, древесный или торфяной пек, барду сульфитного щелока. Эти вещества повышают прочность формовочных и стержневых смесей.
В последние годы широко начали применяться быстротвердеющие смеси с добавкой жидкого стекла (табл.3). Формы и стержни из быстротвердещих смесей с жидким стеклом обеспечивают резкое улучшение качества поверхности отливок и устранение пригара.
В зависимости от требований, предъявляемых к формовочным смесям, для их изготовления используют различные марки жидкого стекла ( ГОСТ 8264-56).Жидкое стекло марки А применяется, если смесь должна сохранять длительное время свои пластические свойства; марки В — когда необходимо быстрое затвердевание смеси. Во всех остальных случаях применяется жидкое стекло марки Б.
Таблица 3 — Соотношение исходных материалов в быстротвердеющих смесях
| Номер смеси | Состав в вес. % | ||||
| Кварцевый песок | Отработанная смесь | Формовочная глина | Едкий натр | Жидкое стекло | Мазут |
| 95-97 | — | 3-5 | 0,5-1,5 4,5-6,0 | 0,5 | |
| 50-70 | 30-50 | — | |||
| — | — |
Для средних по весу отливок используют сухой мелкозернистый кварцевый песок марок КО16А, КО16Б, КО1А, а для мелких отливок — среднезернистый марки K025А (ГОСТ 2138- 56).
Формовочная глина (ГОСТ 3226-65) сушится, дробится, размалывается и просеиваемся через сито с ячейками 0,5-1мм. Отработанную смесь вводят для повышения прочности быстротвердеющей смеси во влажном состоянии,
Едкий натр (10-20 % -ный растворNaO2) повышает прочность смеси в сухом состоянии и сохраняет пластические свойства смесей в течение длительного времени.
Для облегчения выбивки стержней из отливок в состав смеси вводится до- 3 % боксита, размолотого до 0,5-1,0 мм. Чтобы уменьшить прилипаемостъ смеси к моделям и стержневым ящикам ,в состав ее добавляют до 0,5 % мазута.
При приготовлении быстротвердеющих смесей в бегуны загружают сначала песок, затем отработанную смесь, размолотую глину и боксит. Сухие материалы перемешивают в течение 2 мин, после чего последовательно вводят едкий натр, жидкое стекло и мазут. Продолжительность контролируется по достижению заданной прочности смеси во влажном состоянии. Чем продолжительнее перемешивание, тем выше прочность во влажном состоянии и ниже прочность смеси после затвердевания. Избыточная продолжительность перемешивания может вызвать полную потерю смесью пластических свойств.
При формовке модели, модельные плиты, модели литниковой системы, выпоров и прибылей протирают керосином.
Готовую форму продувают углекислым газом С02.Углекислый газ, взаимодействуя с жидким стеклом, образует пленки геля кремниевой кислоты, которые способствуют упрочнению смесей.
Если форма изготовлена из смеси 3 (табл.З), то ее продувают СО2 до удаления модели из формы. Подвод углекислого газа осуществляется через отверстия диаметром 2-3 мм в пустотелой модели. Длительность продувки 15-20 сек. Если форма изготовлена из смеси 1 или 2, то ее продувают СО2 после удаления модели из формы.
Разновидности сплавов
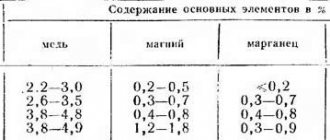
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Читать также: Сип провод таблица мощности
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Литье в домашних условиях
Для самостоятельной отливки изделий из бронзы, находясь в домашних условиях, необходимо обеспечить подходящие условия. Самые важные момент — эффективная вентиляция в помещении и надежные средства пожарной безопасности. В том случае, если вам нужно сделать небольшие бронзовые изделия, то работу можно выполнить в небольшом помещении. Для габаритных же конструкций лучше воспользоваться гаражом или цехом. Стоит отметить, что напольное покрытие в рабочем помещении обязательно должно быть сделано из какого-нибудь негорючего материала.
Для того чтобы расплавить бронзу, невозможно обойтись без специальной муфельной печи. Будет отлично, если оборудование будет иметь встроенный регулятор температурных показателей нагрева. В том случае, если у вас нет возможности воспользоваться такой печью, то в домашних условиях можно применять обыкновенный горн.
Помимо печи, которая может расплавить металлический сплав, для отливки бронзовых изделий понадобятся:
- Тигель — чугунная или стальная емкость с носиком (для разливки материала в формы и плавления);
- Специальные щипцы, которыми тигель будет извлекаться из муфельной печи;
- Крючок;
- Форма для отливки;
- Уголь из древесины, который будет выполнять функции топлива (при использовании горна для плавления).
Итак, процедура отливки производится по следующей схеме:
- Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.
- Тигель помещается в печь и нагревается до необходимых температурных показателей.
- После расплавления металлического сплава в тигеле его еще в течение четырех-пяти минут прогревают в печи. Это нужно для той цели, чтобы материал стал максимально текучим и заполнил всю отливочную форму.
- Тигель, в котором находится расплавленный металлический сплав, извлекается из печки с помощью щипцов и крючка.
- Металл в жидком состоянии посредством специального отверстия отливается в форму. При исполнении этой процедуры необходимо контролировать, чтобы струя не была прерывистой и слишком тонкой.
Отливочную форму нужно заранее правильно подготовить, как следует прокалив ее внутри печи. Для этого печь нужно довести до температуры в 600 градусов и лишь после этого следует помещать в нее форму. Далее температурные показатели необходимо увеличить до 900 градусов и подержать в печи форму в течение двух-четырех часов. Чем больше размеры формы, тем дольше ее нужно держать в нагретой печи.
Особенности заливки
В том случае, если расплавленный металлический сплав отливается в крупную форму, то его массы хватит для вытеснения накопившегося воздуха. Если же для отливки применяются маленькие формочки, то следует прибегнуть к специальным технологическим методам.
Формы в этом случае помещаются в центрифуги, которые функционируют от электрического или же ручного привода. В процессе вращения формируется центробежная энергия, обеспечивающая равномерное распределение металлического сплава по внутренней поверхности формы. Однако эта технология эффективна лишь в той ситуации, если металлический сплав еще жидкий, а не застывший.
После завершения отливки и остывания материала изделие извлекают с помощью обыкновенных приспособлений (щипцы и крюк). Необходимо запомнить, что поверхность недавно извлеченных конструкций не может похвастаться высоким уровнем качества, потому их нужно подвергнуть специальной механической обработке.
Изготовление отливочных форм
На уровень качества получаемых изделий влияет и правильность формы для литья, которая позволяет наделить изделие необходимыми геометрическими параметрами и конфигурацией. Для создания форм зачастую применяют специальный инструмент — опоку. Опока, размеры которой должны быть приблизительно в полтора раза больше габаритов готовой конструкции, включает в свой состав нижний ящик и верхнюю рамку.
Части приспособления могут быть соединены друг с другом с помощью боковых фиксаторов.
Состав стандартной смеси для формовки включает:
- Глину;
- Мелкофракционный песок;
- Каменную пыль.
При смешивании этих составляющих получается однородная смесь. Чтобы сделать форму, вам также не обойтись без модели из древесины или иного достаточно мягкого материала.
Изготовление самой формовочной конструкции исполняют следующим образом.
- Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.
- В приготовленный состав укладывают модель, которую нужно заблаговременно покрыть порошковым графитом или тальком.
- К нижней части опоки прикрепляется верхняя рама, после чего она засыпается формовочным раствором. Перед тем как производить засыпку, нужно сделать отверстие для будущего литника. Для этого можно воспользоваться специальной конической пробкой.
- После того как формовочная смесь будет утрамбована, форму необходимо разделить надвое. Для этого можно воспользоваться любым острым приспособлением.
- Финальная стадия предполагает устранение дефектов и выравнивание неровностей.
Сделанную форму нужно просушить, лишь после этого ее можно использовать.