| Место | Наименование | Характеристика в рейтинге |
| ТОП-10 лучших марок сварочной проволоки |
| 1 | ESAB | Самые современные методики производства расходников для сварки |
| 2 | MONOLITH | Лучший выбор покупателя |
| 3 | Сварог | Безупречное качество расходников |
| 4 | GRAPHITE | Широкая представленность на российском рынке |
| 5 | Brima | Самая надежная сварная проволока |
| 6 | ASKAYNAK | Лучшее сочетание цены и качества |
| 7 | Кратон | Стабильно высокое качество. Оптимальная фасовка расходников |
| 8 | WELDO | Стабильное качество сварного шва |
| 9 | ELITECH | Самая широкая сеть представителей в российских регионах |
| 10 | БАРС | Лучшая цена |
Качество сварки полуавтоматом во многом зависит не только от мастерства исполнителя. Многое определяет фирма-производитель сварочной проволоки, поставляющая расходные материалы, диаметр проволоки и характеристики аппарата. Как правило, опытные мастера отдают предпочтение какому-то одному изготовителю, чья продукция гарантирует высокое качество шва.
В нашем обзоре представлены лучшие фирмы, выпускающие омедненную или порошковую проволоку для сварочных полуавтоматов различного диаметра. В рейтинге места были распределены на основании не только характеристик выпускаемой продукции – учитывались такие параметры, как стоимость и доступность в продаже. Также влияние оказали отзывы пользователей, отдающих обоснованные предпочтения одному из участников.
По каким критериям выбирать
При покупке присадочного материала учитывают следующие характеристики:
- Назначение. На упаковке указывается, в каких условиях используется та или иная марка. Если состав проволоки не соответствует типам свариваемых металлов, шов получается непрочным.
- Диаметр. Этот параметр выбирают в соответствии с толщиной соединяемых заготовок.
- Количество в упаковке. Изделие продается в мотках по 1, 5 или 15 кг. Последний вариант предназначен для применения в промышленных условиях.
- Температура плавления. Она должна быть ниже таковой у соединяемых деталей.
- Отсутствие внешних дефектов. На поверхности не должно иметься следов коррозии, краски, масла.
Рекомендуем к прочтению Как пользоваться сварочным карандашом
Маркировки проволоки для полуавтоматических аппаратов
Присадочный материал относится к категории промышленной продукции, технические характеристики которой регулируются ГОСТом. Принятый в 1973 г. стандарт используется и сейчас. Маркировка содержит основные сведения об изделии.
Ее компоненты можно расшифровать на примере проволоки СВ08Г2С:
- Первые 2 буквы обозначают назначение продукта. СВ – материал для сварочных работ.
- Следующие 2 символа свидетельствуют о концентрации углерода. В рассматриваемом случае она не превышает 0,08%.
- Расположенные далее буква и цифра отображают содержание марганца (2%).
- Последний символ свидетельствует о присутствии в составе кремния. Если число после буквы отсутствует, содержание элемента не превышает 1%. Если в маркировке присутствует O, изделие является омедненным.
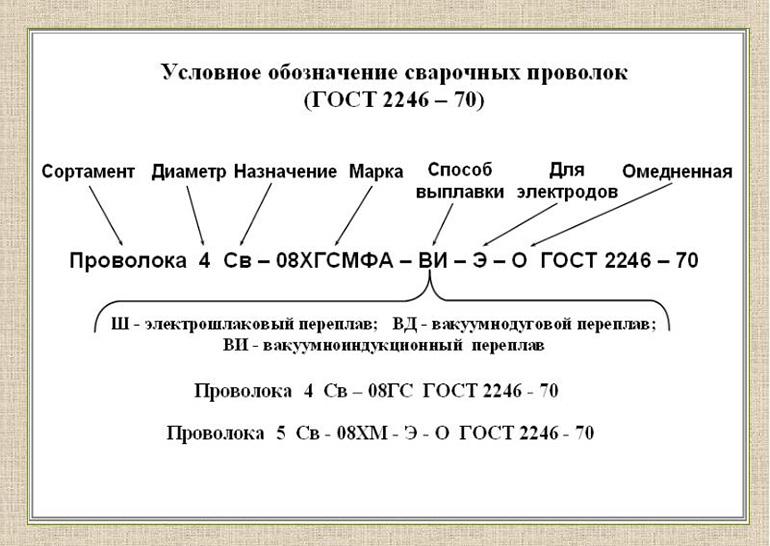
Общее количество легирующих присадок в составе рассматриваемого изделия превышает 2,5%.
Проволока СВ08Г2С наиболее часто применяется совместно с автоматическими и полуавтоматическими аппаратами.
Рекомендуем к прочтению Как пользоваться клеем Poxipol
Классификация проволоки
При сварке в полуавтоматическом режиме проволока выступает в качестве плавящегося электрода. Тепло, выделяемое от электрической дуги, расплавляет кромки металлов и электрод. Образуется сварочная ванна, которая после окончательной кристаллизации формирует валик шва.

ГОСТ 2246 устанавливает более 70 наименований (марок) проволоки, которые подразделяют по применяемости, типу сплавляемых материалов, размеру.

Маркировка
Строится из буквенных и цифровых символов, содержит полезную информацию о химическом составе, диаметре, конструкции и назначении изделия. Расшифровка представлена на фото:
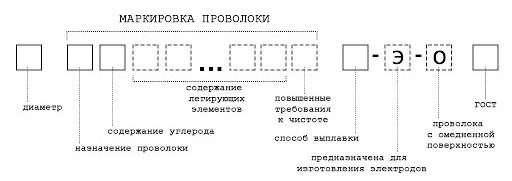
Свои особенности имеет маркировка порошковой проволоки. Помимо вышеуказанных символов используются дополнительные, несущие следующую информацию: 1. Для уточнения назначения применяют буквы ПГ – сварка в среде защитного газа, и ПС – самозащитное заполнение для работы без газа. 2. Значение прочности металла в наплавленном слое в Мпа. 3. Буквы Н, В, Вт, В˄, обозначают в каком пространственном положении допускается работа с деталями: в нижнем, нижнем горизонтальном и вертикальном, в исключительно горизонтальном. Буквой Т обозначают пруток для работы во всех положениях, включая трубы и сферы.
Рейтинг качественных марок сварочной проволоки на 2022 год
Наш список составлен по реальным отзывам, в нем учитывается мнение покупателей, которые знакомы с характеристиками изделий.
Сплошное сечение
Elitech 0606.010000

5 место у омедненной модели «Elitech 0606.010000», применяемой полуавтоматическими сварочными машинами («MIG-MAG») с защитным газом. Выполнен шнур из крепкой, качественной стали, обеспечивая отличную эффективность работы. Диаметр провода — 0,8 mm, масса 1 кг.
Защитный медный слой оберегает изделие от окисления, улучшая проводимость электротока, уменьшает расход наконечников. «Elitech 0606.010000» намотана на пластиковую бобину, улучшая производительность работы сварщика.
Elitech 0606.010000
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Сталь |
| Тип покрытия | Омедненный |
| Вид проволоки | Сплошное сечение |
| Атмосфера для сварки | Углекислый, инертный газ |
| Упаковка | Бобина |
| Вес | 1 кг |
| Страна производства | Китай |
| Родина Бренда | Россия |
Достоинства:
- не кипит;
- хорошо «ложится»;
- эргономичная упаковка.
Недостатки:
- не обнаружены.
ELKRAFT ER5356

4 место — у алюминиевого шнура «ELKRAFT ER5356», его диаметр — 0.8 мм, масса — 2 кг, изделие размещено на катушка (20 см). Провод используется для полуавтоматической сварки алюминиево-магниевых сплавов, металлоконструкций, содержащих> 3% «Mg»: AlMg3, AlMg4, AlMg5, AlMg6, подобные смеси. Сварка используется при помощи постоянного тока (DC плюс), защитный газ — аргон.
ELKRAFT ER5356
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Алюминий |
| Вид проволоки | Сплошное сечение |
| Атмосфера для сварки | Инертный газ |
| Подходит для сварки | Алюминия |
| Предел текучести | 120 |
| Относительное удлинение | 26 |
| Временное сопротивление разрыву | 265 |
| Упаковка | Бобина |
| Вес | 2 кг |
Достоинства:
- ровный шов;
- цена/качество.
Недостатки:
- не обнаружены.
MONOLITH 20312

Бронза — у омедненного шнура «MONOLITH 20312», диаметром 1.2 mm, весом 5 кг. Модель применяется для «MIG-MAG» сварки.
MONOLITH 20312
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Омедненный |
| Вид проволоки | Сплошное сечение |
| Атмосфера для сварки | Углекислый, инертный газ |
| Подходит для сварки | Углеродистой стали |
| Упаковка | бобина |
| Вес | 4 кг |
Достоинства:
- во время работы плазменное вакуумно-дуговое сопло обеспечивает отличную очистку свариваемой поверхности;
- рядная обмотка значительно увеличивает срок эксплуатации дорогого полуавтоматического оборудования «MIG»;
- у «MONOLITH 20312» отмечается устойчивое горение дуги, которое держится на большинстве режимов работы изделия.
Недостатки:
- не обнаружены.
Esab СВ-08г2с

2 место занимает «Esab СВ-08г2с», использующийся для работы с низкоуглеродистой и низколегированной сталью с мерой текучести превышающей 400 Мпа, в качестве защиты применяется углекислый газ и его смеси.
Технология изготовления «Esab СВ-08г2с» обеспечивает равномерную подачу шнура и небольшое разбрызгивание при работе. У изделия строгий лимит по содержанию примесей в химическом составе, гарантирующий отличные механические и ударные параметры наплавляемого металла (KCU при -60°С). Готовый шов отличается повышенной стойкостью к образованию сколов, даже в условиях нарушения уровня «межпроходной» температуры при длительной работе. «Esab СВ-08г2с» используется в следующих отраслях:
- энергетическая;
- вагоностроение;
- тяжелое машиностроение;
- верфи;
- спецтехника;
- устройство мостов, строительных конструкции.
Esab СВ-08г2с
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Металлический сплав |
| Тип покрытия | Омедненный |
| Вид проволоки | Сплошное сечение |
| Атмосфера для сварки | Углекислый, инертный газ |
| Подходит для сварки | Низкоуглеродистой стали |
| Предел текучести | С1 (100% CO2) — мин. 390 МПа, M21 (80%Ar+ 20%CO2) — мин. 400 МПа |
| Относительное удлинение | С1 (100% CO2) — мин. 20%, M21 (80%Ar+ 20%CO2) — мин. 22% |
| Временное сопротивление разрыву | С1 (100% CO2) — мин. 490 МПа, M21 (80%Ar+ 20%CO2) — мин. 510 МПа |
| Марка по ГОСТ | 2246-70: Св-08Г2С-О |
| Марка по EN ISO | EN ISO 14341: EN ISO 14341-B-G S18, EN ISO 14341: EN ISO 14341-B-G 49A 2 C1 S18, EN ISO 14341-B-G 49A 2 M21 S18 |
| Упаковка | Бобина |
| Вес | 5 кг |
| Тип сплава | Марганцево-углеродистая сталь |
Достоинства:
- качественный шов в условиях многопроходной сварки;
- приемлемая цена.
Недостатки:
- не обнаружены.
ER-70S-6 Brima 0011991

Победителем становится «Brima 0011991», применяемая для полу- и автоматической сварки «MIG/MAG», шнур успешно работает с углеродистыми, низколегированными металлами, используя смеси защитных газов. Среди достоинств данной модели — небольшое разбрызгивание металла, качественный прямой шов, возможность трудиться с увеличенной эффективностью. Механические свойства:
- лимит текучести — 420 Mpa;
- предел прочности — 530 Mpa;
- сравнительное удлинение — 27%;
- ударная твердость — 90 Дж/см2.
ER-70S-6 Brima 0011991
Технические показатели:
| Параметры | Характеристики |
| Вес | 5 кг |
| Аналоги | ER-70S-6; CB-08Г2С; SG2 |
| Материал | Металлический сплав омедненная |
| Марка по AWS | ER70S-6 |
| Марка по IN ISO | SG2 |
| Марка по ГОСТ | СВ-08Г2С |
| Диаметр | 0.8 мм |
| Единица товара | Штука |
| Вес упакованного товара, кг | 5.03 |
| Габариты упакованного товара, мм | 50 x 50 x 1000 |
| Родина бренда | Германия |
| Вид проволоки | Сплошное сечение |
| Сваривает | Углеродистую, низколегированную сталь |
| Атмосфера | Углекислый, инертный газ |
| Упаковка | Бабина |
Достоинства:
- мало брызг при работе;
- цена/качество.
Недостатки:
- не обнаружены.
Порошковая
Elitech 0606.016000
5 место — у порошкового шнура «Elitech 0606.016000», данная модель используется полуавтоматическими сварными машинами «MIG/MAG» без применения газа. Родина бренда — РФ.
Elitech 0606.016000
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Металлический сплав |
| Вид проволоки | Порошковая |
| Атмосфера для сварки | Под флюсом |
| Упаковка | Бобина |
| Вес | 1 кг |
Достоинства:
- применяется без газа;
- относительно не высокая цена.
Недостатки:
- не обнаружены.
КЕДР MIG E71T-GS

4 место занимает порошковая «MIG E71T-GS», провод способен сваривать материалы в один «проход» со стыком внахлест, при этом можно работать во всех направлениях. Изделие успешно применяется в судостроительной промышленности, изготовлении различных металлоконструкций, работает с вращающимися деталями, в других сферах, где трудно использовать полуавтоматическое сварочное оборудование в среде защитного газа. Аппарат должен работать на постоянном токе (DC), полярность прямая, намотка шнура на бобину рядная.
КЕДР MIG E71T-GS
Технические показатели:
| Параметры | Характеристики |
| Диаметр | 0.8 мм |
| Материал | Металлический сплав |
| Вид проволоки | Порошковая |
| Атмосфера для сварки | Под флюсом |
| Предел текучести | 400 МПа |
| Относительное удлинение | 0.22 |
| Временное сопротивление разрыву | 480 МПа |
| Марка по AWS | E71T-GS |
| Упаковка | Бобина |
| Вес | 1 кг |
Достоинства:
- цена/качество.
Недостатки:
- не обнаружены.
Innershield NR-232

Бронза — у порошкового провода, работающего без газа. Модель «Innershield NR-232», используется с углеродистыми металлами, при этом сопло можно держать во всех пространственных положениях.
К особенностям «Innershield NR-232» относятся: увеличенная скорость и глубина наплавки шва при вне позиционной работе; относительно быстрое схватывание деталей; легкое удаление шлака. Проверка качества партий соответствует требованиям регламента AWS D1.8. Область использования «Innershield NR-232»:
- строительная промышленность, включая металлоконструкции, соответствующие требованиям сейсмической безопасности;
- общестроительных пластин
- производство судостроительных деталей, арматура;
- тяжелое машиностроение, различные емкости, бункеры, опоры, элементы мостов.
Innershield NR-232
Технические показатели:
| Параметры | Характеристики |
| Классификация и одобрения | AWS A5.20/A5.20M EN ISO 17632-A : E71T-8 : T 42 2 Y N 2 H10 |
| Предел текучести σт, Н/мм² | 490 |
| Предел прочности σв, Н/мм² | 590 |
| Удлинение δ, % | 26 |
| Ударная вязкость KCV, Дж/см² | 65 при -20°C 35 при -29°C |
| Химический состав наплав. металла | C, % 0,18 Mn, % 0,65 Si, % 0,27 Al, % 0,55 P, % 0,006 S, % 0,004 |
| Диаметр | 1.7мм |
| Вес | 4*6.1кг |
Достоинства:
- крепкий шов;
- простое удаление шлака.
Недостатки:
- не обнаружены.
Filarc PZ 6113

2 место занимает универсальный, работающий без защитного газа, многопозиционный рутиловый порошковый шнур, изготовленный для работы в аргоновой смеси «М21», углекислоте «С1», без примесей. Оборудование должно быть настроено на постоянный ток обратной полярности.
«Filarc PZ 6113» сваривает углеродистые, низколегированные металлоконструкции, элементы судов. Провод имеет отличные технологические параметры, образуя ровный наплавленный шов с легко отделяющейся шлаковой коркой, при этом, практически, полностью отсутствуют брызги. Важно заметить, что при формировании обратного валика односторонней сваркой, необходимо использовать подкладки из керамики, с канавкой в форме трапеции. Шов нужно вести углом назад, отжимая шлак в заднюю часть ванны.
Filarc PZ 6113
Технические показатели:
| Параметры | Характеристики |
| Диаметр проволоки | 1,2 мм |
| Проволоки на кассете | 16 кг |
| Защитный газ С1 | 100% углекислый газ |
| Классификации | По AWS A5.36 E71T1-C1AO-CS2-H4, E71T1-M21A0-CS-H8; по ISO 17632-A T 42 2 P C 1 H5, T 46 2 P M 1 H10 |
| Химический состав | C – углерод 0.06 %Mn – марганец 1.20 %Si – кремний 0.45 %S – сера max 0.030 %P — фосфор max 0.030 % |
| Предел текучести σт | ≥420 Н/см² |
| Предел прочности σв | ≥510 Н/см² |
| Удлинение δ | 22 % |
| Ударная вязкость | KCV -20°C ≥68 |
Достоинства:
- нет брызг;
- многопозиционная работа.
Недостатки:
- не обнаружены.
Выбор при полуавтоматической сварке
Чтобы выяснить, какая проволока лучше для полуавтомата, надо знать, что этот вид сварочных работ считается универсальным и легко справляется с деталями различной толщины, с одинаковым качеством производится сварка цветных и черных металлов. Под конкретный вид делается аналогичная подборка присадки.
Главное — это химический состав, который узнается из маркировки проволоки, например, СВ08Г2С, опытный исполнитель сразу же определит, для какого металла следует использовать такой припой. Применяется только проволока, изготовленная согласно требованиям ГОСТ, имеющая сертификат качества и заводскую упаковку, которая предохраняет от механических повреждений.
Лучшая сварочная проволока для полуавтоматов
Используется как плавящийся электрод при проведении сварочных работ на полуавтомате. Качество и состав регламентированы ГОСТ 2246-70 — холоднотянутая проволока из низкоуглеродистой стали, легированной и высоколегированной стали.
MIG E71T-GS (5 кг; 0.8 мм)
Самозащитная сварочная проволока MIG E71T-GS Кедр 7250004 предназначена для полуавтоматических сварочных аппаратов MIG/MAG. Имеет особое строение и выполнена в виде полого цилиндра, внутри которого находится специальный порошок.
MIG E71T-GS (5 кг; 0.8 мм)
Порошок предотвращает попадание воздуха на металл, формирует и легирует шов и пр. Сварка проходит без использования газа. Обеспечивает формирование глянцевого валика шва правильной формы и легкое отделение шлака. Отличные механические характеристики наплавленного металла делают возможным применение этой проволоки практически во всех областях.
QUATTRO ELEMENTI 770-384
Сварочная проволока от итальянского производителя QUATTRO ELEMENTI 770-384 предназначена для полуавтоматических сварочных аппаратов MIG/MAG.
QUATTRO ELEMENTI 770-384
Технические характеристики:
| Диаметр, мм | 0,8 |
| Удлинение, % | 32 |
| Вес, кг | 0,45 |
Поставляется в катушках D100.
Deka ER308Lsi
«Дека» — сварочная проволока для полуавтоматов аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. в среде защитных газов (Ar). На постоянном токе DC. Поскольку в структуре наплавленного металла содержится небольшое количество феррита, это придает металлу шва высокую сопротивляемость образованию трещин.

Deka ER308Lsi
Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Это промышленный образец, используемый для изготовления трубо- и газопроводов, емкостей, бойлеров.
ВИДЕО: Какую проволоку выбрать для полуавтомата
Разновидности изделий для полуавтомата
Присадочные материалы классифицируют по следующим критериям:
- Сфера применения. Изделия бывают универсальными или узкоспециализированными. Второй тип используется при работах под водой или в космосе, сборке арматурных каркасов. Первая группа предназначена для общестроительных и наплавных операций.
- Структура стержня. Изделия могут иметь сплошной, порошковый или активированный сердечник.
- Тип внешнего покрытия. Присадка бывает простой или омедненной. Самозащитная проволока используется для сварки низколегированной или углеродистой стали.
- Физико-химические свойства. Объясняются концентрацией легирующих присадок.
Омедненная проволока
Изделие используют при соединении деталей из низколегированных и малоуглеродистых типов стали. Металлы при расплавлении вступают в реакцию с кислородом, на поверхности образуется оксидный налет, снижающий прочность соединения. Устранить такой эффект помогает нанесение на поверхность электрода медного покрытия. Оболочка устойчива к коррозии, она формирует защитную оболочку вокруг шва. Омедненный электрод применяется в сочетании с газовым оборудованием.

К основным его преимуществам относятся:
- высокое качество получаемого шва;
- повышенная антикоррозионная защита;
- возможность использования при наплавочных работах;
- низкая стоимость.
Гибкая нержавейка
Изделия такого типа обладают высокой устойчивостью к окислению. Они могут иметь круглое, овальное, шестигранное, квадратное сечение.
Гибкие стержни из нержавеющей стали применяются при сварке следующих конструкций:
- медицинские инструменты и оборудование;
- нефтепроводы, резервуары для хранения углеводородов;
- оборудование, используемое в металлургической промышленности.

Состав гибкого изделия утвержден ГОСТ 18143-72.
Алюминиевые изделия
Такой тип расходного материала отличается повышенной прочностью, устойчивостью к окислению, пластичностью. Он предназначен для соединения деталей из алюминия и сплавов на его основе. В качестве легирующих присадок при изготовлении электродов используют магний, марганец, кремний. Сварка ведется в защитной газовой среде. После вскрытия упаковки приступать к работе нужно немедленно, т. к. проволока начинает окисляться, что негативно сказывается на качестве шва.
Рекомендуем к прочтению Холодная и горячая сварка линолеума своими руками
Порошковые присадки
Такой элемент имеет вид полой трубки. Внутреннее пространство заполнено порошком и флюсом. Состав способствует защите сварного соединения от кислорода и попадания шлака. Важным фактором является и обеспечение безопасности сварщика. Включение в состав порошка флюса ускоряет розжиг дуги, снижает вероятность образования брызг. Применение этой разновидности электродов не требует создания газовой среды.
Другие цветные металлы
Для работы с медью, латунью и алюминием предназначена специализированная проволока, изготавливаемая из соответствующих металлов. Выпуск таких электродов регулируется ГОСТ 7871-85, согласно которому диаметр элемента должен составлять 0,8-12,5 мм.
Активированное изделие
Является разновидностью порошковых электродов. Оболочка производится из стали марки 08Г2С. Отличается увеличенной толщиной. Полость содержит порошкообразный флюс, его масса не превышает 7%. Проволоку используют при сварке в среде инертного газа. Наполнитель содержит соли щелочноземельных металлов. Особый химический состав способствует стабильному горению электрической дуги.

Производители сварочной проволочной продукции
Основные марки сварочной проволоки выпускаются такими производителями:
- СварМонтажСтрой. Одно из самых известных российских производств, специализирующееся на выпуске присадочной проволоки различных марок для любых видов сварки. Современное оборудование и использование европейских технологий изготовления позволяют предприятию выпускать изделия, соответствующие высочайшим стандартам качества.
- ООО Петромет. Предприятие, относящееся к Ленинградскому заводу, занимается выпуском проволок марок Св01Х18Н10, Св-15ХМА и других.
- ООО Велд-Метиз.
- ОАО Волгоградский сталепроволочноканатный завод. Нержавеющая проволока, произведенная сталепроволочноканатным заводом, соответствует государственным стандартам и может использоваться при выполнении сварочных работ полуавтоматическим устройством.
- ОАО Западно-Сибирский металлургический комбинат.
Таблица видов сварочной проволоки.
Присадочные материалы для сварочного полуавтомата, производимые данными предприятиями, делятся на 77 разновидностей. Многие производители покрывают сварочную присадочную проволоку медью, что позволяет обеспечить более качественный сварной шов и уменьшить разбрызгивания капель расплавленного металла.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.

То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
https://youtube.com/watch?v=jFL-r67COw4
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.

Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.











