Бура — это высокотемпературный флюс, выпускаемый в виде порошка и используемый при соединении металлических деталей методом пайки. Бура флюс для пайки плавится при температуре от 700 градусов по Цельсию, поэтому и называется высокотемпературным флюсом.
У буры есть свой ГОСТ, регулирующий ее состав и производство. Согласно этому ГОСТу бура должна растворяться в воде и при застывании превращаться в прозрачную массу. В этой статье мы расскажем вам все о порошке буры.
Преимущества буры для пайки
- Бура для пайки меди является одним из немногих широкодоступных флюсов для тугоплавких металлов;
- Стоимость материала является относительно низкой, в сравнение с другими материалами подобного рода;
- Есть возможность разводить буру до нужной консистенции в воде, так как она обладает хорошей растворимостью;
- Флюс доступен практически во всех магазинах и проблем с поиском подходящей марки не бывает;
- Длительный срок хранения.
Это интересно: Сварка алюминия – как правильно варить алюминий в домашних условиях
Что это такое и для чего нужна?
Бурой для пайки называют высокотемпературный вид флюса порошкообразного вида, что применяется во время соединения изделий из металла путем пайки. Плавление данного вещества может происходить под влиянием температуры более 700 градусов по Цельсию. Паяльная бура имеет свой ГОСТ, согласно которому происходит ее изготовление, регулируются характеристики.
Вещество в виде порошка внешне очень похоже на соль, другими словами оно называется тетраборат натрия. Синтез буры происходит естественным путем, а добыча ее осуществляется из солевых озерных отложений.
Применение данного вещества довольно широко, но чаще всего она используется для спайки труб из меди.

Преимуществами применения буры можно назвать следующие моменты:
- у материалов, которые планируется обрабатывать, может быть разный температурный режим;
- получение качественного, надежного сварочного шва не только между металлами, но и между металлической и неметаллической поверхностью;
- простота распаивания швов при необходимости в разъединении деталей;
- при спайке детали не коробятся и не деформируются;
- увеличение производительности во время капиллярной пайки;
- получение ровных и долговечных швов даже у мастера с небольшим опытом работы.

Недостатки у тетрабората натрия следующие:
- выделение большого объема солей, которые с высокой скоростью застывают на металле;
- впитывание влаги из окружающей среды;
- сложность подбора нужного количества буры для неопытного сварщика.
Использование
Перед соединением деталей, нужно уделить внимание их подготовке. Последняя заключается в следующей последовательности:
- Очистить стыки элементов от грязи, коррозийного разрушения с помощью скребка с грубыми ворсинками. С оксидной пленкой на поверхности, флюс справится сам.
- Пламенем паяльной лампы разогреть стыки свариваемых конструкций.
- Во время разогрева оставить между элементами зазор, равный не менее 1 мм.
- В разрыв ввести буру с припоем, также подогретый лампой, с одновременным продолжением нагрева.
- При кристаллизации боракса, паяльную лампу выключить.
- После остывания деталей удалить щеткой солевые отложения.
Первая пайка бурой может пройти неудачно, по причине малого количества вещества. Рекомендуется подбирать его практически. Для улучшения шва можно использовать борный флюс с добавлением фтористых либо хлористых элементов.
Применение порошка для латуни и меди
Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой. Пренебрежение этой процедурой может испортить работу из-за накопившихся при хранении шлаков.
В начале пайки рабочую зону надо прогреть до хорошо заметного красного цвета. Нагрев стоит начинать сначала по краям, а затем уже непосредственно в месте пайки.
Затем нагретую зону следует постепенно посыпать флюсом, дождаться пока он растечется в виде пленки по краям детали. В этот момент разогретый латунный припой нужно окунуть в расплав буры, чтобы он покрылся горячей флюсовой пленкой.
Как показывает опыт, место пайки имеет при этом красный цвет, расплав буры окрашен в синеватые цвета. Очень долго держать припой во флюсе нельзя. Могут образоваться оксидные шлаки.
Затем следует опять прогреть рабочую зону. Латунь приобретёт оранжевый светящийся вид. Можно приступать непосредственно к проведению пайки. Если все сделать верно, припой заполнит все зазоры.
Место пайки станет золотистым. Когда процесс закончен, горячую зону нужно присыпать порошком буры и оставить остывать. Детали из меди в горячем (200 ℃) состоянии можно поместить в смесь, содержащую поровну ацетон и воду, или просто в воду. Резцы имеет смысл погрузить в горячий песок.
Правильно сделанное соединение имеет прозрачную пленку с легким синим оттенком. На нем нет капель припоя. При неправильно выполненной пайке шов покрывается черной пористой коркой.
Причиной может быть перегрев рабочей зоны, вследствие которого образовались шлаки, или плохое качество флюса на основе буры. Так проводят пайку латуни и других медьсодержащих сплавов.
Первая помощь
- В случае попадания на кожу немедленно промыть большим количеством воды в течение 15 минут. Снять загрязненную одежду. При наличии или появлении кожных поражений, обширном или продолжительном загрязнении необходимо медицинское наблюдение (клиническое и биологическое).
- В случае попадания в глаза немедленно и обильно промыть водой.
- При проглатывании попытайтесь вызвать рвоту, если субъект в сознании.
- Если он без сознания, поместите пострадавшего в безопасное положение на бок.
- Вызовите скорую помощь!
Состав и свойства
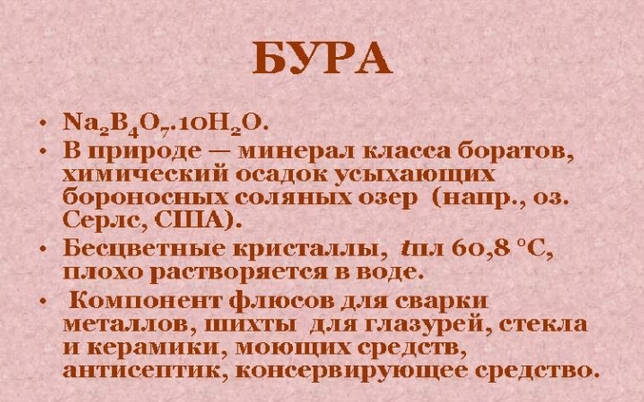
Химическая номенклатура буры для пайки свидетельствует, что это кристаллогидрат соли натрия тетраборной кислоты. Если в составе вещества имеется 10 водяных молекул, то его называют декагидратом тетрабората натрия. Говоря простыми словами, это соль, что окружена оболочкой, в составе которой 10 или 5 молекул воды.
Температура в 64 градуса тепла способствует тому, что декагидраты плавятся и при этом теряют воду. Обезвоживается бура при температуре 380 градусов по Цельсию. Тетраборату свойственна выдержка нагрева до температуры в 742 градуса и плавка при ее повышении.
В составе буры присутствуют натрий хлор, барий хлор и в некоторых случаях борная кислота. Флюс в виде раствора имеет высокую способность к растворению окислов металла, а также жировых пленок и всего лишнего, что может препятствовать спайке материалов.
Благодаря использованию буры во время пайки многие изделия выпускаются без брака.
Это интересно: Ступенчатое (конусное) сверло по металлу: выбор, применение, заточка
Рецепт слайма из тетрабората натрия
- Тетраборат натрия, половина чайной ложки
- Канцелярский клей, 35 г
- Вода
- Краситель желаемого цвета.
- В миску с теплой водой погружаем тетраборат натрия, интенсивно перемешиваем.
- Наливаем во вторую емкость половину стакана воды, клей и краситель. Перемешиваем до однородной текстуры и равномерного цвета.
- Берем первую емкость и тонкой струей переливаем ее содержимое (водный раствор тетрабората) во вторую смесь (с клеем). Перемешиваем. Наш слайм из тетрабората натрия готов.
Чем же можно заменить тетраборат натрия для лизунов и слаймов? В этих случаях обычно используют соду, как главный компонент, и ряд других составляющих, которые отвечают за структуру игрушек. К ним относятся: мука, крахмал, клей, шампунь, моющее средство, зубная паста. Сам тетраборат натрия заменяют нафтизином либо жидкостью для линз.
Виды
По внешнему виду сварочную буру делят на 2 вида.
- Твердая. В порошковом виде флюс имеет вид твердых мелких фракций. Такая форма способствует легкости выкладывания буры на металлическую поверхность перед процессом спаивания, вещество при этом не растекается. Твердую буру реализуют в коробах, которые герметичны, тем самым оберегают вещество от воздействия влаги и негативного влияния окружающей среды. В порошковой фракции бура имеет белый цвет.
- Разведенная. Этот вид буры считается наиболее подходящим для легкого металла и его сплава. Вещество представляет собой ту же порошковую буру, но растворенную в жидкости. Данная особенность флюса способствует тому, что его можно использовать при низких температурах спаивания. Пользоваться бурой в разведенном виде довольно просто: в нее макают мелкие металлические элементы и после этого паяют. Такой флюс популярен в ювелирном деле, а также при работе с проводами, контактами.

Рецепт слайма из тетрабората натрия
Чтобы сделать лизуна в домашних условиях, рассматривают разные способы:
- Классический рецепт. Понадобится клей ПВА (35 г), бура (1/2 ч. л.), вода. Используют менее 1 стакана жидкости, добавляют буру. Вещество нужно тщательно перемешивать. Отдельно подготавливают клей. Нужно вылить его в емкость, добавить краситель в произвольном количестве. Когда консистенция станет равномерной, можно смешать вещества в одной емкости. Причем рекомендуется вливать раствор буры в клеящее вещество, т. к. это позволяет регулировать степень плотности массы. Материал постоянно перемешивают.
- Слайм с бурой без клея. Подготавливают шампунь — 15 г, воду — 150 мл. Эти компоненты соединяют, перемешивают. Нужно получить некоторое количество пены. Если шампунь цветной, краситель использовать не нужно. В противном случае добавляют пигмент на этапе смешивания первых компонентов. Затем вводят муку для вязкости. Комки нужно сразу разбивать. Необходимо тщательно вымешивать массу, затем ее оставляют в холодильнике на полчаса. После этого слайм нужно промыть в воде.
Популярные производители
Бура для пайки реализуется под двумя марками:
- А – применяется при работе с цветными металлами, фриттом, фаянсовой посудой и другим;
- Б – незаменима для эмали, глазури, технического оборудования, проволоки и сантехнических элементов.
Популярными производителями данного вещества на сегодня можно назвать Rexant, «ЗУБР», «Латус» и другие. Данные товары пользуются хорошим спросом у потребителя, так как имеют высокие качественные характеристики и доступную стоимость.
А также хорошо себя зарекомендовали Буйский химический завод, ХимПэк и Xiamen.
Плюсы и минусы
К достоинствам флюса бура относят:
- доступность и низкую цену по сравнению с аналогичными материалами;
- отсутствие деформации деталей, так как основной металл не плавится;
- соединение металла с неметаллом;
- возможность паять детали с разной начальной температурой;
- легкость распайки при демонтаже;
- повышение производительности капиллярной пайки;
- высокое качество швов, выполненных даже новичком;
- длительное время хранения флюса.
Из недостатков отмечают:
- необходимость механической очистки поверхности от солей, которые выделяются при нагреве буры и после остывания оседают на металле;
- высокую гигроскопичность, поэтому флюс отсыревает даже в плотно закрытой емкости;
- сложность определения для новичков оптимальной пропорции.
Где и как бура применяется?
С химической точки зрения бура – это соль натрия со сложным названием «декагидрат тетрабората натрия». С ее участием в роли активного элемента в защитной флюсовой смеси проводится соединение самых разных металлов, вплоть до сложных и капризных сплавов, к примеру, меди.
По данной технологии для соединения используются дополнительные металлические припои, они также могут быть разного состава.

Инструменты и расходные материалы для пайки.
При высокой температуре бура начинает плавиться, вследствие чего происходит очистка свариваемых поверхностей с одновременным растворением окислов в раскаленной флюсовой смеси.
Суть этого процесса – образование солей с их последующей поверхностной кристаллизацией. Данный кристаллический налет после процесса сварки легко убирается.
Разновидности
По внешнему виду бура подразделяется на 2 типа:
- Твердый в виде мелкозернистого порошка белого цвета. Для защиты от влаги продается в герметичной упаковке. Порошок в необходимом количестве удобно накладывать на соединяемые поверхности, поскольку флюс не растекается.
- Разведенный. Это растворенная в жидкости бура, которую можно применять для пайки цветных металлов при низкой температуре. Маленькие детали просто окунают в раствор, что удобно при работе с ювелирными изделиями, проводами, клеммами электроприборов. По эффективности разведенный флюс практически равен твердому.
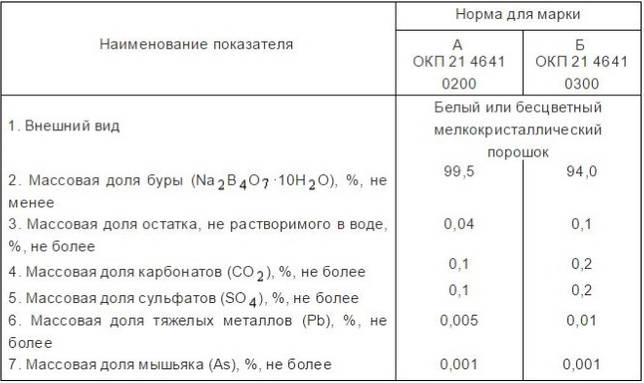
В зависимости от качества марка обозначается буквой:
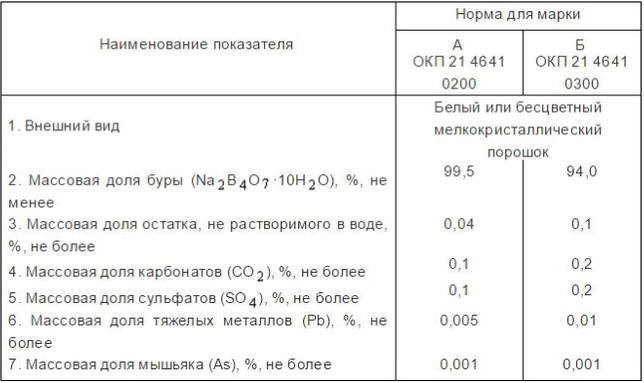
- А — состоит из 99,5% декагидрата и 0,5% примесей. Применяют для фритта, фаянса и т. д.
- Б — содержание примесей до 6%. Используют для работы с глазурью, эмалью, сантехническим оборудованием.
Состав буры
Для пайки лучше использовать марку Б, так как она соответствует всем требованиям. Да и цена меньше.
Срок хранения обеих марок не больше 6 месяцев.
Недостатки
- После применения образуется налет солей, которые необходимо счищать механическим методом;
- Требуется выбирать места для хранения, в которых нет влаги, так как от большой влажности флюс начнет портиться;
- Для подготовки материала к использованию необходимо потратить время и подобрать правильную пропорцию, что может привести к ошибке.
Разновидности буры
Существует две основные разновидности, которые касаются внешнего вида материала. Первым вариантом является твердая форма. Флюс паяльный бура поставляется в виде порошка с мелкими твердыми фракциями. Благодаря этому, ее легко выложить на поверхность металла перед пайкой в нужном количестве и она не будет растекаться при этом. Такая разновидность поставляется в специальной коробке, защищающей материал герметично от проникновения влаги и прочих посторонних факторов. Фракции имеют белый цвет.

Бура для пайки в виде порошка
Второй разновидностью, которая чаще применяется для более легких металлов и их сплавов, является разведенная бура. В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки. Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом. Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
Встречаются также разновидности в виде смесей, когда применяются еще и другие флюсы. Это необходимо в тех случаях, когда нельзя достичь заданных результатов при помощи одного вещества. Пропорции и состав зависят от конкретных целей. Чаще всего ее соединяют вместе с борной кислотой.
Состав и физико-химические свойства
В состав буры для пайки входят хлористый натрий и хлористый барий, в некоторый случаях в нее добавляют борную кислоту. Далеко не для всех процедур она используется в чистом виде, так как для этого потребуется слишком высокая температура плавления. Порошок для пайки бура – это высокотемпературный флюс, так что основным его свойством является стойкость к высоким температурам. Стоит отметить, что свои химические свойства материал отлично сохраняет и при меньшей концентрации, чем идет в поставке. Таким образом, раствор флюса обладает достаточно высоким уровнем растворения окислов всех основных металлов, для работы с которыми он применяется.
Также он может растворять жировые пленки и прочие лишние вещи, которые будут мешать нормальной спаиваемость материала. Пайка бурой уберегает от многих видов брака, которые могут встречаться в работе.
Технические характеристики
Выделяют две основные марки вещества, которые определяются по ГОСТ как марка А и марка Б:
Пайку металлов проводят, предварительно удаляя с их поверхности следы оксидов. Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для пайки медных изделий идеально соответствует всем требованиям припой из буры. Вещество известно со средних веков. Добывали его в озерах Индии, Тибета, затем перевозили в Европу, где использовали для обработки тканей и кожи, производства стекол.
Бура широко применяется для работы с металлами. При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
Особенности
Как применять буру в своей работе, чтобы получить максимально качественный результат? Чтобы ответить на этот вопрос, мы расскажем обо всех этапах пайки с помощью буры. Прежде всего, нужно подготовить металл. Очистите его от загрязнений и коррозии. Обратите особое внимание на въевшиеся загрязнения, их обязательно нужно удалить с помощью грубой щетки. Окисную пленку можно не удалять, поскольку бура справится с этим сама.

Затем с помощью паяльной лампы нужно нагреть поверхность свариваемых деталей. Оставьте небольшой зазор между деталями. В него введите буру и припой, предварительно разогретый паяльной лампой. Как только бура начнет кристаллизироваться, можно прекратить нагревание. При застывании бура становится прозрачной и образует много солей. Удалите их с поверхности металла. Важно соблюдать последовательность операций и не переборщить с количеством флюса. Сложно сказать, какое количество буры использовать, поскольку это зависит от металла и шва, который нужно получить. Экспериментируйте и с опытом вы начнете понимать, какая дозировка предпочтительнее.
Буру можно использовать в виде порошка, а можно сделать из нее борный флюс. Борный флюс широко применяется при пайке медных труб и деталей из чугуна. Смешайте борную кислоту и буру в соотношении один к одному. Затем нужно растолочь полученную массу в посуде, после чего выпарить ее, избавившись от лишней жидкости. К сухому остатку добавляют фтористые и хлористые соли. Борный флюс готов! Он обладает активными свойствами, позволяет быстрее и качественнее паять детали из меди.
Рецепт слайма без тетрабората натрия
- клей ПВА, 65 мл
- жидкость для линз, 35 мл
- сода, три щепотки
- вода, 125 мл
В чашеобразную посуду нальем необходимые количества клея и активатора, в роли которой выступает жидкость для линз. БВо второй емкости готовим раствор соды с водой. В клеевую массу добавим одну чайную ложку полученного раствора. Далее хорошо размешиваем все содержимое, до тех пор пока масса не начнет отходить от стенок посуды. Разомнем лизун в ладони, убедимся, что он готов к использованию. При желании лизун можно украсить бисером или придать цвет с помощью красителя.
Сферы применения
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.
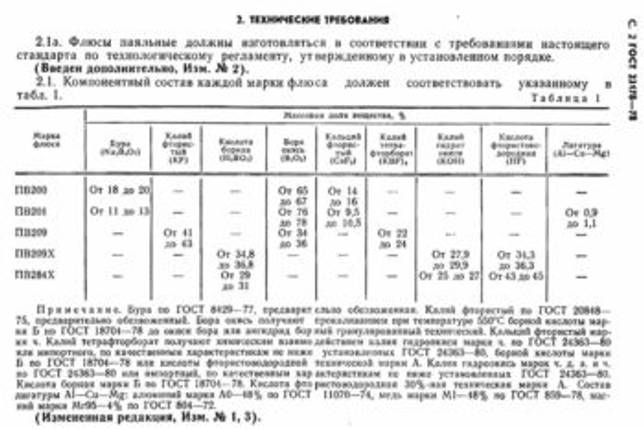
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
Ознакомиться с требованиями ГОСТ к технической буре (тетраборат натрия) можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 8429-77 Бура. Технические условия Скачать
Подлинность
Качественная реакция. К 5 мл 4 % раствора прибавляют 0,1 мл 0,1 % раствора фенолфталеина; раствор окрашивается в красный цвет. При прибавлении 5 мл глицерина 85 % раствор должен обесцветиться.
- Качественная реакция. К 0,2 г субстанции прибавляют 1 мл серной кислоты концентрированной, 3 мл спирта 96 % и перемешивают. При зажигании смесь должна гореть пламенем, окаймлённым зеленым цветом.
- Качественная реакция. 4 % раствор должен давать характерную реакцию А на натрий (ОФС «Общие реакции на подлинность»).
Достоинства применения буры в работе с металлами
Особенно ярко эти достоинства проявляются в процессах пайки бурой медных труб, который часто являются важными составными частями современных трубопроводов. Такие технологии сейчас в большой моде.
Они используются как при соединения новых труб, так и при качественном ремонте старых трубопроводов, бывших в эксплуатации в течение долгого времени.
Самая главная роль буры в составе флюса – это удаление оксидной пленки с металлической поверхности и активация растекания жидкого припоя по поверхности деталей.
Технические требования к флюсам.
Вот ее технические преимущества:
- Слиянию поддаются детали из металла в любом, даже самом «неудобном» сочетании.
- Соединения выходят прочными и надежными даже между металлами и неметаллическими материалами.
- Работу можно начинать с металлами, имеющими любую исходную температуру.
- С помощью данной технологии детали можно не только соединять, но и эффективно разъединять – их можно без проблем распаять.
- Отличие пайки от классической сварки в том, что основной металл не плавится, и поэтому нет явления под названием «коробление». В результате детали никак не деформируются.
- Бура помогает эффективной сцепке припоя с металлическими поверхностями.
- Техническая бура незаменима при способе, который называется «капиллярной пайкой»: она влияет на ее производительность.
- Паяные соединения характеризуются высоким качеством и долговечностью.
Чем опасен натрия тетраборат?
Это вещество относится к группе антисептиков, но одновременно может использоваться в качестве инсектицида. При попадании в организм бура провоцирует развитие ряда негативных реакций, в числе которых:
- тошнота;
- рвотные позывы;
- болезненные ощущения в животе;
- колики;
- обморочные состояния;
- головокружение;
- судороги;
- нарушение аппетита;
- нарушение частоты сердечных сокращений.
Такие симптомы возникают не сразу, а по мере накопления буры в организме. Особенностью этого средства является отсутствие запаха. При его использовании не высвобождаются токсичные компоненты. Вред тетраборат причиняет при употреблении перорально или попадании вещества на слизистые. По этой причине нужно соблюдать меры предосторожности во время изготовления слайма и при эксплуатации пластичной массы. Детям не рекомендуется давать для игры лизуны, которые содержат буру, т. к. высока вероятность, что вещество попадет в рот.
Еще одной опасностью контакта с тетраборатом является риск появления симптомов раздражения. Это местная реакция на порошок буры. В результате возникают покраснение, зуд, дискомфорт в области ЖКТ. Причем подобные реакции развиваются при попадании порошка на слизистую оболочку или после длительного воздействия.
Буру используют для лечения кожи и слизистых в составе комплексной терапии. По этой причине опасаться следует неконтролируемого контакта с препаратом (например, когда ребенок берет слайм на основе данного компонента в рот). Кроме того, раздражение часто возникает у людей с повышенной чувствительностью. При регулярном контакте с бурой есть риск развития хронической экземы.
Этапы пайки с бурой
Весь процесс состоит из последовательных этапов, выполнение которых является обязательным:
- Тщательная подготовка поверхностей заготовок перед нагревом.
- Чистка проводится для избавления от окисных пленок, здесь как раз и нужна техническая бура.
- Паяльной лампой производится нагрев свариваемых поверхностей до нужной температуры.
- В пространство между деталями вводится разогретый металлический припой в жидком состоянии.
- Суть соединения – объединение основного металла с жидким металлическим припоем в хорошо разогретом состоянии.
- Процесс заканчивается при окончательной кристаллизации припоя.
Пайка медных труб с использованием буры
Таблица применения буры.
Для начала нужно запастись необходимыми инструментами и материалами:
- паяльная лампа или газовая горелка;
- специальный припой, выбранный с учетом природы металлов, которые нужно спаять;
- бура с оптимальными свойствами согласно ГОСТу 8429-77;
- металлические щетки для очистки деталей;
- инструмент для резки металла;
- кисти для покрытия деталей флюсовым слоем.
Отдельного предупреждения заслуживает выбор газовой горелки. Дело в том, что эти приспособления предлагаются на рынке в огромных количествах и в разных моделях.
Модным приспособлением в газовых горелках является система автоматического пьезорозжига.
Наш совет: горелку с ним можно выбрать только при полной уверенности, что продукция произведена известным и солидным предприятием. Если такой уверенности нет, лучше купить классическую модель высокого качества.
А теперь основные этапы процесса пайки с использованием буры для соединения двух медных труб:
- Тщательная чистка поверхностей внутри труб специальными щетками с металлической щетиной.
- Теперь чистка наружных поверхностей труб с помощью шкурки.
- Нанесение технической буры с помощью кисти.
- Стыковка труб, которые покрыты флюсовым слоем, друг с другом.
- Разогрев деталей газовой горелкой. Действие пламени должно длиться не меньше 20-ти секунд.
- На рабочий участок вводится припой, который также расплавляется под действием горелки. Припой наносится максимально равномерным слоем.
Контроль качества соединения с использованием флюса из буры проводится разными методами: разрушающими и неразрушающими. Чаще всего вполне достаточно внешнего осмотра для определения возможных дефектов. Это делать можно даже с лупой.
Преимущества использования
Медные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью. В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом. Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.

Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя
Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
- Качественной пайке могут подвергаться металлические детали в любом сочетании.
- Металлические изделия, которые необходимо соединить при помощи пайки, могут иметь любую начальную температуру.
- При применении буры качественные и надежные соединения можно получать даже между металлическими и неметаллическими деталями.
- Паяные соединения, полученные с использованием такого флюса, можно в любой момент распаять, если в этом возникает необходимость.
- Основной металл при выполнении пайки не плавится, как это происходит при сварке, что позволяет избежать такого нежелательного процесса, как коробление (и, соответственно, изменения геометрической формы соединяемых изделий).
- Применение буры позволяет обеспечить отличную схватываемость припоя и поверхностей соединяемых деталей.
- Техническая бура, используемая в качестве флюса, обеспечивает высокую производительность такого процесса, как капиллярная пайка.
- Полученные при использовании флюса данного типа паяные соединения отличаются высокой прочностью, надежностью и долговечностью.

Спаянные медные трубы с использованием буры в качестве флюса
Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
- Поверхности деталей, которые необходимо соединить при помощи пайки, необходимо тщательно подготовить.
- Загрязнения удаляются при помощи стандартных средств – щеток, ветоши и др. А для удаления с поверхности деталей тугоплавких окисных пленок как раз и используется такой флюс, как техническая бура.
- Поверхности изделий, подлежащих соединению, необходимо нагреть до определенной температуры, для чего применяется паяльная лампа.
- В зазор между соединяемыми деталями вводится жидкий припой, который также разогревается при помощи паяльной лампы или обычной газовой горелки.
- Взаимодействие разогретого основного металла и жидкого припоя обеспечивает получение надежного паяного соединения.
- Процесс пайки можно считать завершенным в тот момент, когда произойдет полная кристаллизация припоя.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Недостатки флюса
При работе с бурой остается характерный налет на поверхности основного металла, который требуется механически счищать. Бура восприимчива к влажности, и должна хранится в сухом месте. Требуется предварительно тщательно подготовить флюс, чтобы не испортить изделие.

Разновидности паяльного флюса
Инструменты и материалы
Для технологии спаивания используется ряд компонентов.
- Паяльник применяется для нагрева соединений, которые должны быть спаяны.Припой имеет более низкую температуру плавления, чем металлы, которые соединяются. Припой плавится при нагреве паяльником.
- Бура действует как флюс в целях предотвращает окисление металлов, которые соединяются.
- Припой, который используется для соединения медных труб, имеет необходимую кислотную основу подходящая для труб, но вызывающая коррозию электронных соединений.
- Подставка, на которую можно провести горячим паяльником. Существуют различные стойки. Важно всегда держать горячий паяльник на своем месте, пока он не используется.
- Губка или тряпка, которая используется для очистки кончиком утюга.
- Мелкая наждачная бумага, которая используется для очистки соединений, перед пайкой.
- Зажимы крокодилы могут быть использованы в качестве радиаторов, если это необходимо.
- Горелка, если производится пайка труб.
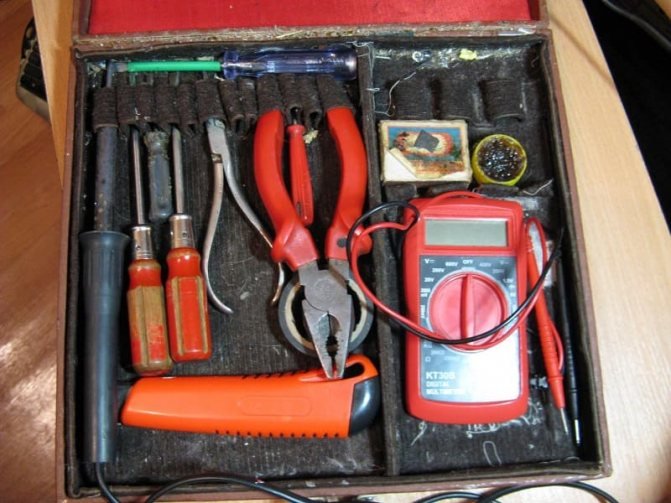
Инструменты для пайки
Таким образом, использование буры эффективно в бытовых условиях для очистки поверхностей и деталей, а также в качестве антисептика. Ингредиент часто применяется для пайки различных деталей в качестве защиты от окисления и предохранения коррозии. Низкая стоимость и широкое распространение позволили использование вещества во многих областях промышленности и услугах монтажа.
Как выполняется пайка медных труб
Прежде чем приступить к пайке, необходимо подготовить следующие инструменты и расходные материалы:
- щетки с металлической щетиной для зачистки соединяемых поверхностей;
- приспособления и инструменты, при помощи которых соединяемые детали будут нарезаться по требуемым размерам;
- газовая горелка или паяльная лампа;
- припой, который выбирается в зависимости от того, из какого материала изготовлены соединяемые детали;
- бура, характеристики которой должны соответствовать требованиям ГОСТа 8429-77;
- кисточки, необходимые для того, чтобы наносить флюс.

Флюс, припой и горелка – основные компоненты для пайки медных сплавов

Особое внимание следует уделить выбору газовых горелок, которые на современном рынке представлены в большом ассортименте. Такое приспособление, предназначенное для обеспечения полноценного разогрева основного металла и припоя, может быть оснащено автоматическим пьезорозжигом или изготовлено в классическом исполнении. Выбирать горелки, для розжига которых используется пьезоэлемент, стоит только в том случае, если такое устройство произведено под известной торговой маркой. В противном случае лучше приобрести обычную качественную горелку, которая обеспечит вам бесперебойную работу на протяжении длительного времени.

Зачистка места соединения перед пайкой
Сам процесс пайки с помощью буры, включая подготовительные процедуры перед его выполнением, удобнее всего рассмотреть на примере соединения двух труб, изготовленных из меди. Выполняется такой процесс в следующей последовательности.
- Внутренние поверхности соединяемых труб тщательно зачищаются, для чего используется щека с металлической щетиной.
- Наружную зачистку медных труб, выполняемую до образования металлического блеска их поверхностей, осуществляют при помощи наждачной шкурки.
- После тщательной зачистки на внутренние и наружные поверхности наносится бура, для чего используется специальная щеточка.
- Покрытые флюсом в месте будущего соединения медные трубы необходимо состыковать между собой. После этого можно приступать к пайке.
- Перед началом процесса поверхности труб необходимо разогреть до требуемой температуры, для чего используется газовая горелка. Воздействовать пламенем на поверхности соединяемых изделий следует не менее 15–20 секунд.
- После того как поверхности труб разогреты до требуемой температуры, в область пайки вводится припой, который расплавляется также под воздействием пламени газовой горелки. Наносить расплавленный припой на поверхности соединяемых деталей следует равномерно, чтобы обеспечить качество и надежность формируемого соединения.

Нанесение флюса на место пайки
После выполнения пайки с помощью буры следует выполнить контроль полученного соединения, для чего могут быть использованы разрушающие и неразрушающие методы. Чаще всего такой контроль выполняется при осмотре полученного соединения на предмет наличия внешних дефектов. Для выполнения такого осмотра, который позволяет выявить многие недостатки соединения, может использоваться увеличительная лупа.
Ход выполнения анализа
1. Приготовление раствора задачик аналитическим операциям заключается в точном доведении дистиллированной водой объема ее раствора до уровня МЕТКИ. ПЕРЕМЕШАТЬ!.
( Поставить МК0,1л на рабочее место! )
2. Приготовление ≈0,1н раствора БУРЫ в избранной мерной колбе — 200мл или 250мл:
а) Расчет навески кристаллической БУРЫ (Na2B4O7.10H2O):
Сн(Na2B4O7) » 0,1н = m(БУРЫ) / Mэ(БУРЫ).V(избраннаямерная колба )
m(навеска буры) » 0,1 . 190,7 . V(избраннаямерная колба ):
— для V(избранноймерной колбы ) = 0,2л
m(навеска)200 ≈ 0,1 . 190,7 . 0,2 = 3,81г ≈3,5-4,2г
-для V(избранноймерной колбы ) = 0,25л
m(навеска)250 = 0,1 . 190,7 . 0,25 = 4,76г ≈4,5-5,2г
б) Приготовление стандартного рабочего раствора:
Выбрать мерную колбу на 200мл или 250мл. и тщательно ее вымыть!
-вставить в выбранную мерную колбу спецворонку,
-на весах в маломстаканчике взять массу НАВЕСКИ буры по выбранной мерной колбе:
| Масса пустого стаканчика | г |
| Масса стаканчика с кристаллическим веществом | г |
| m( »навеска ) | г |
—осторожно, при помощи спецворонки, обмывая ее небольшими порциями горячей дистиллированной воды, количественно перенести эту навеску внутрь объема выбранной мерной колбы, заполнив ее »НАПОЛОВИНУ,
-охладить раствор колбы до КОМНАТНОЙ температуры,
-довести холодной дистиллированной водой объем колбы до МЕТКИ на ее горлышке.
Перемешатьраствор визбраннойколбе –набумажном «фартуке» указать – БУРА,
поставить мерную колбу с приготовленным раствором БУРЫ на рабочее место!
в) Расчет точной нормальностиприготовленного раствора буры:
Сн(бура) = m(навеска) / [ 190,7 . V(избраннаямерная колба ) ] = 0, н.
3. Приготовление ≈0,1н раствора CЕРНОЙ КИСЛОТЫ РАЗБАВЛЕНИЕМ более концентрированного:
а) Измерить АРЕОМЕТРОМплотность концентрированного раствора H2SO4,конц.,
… из таблицы ПРИЛОЖЕНИЯ VII (стр.467-468) определить C%(H2SO4)этого раствора:
| № бутылки с H2SO4,конц. | — |
| Плотность концентрированного раствора H2SO4,d(H2SO4,конц.) | г/мл |
| С%(H2SO4,конц.) | % |
б) Расчет объемаконцентрированного раствора H2SO4 — V(H2SO4,конц.),
необходимого для приготовления в выбранной мерной колбе ≈0,1н раствора H2SO4:
— для V( избранной мерной колбы ) = 0,2л:
m(H2SO4,100%) = 0,1. 49. 0,2 = 0,980г
= = мл.
— для V( избранной мерной колбы) =0,25л
m(H2SO4,100%) = 0,1. 49. 0,25 = 1,225г
= = мл.
Результаты расчетов для избраннойколбы записать в таблицу:
| V(избранной мерной колбы) | л | |
| m(H2SO4,100%) | г | |
| V(H2SO4,конц.) | мл | ≈ |
—малым мерным цилиндром отмерить ≈ V(H2SO4,конц.),
—залитьэтот объем в выбранную мерную колбу ( 200мл или 250мл ),
—добавить до уровня ее МЕТКИ дистиллированную воду.
Перемешать раствор визбранной колбе —бумажным «фартуком» указать – H2SO4, поставить мерную колбу сприготовленным раствором H2SO4на рабочее место!
На рабочем месте должны быть:
— МК0,1 с раствором задачи,
— МК200 или 250 с раствором БУРЫ,
— МК200 или 250 с раствором H2SO4,
— пипетка на 10мл,
— три конические колбочки для титрований,
— штатив с бюреткой на 25мл, ( на основание штатива подложить кусочек БЕЛОЙ бумаги ).
4. Установление точной нормальности приготовленного рабочего раствораH2SO4
титрованием со стандартным растворомБУРЫ:
а) -бюреткуна рабочем месте заполнить раствором H2SO4,
б) -в три конические колбочки для титрования пипеткой внести по 10мл раствора БУРЫ,
— добавить из КАПЕЛЬНИЦЫ в каждую по 3-5капель раствора индикатора МЕТИЛРОТ,
— титровать до появления устойчивого СЛАБО-РОЗОВОГО окрашивания.
| V1(БУРА) | мл |
| V2(H2SO4) | мл |
( различия между крайними значениями V2(H2SO4)не должны превышать 0,2мл . )
Среднее арифметическое значение V2(H2SO4)среднее получают делением на 3 суммы из трех выбранных исполнителем УДОВЛЕТВОРЯЮЩИХ его значений = :
= = 0, н
5. Установление нормальности раствора и массы NaOH в задаче по раствору H2SO4:
а) -бюреткуна рабочем месте заполнить раствором H2SO4,
б) -в три конические колбочки для титрования пипеткой внести по 10 мл раствора задачи,
— добавить из КАПЕЛЬНИЦЫ в каждую по 3-5капель раствора индикатора МЕТИЛРОТ,
— титровать до появления устойчивого СЛАБО-РОЗОВОГО окрашивания.
| V1(задача) | мл |
| V2(H2SO4) | мл |
( различия между крайними значениями V2(H2SO4)не должны превышать 0,2мл . )
Среднее арифметическое значение V2(H2SO4)среднее получают делением на 3 суммы из трех выбранных исполнителем УДОВЛЕТВОРЯЮЩИХ его значений = :
= = 0, н
m(NaOH)опытное. = Cн(NaOH) . Mэ(NaOH) . V(мерная колбочка)задача = Cн(NaOH) . 40 . 0,1 =
= = г
6.Истинную массу NaOH взадаче сообщает преподаватель по №задачи студента:
m(NaOH)истиное = г
7. Относительное отклонение полученного результата от истинного значения:
χ = опытное – m(NaOH)истино ] / m(NaOH)истиное > . 100% =
Источник











