Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ММА-250
Здравствуйте читатели сайта Elwo.ru! Много читал тут про ремонт различных СА, а теперь хочу и сам поделиться опытом. Принесли на той неделе на ремонт сварочный инвертор для дуговой сварки «Герой МMA MINI-250».

Выполнен аппарат по технологии IGBT или (полу-мостовой).

С жалобой от хозяина на то, что электрод залипает, и не хочет сваривать. После включения в сеть и попыток сварить деталь, ничего не получалось. И после изменения тока сварки на более высокое, сварка задымилась и услышал электрический треск. Владелец сказал что причиной поломки, был вызван не правильный выбор сварочного тока для электрода.
Внимание: все работы по ремонту, и восстановлению сварочного инвертора, вы выполняете на свой страх и риск.
После разборки было решено открутить и проверить БП.

Был найден сгоревший резистор на 150 Ом на 10W.

Диодный мост на 100V 35A и реле на 24 35А оказались рабочими.

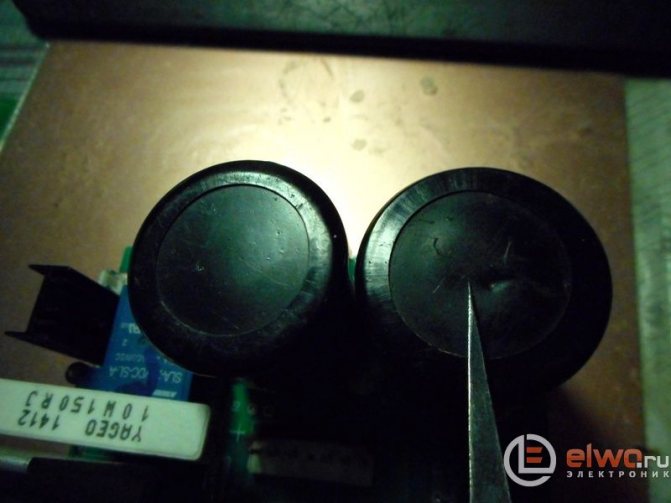
А в БП был найден вздувшийся конденсатор 470 мкФ х 450 В который был заменён.
Далее проверяем верхнюю плату.

- Драйвер силовых ключей. (проверяется всё что можно на этой платке сопротивление должно быть не более 10 Ом).
- Силовые ключи.
- Блок питания 24 В. (проверяется транзистор К2611 или его аналог и его обвес см фото).
- Задающий генератор. (проверяются все полевые транзисторы можно проверить включив сварку при включении и выключении должен появиться писк генератора).
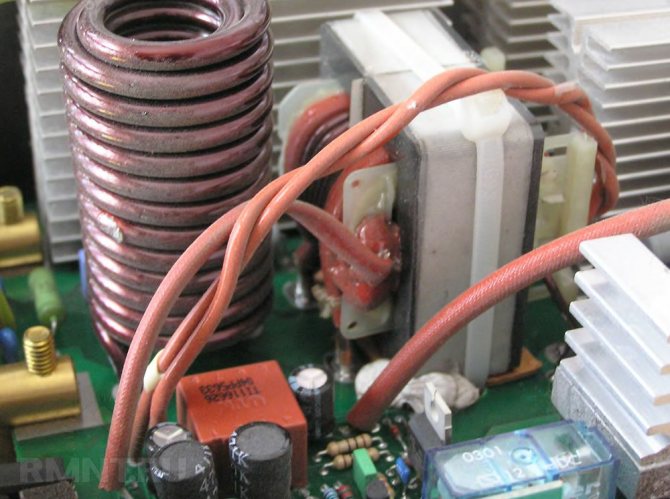
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Как проверить силовые ключи
Здесь установлены ключи IRG4PC50UD или его аналоги. Мультиметром в режиме проверки диодов нужно прозвонить ножки транзистора «E» и «C» в одну сторону они должны прозваниваться, а в другую сторону они не должны прозваниваться транзистор нужно разрядить (замкнуть все ножки). На ножках «G» и «E» сопротивление должно быть бесконечное, не зависимо от полярности.

Далее нужно подать на ножку «G»-«+» а на «E» «-» 12 вольт постоянного тока. и прозвонить ножки «C» и «E» они должны звониться. Далее нужно снять заряд с транзистора (замкнуть ножки ). Ножки «C» и «E» должно быть сопротивление бесконечное. Если все эти условия соблюдаются то транзистор работает, и так нужно проверить все транзисторы.
Диоды ломаются крайне редко, но если ломается один то за собой он ломает все остальные. Примерная схема этой сварки ММА-250 находится тут (не полная). После того как заменили все неисправные детали, собираем сварочник в обратной последовательности и проверяем на работоспособность. Автор статьи 4ei3
Источник
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.
Модельный ряд продукции под маркой Радуга
Сварочное оборудование FoxWeld выпускается в широком ассортименте.

Разнообразие продукции
В линейку этого производителя входят аппараты следующих типов:
- Ручные дуговые;
- Аргонодуговые;
- Аппарат для плазменной резки;
- Многофункциональные;
- Полуавтоматы;
- Аппарат для сварки пластиковых труб.
Это позволяет выбирать приборы для любого режима работы, будь то ручной, автоматический или полуавтоматический. При этом особое внимание уделяется моделям, имеющим низкую стоимость. В эту категорию включены бытовые и профессиональные сварочные аппараты марки Радуга 180 с широким функционалом.
Компания выпускает и газовое оборудование для сварки. Оно имеет отличные эксплуатационные качества и выполнено из современных материалов. Каждая модель этого класса имеет устройства, контролирующие режим подачи топлива и обладает высокой технологичностью, позволяющей добиться стабильного качества шва в любых условиях работы.
Газовые сварочные аппараты способны поддерживать постоянное давление струи газа, отличаются плавностью регулировки настроек.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Ассиметричный или «косой» мост
Это однотактный, прямоходовой преобразователь, блок схема которого приведена ниже:
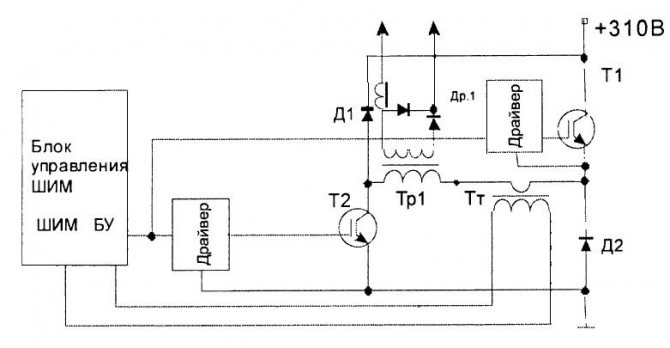
Данный тип преобразователя довольно популярен как у простых радиолюбителей, так и у производителей сварочных инверторов. Самые первые сварочные инверторы строились именно по таким схемам – асимметричный или «косой» мост. Помехозащищенность, довольно широкий диапазон регулирования выходного тока, надежность и простота – эти все качества до сих пор привлекают производителей до сих пор.
Довольно высокие токи, проходящие через транзисторы, повышенное требование к качеству управляющего импульса, что приводит к необходимости использовать мощные драйвера для управления транзисторами, а высокие требования к выполнению монтажных работ в этих устройствах и наличие больших импульсных токов, которые в свою очередь повышают требования к конденсаторным фильтрам – это существенные недостатки такого типа преобразователя. Также для поддерживания нормальной работы транзисторов необходимо добавление RCD цепочек – снабберов.
Но несмотря на выше перечисленные недостатки и низкий КПД устройства по схеме асимметричный или «косой» мост все еще применяются в сварочных инверторах. В данном случае транзисторы Т1 и Т2 будут работать синфазно, то есть закрываться и открываться одновременно. В данном случае накопление энергии будет происходить не в трансформаторе, а в катушке дросселя Др1. Именно поэтому для того, чтоб получить одинаковую мощность с мостовым преобразователем необходим удвоенный ток через транзисторы, так как рабочий цикл при этом не будет превышать 50%. Более подробно данную систему мы рассмотрим в следующих статьях.
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Инструменты, необходимые для изготовления инвертора
Чтобы собрать сварочный инвертор из блока питания своими руками, понадобятся следующие инструменты:
Схема обратной связи по напряжению TL494 в компьютерном блоке питания.
- паяльник;
- отвертки с разными наконечниками;
- плоскогубцы;
- кусачки;
- дрель или шуруповерт;
- крокодилы;
- провода необходимого сечения;
- тестер;
- мультиметр;
- расходные материалы (провода, припой для пайки, изолента, шурупы и другие).
Чтобы создать сварочный аппарат из компьютерного блока питания, необходимы материалы для создания печатной платы, гетинакс, запасные элементы. Чтобы уменьшить количество работы, стоит обратиться в магазин за готовыми держателями для электродов. Однако можно сделать их и самостоятельно, припаяв крокодилы к проводам необходимого диаметра. При этой работе важно соблюдать полярность.
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.
Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
Процессы, протекающие в электрической схеме сварочного инвертора
Схема позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)
Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)
Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.
Принцип действия инвертора
Модель Радуга 180 мини необходимое устройство как для владельцев частного домовладения, так и профессионала. Он поможет соединить сломавшуюся металлическую конструкцию, залатать емкость, сделать подставку или другую конструкцию из подручных средств.
Смотрим видео, о модели Радуга 180:
Принцип работы такого прибора заключается в двойном преобразовании входного тока. На входе устройства происходит его выпрямление двумя мощными диодами, с дальнейшим преобразованием в переменный высокочастотный. Он в свою очередь подается на понижающий трансформатор.
Следующее преобразование тока в постоянный происходит за счет мощных транзисторов. Наличие в конструкции агрегата специальной схемы дало возможность регулировать его величину.
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Читать также: Черная металлургия полного цикла города
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Резонансный полумост
Довольно перспективный вид полумостового преобразователя, его схема показана ниже:
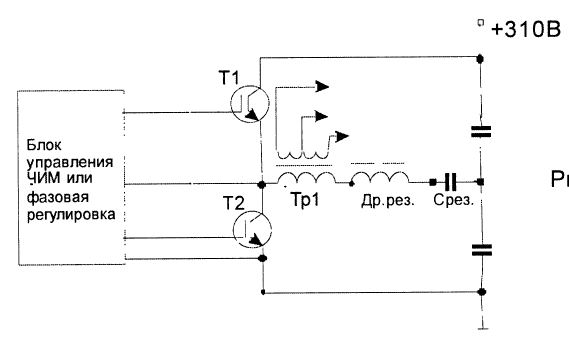
Резонансный полумост будет немного проще, чем полумост с ШИМ. Это обусловлено наличием индуктивности резонансной, которая ограничивает максимальный ток транзисторов, а коммутация транзисторов происходит в нуле тока или напряжения. Ток, протекающий по силовой цепи, будет иметь форму синусоиды, что снимет нагрузку с конденсаторных фильтров. При таком построении схемы необязательно необходимы драйверы, переключение может осуществляться обычным импульсным трансформатором. Качество управляющих импульсов в данной схеме не столь существенно как в предыдущей, но безтоковая пауза все равно должна быть.
В данном случае можно обойтись без токовой защиты, а форма вольт-амперной характеристики ВАХ будет иметь падающий вид, что не требует ее параметрического формирования.
Выходной ток будет ограничиваться только индуктивностью намагничивания трансформатора и соответственно сможет достигать довольно таки значительных величин, в случае, когда возникнет короткое замыкание КЗ. Данное свойство положительно влияет на поджиг и горение дуги, но и его также необходимо учитывать при подборе выходных диодов.
Как правило, выходные параметры регулируются изменением частоты. Но и регулирование фазное тоже дает немного своих плюсов и является более перспективным для сварочных инверторов. Он позволяет обойти такое неприятное явление как совпадение режима короткого замыкания с резонансом, а также увеличивает диапазон регулирования выходных параметров. Применение фазовой регулировки может позволить изменять выходной ток в диапазоне от 0 до Imax.
Как проверить силовые ключи
Здесь установлены ключи IRG4PC50UD или его аналоги. Мультиметром в режиме проверки диодов нужно прозвонить ножки транзистора «E» и «C» в одну сторону они должны прозваниваться, а в другую сторону они не должны прозваниваться транзистор нужно разрядить (замкнуть все ножки). На ножках «G» и «E» сопротивление должно быть бесконечное, не зависимо от полярности.
Далее нужно подать на ножку «G»-«+» а на «E» «-» 12 вольт постоянного тока. и прозвонить ножки «C» и «E» они должны звониться. Далее нужно снять заряд с транзистора (замкнуть ножки ). Ножки «C» и «E» должно быть сопротивление бесконечное. Если все эти условия соблюдаются то транзистор работает, и так нужно проверить все транзисторы.
Диоды ломаются крайне редко, но если ломается один то за собой он ломает все остальные. Примерная схема этой сварки ММА-250 находится тут (не полная). После того как заменили все неисправные детали, собираем сварочник в обратной последовательности и проверяем на работоспособность. Автор статьи 4ei3
Система полумост с ШИМ
Блок схема показана ниже:
![]()
Это, пожалуй, один из самых простых, но не менее надежных преобразователей семейства двухтактных. «Раскачка» напряжения первичной обмотки трансформатора силового будет равна половине напряжения питания – это недостаток данной схемы. Но если посмотреть с другой стороны, то можно применить трансформатор с меньшим сердечником, не опасаясь при этом захода в зону насыщения, что одновременно является и плюсом. Для сварочных инверторов имеющих мощность порядка 2-3 кВт такой силовой модуль вполне перспективен.
Поскольку силовые транзисторы работают в режиме жесткого переключения, то для их нормальной работы необходимо ставить драйверы. Это связано с тем, что при работе в таком режиме, транзисторам необходим высококачественный управляющий сигнал. Также обязательно наличие безтоковой паузы, чтоб не допустить одновременное открытие транзисторов, результатом чего станет выход последних из строя.
Достоинства и недостатки сварочных аппаратов инверторного типа
Аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Компания FoxWeld и ее продукция
Китайские производители предлагают широкий ассортимент продукции, причем большинство моделей имеют доступные для различных категорий потребителей цены. Не является исключением и фирма FoxWeld. Ее продукция разрабатывается для эффективной работы и предполагает наименьшие физические и энергетические затраты при эксплуатации. Все виды сварочных аппаратов, выпускаемы под маркой Радуга, производятся с использованием прогрессивных технологий.
В каталогах компании оборудование представлено не только бытовыми аппаратами, но и автоматическими производственными линиями. Все продукция ForWeld обладает оптимальными массогабаритными характеристиками, высоким КПД при умеренной стоимости. Сварочные аппараты Радуга удобны в применении, адаптированы для работы в сложных климатических условиях страны и соответствуют российским стандартам. В комплектацию могут быть включены не только комплектующие, но и необходимые аксессуары: перчатки, очки, расходные материалы.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Ремонт сварочного инвертора своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора. Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь.
- Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа. Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов.
- После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора. При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения.
- По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов. Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком.
- Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность. Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
- Последним этапом в ремонте инвертора служит проверка платы и пультов управления. Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Лучшие качества сварочных аппаратов
Оборудование, выпускаемое компанией ForWeld имеет хорошее соотношение цены и качества, однако не только этот параметр привел к росту его популярности.
Агрегат имеет массу достоинств и среди них особо стоит выделить следующие:
- Компактные габариты и малый вес благодаря использованию высокочастотного трансформатора;
- Высокий КПД до 90%;
- Возможность работы при пониженном напряжении и от домашней сети;
- Применение для сварки различных видов металлов и их сплавов.
Однако модель Радуга 220 не идеальна, поэтому минусы в его конструкции тоже есть. Это повышенная чувствительность к скачкам напряжения и необходимость защиты оборудования от агрессивного воздействия окружающей среды.
Чтобы изучить особенности продукции этого производителя рассмотрим конкретную модель 190. Он относится к типу инверторных и является относительно дешевой моделью. Такой прибор отличается простотой в эксплуатации, небольшими размерами и возможностью сварки металлических деталей толщиной не более 10 мм.
Пользоваться таким агрегатом просто благодаря наличию добавочных функций, что позволяет работать с ним даже новичку. Прибор обладает такими характеристиками, как:
- Сварочный ток от 20 до 190 А;
- Напряжение холостого хода – 59 А.
Сварка может производиться с использованием покрытых электродов диаметром до 5 мм. Допустимая нагрузка на максимальном токе не может превышать 40%. Невысокий класс защиты дает возможность использования агрегата только в сухих условиях.
Какую модель советуют профессионалы
Поскольку сварочное оборудование от компании FoxWeld представлено различными приборами, то выбирать следует исходя из назначения. Для бытовых нужд идеально подходят сварочные аппараты серии Радуга 220 или 170. Они предназначены для выполнения различных работ в быту, и даже не имея никакого опыта в сварке можно хороших результатов с таким аппаратом можно очень легко.
Инверторы Радуга 170 обеспечивают сварочный ток до 170 А и имеют возможность его плавной регулировки. Сам процесс допускается при использовании электродов с различной обмазкой, это может быть даже четверка.
При эксплуатации в отапливаемом помещении или в теплую пору года продолжительность включения при максимальном токе составляет до 40%. Если объяснить это применительно ко времени, то после 4 минут непрерывной работы прибор должен отдохнуть не менее 6 мин.
Питание такой аппарат получает от однофазной электросети, однако может использоваться и при напряжении ниже 220 В. Прибор оснащен автоматикой, которая отключает его в случае перегрева, а для улучшения теплообмена в стенках корпуса выполнены вентиляционные прорези.
К дополнительным функциям сварочного инвертора относятся:
- Hot Start – простой поджиг дуги;
- Anti-Stick – для быстрого отделения залипшего электрода от свариваемых элементов.
Нужно отметить и компактные размеры сварочного аппарата Радуга 220. Для удобной переноски он оснащается наплечным ремнем. Эти качества прибора отмечаются все пользователи в своих отзывах.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.