Программисты востребованы везде, даже на производстве. Дело в том, что изготавливать каждую деталь вручную долго, поэтому нужна автоматизация. А где автоматизация, там программы и алгоритмы. Сегодня покажем вам направление в ИТ, о котором мы ещё не говорили: программирование станков с ЧПУ.

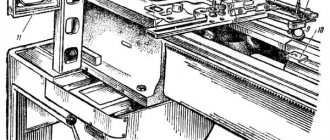
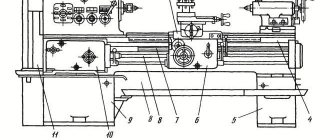
Токарный станок с ЧПУ, который вытачивает детали из металла.
Типы станков с ЧПУ

Одна и та же деталь может подвергаться обработке на разных станках. В зависимости от геометрии модели, наличия или отсутствия отверстий, деталь может проходить несколько последовательных технологических операций на разных станках с ЧПУ:
- токарном — для придания формы, отрезания, нарезания канавок, подрезания;
- фрезерном — для резания плоскостей, создания лысок, пазов;
- сверлильном — для создания технологических отверстий и долбления;
- шлифовальном — с целью окончательной или черновой обработки деталей, удаления сварных швов;
- многоцелевом, который производит все операции предыдущих станков.
Как правило, на предприятии есть различные типы станков с ЧПУ, которые позволяют выполнять все необходимые технологические операции для создания как простых серийных деталей, так и сложных в стереометрическом отношении моделей.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Программирование станков с ЧПУ

Для того чтобы оборудование могло выполнять операции, ему необходимо задать набор команд, так называемый G-код. Он трансформируется из программы, написанной разработчиком, в постпроцессоре. Отсюда система управления станком получает информацию о задаче и этапах ее выполнения, затем формирует профиль, и станок выполняет технологические операции.
Чтобы в реальности воплотить конструкторские или инженерные разработки, нужно написать программу для создания конкретной детали. Это делает программист с помощью CAD-софта.
Важно! В зависимости от поколения станков, управляющей системы, типа оборудования применяются различные платформы программирования.
Требования к написанию алгоритмов
Они должны быть четко структурированы и разбиты на кадры, каждый из которых обязан завершаться разделителем CR/LF. В конце необходимо поставить М02 либо М30. Сопутствующие комментарии оставляют в круглых скобках – либо сразу после символов, либо на отдельной строке. Одни и те же функции можно повторять в любой выбранной последовательности и какое угодно количество раз, если это является рациональным решением.
Если алгоритм генерирует САПР, оператору требуется проконтролировать результат. Для этого ему необходимо знать размеры детали, толщину слоя съема, параметры резца, глубину введения лезвия.
Методы программирования на станках с ЧПУ
Способов написания программ для оборудования с ЧПУ несколько:
- ручной — разработчик или проектировщик создает код на удаленном ПК, затем переносит готовую программу в станок с помощью CD-диска, флеш-накопителя, дискеты или посредством интерфейсного кабеля;
- с пульта ЧПУ — оператор с клавиатуры вводит набор предустановленных команд, которые выполняет станок;
- автоматизированным методом с помощью интегрированных CAD/CAE/CAM систем.
Важно! Автоматизированные методы применимы только в станках последних поколений, включенных в единую компьютерную систему производственного процесса.
Ручной способ программирования чаще всего применяют для однотипных и простых токарных работ, на фрезерных станках для обработки по двум координатам, для сверления групп отверстий.

Программирование с пульта позволяет осуществлять запуск тех же операций, что и при ручном методе, плюс переходы при 2,5–3-координатных перемещениях. Такой метод удобен для запуска однотипных операций или корректировки текущих.
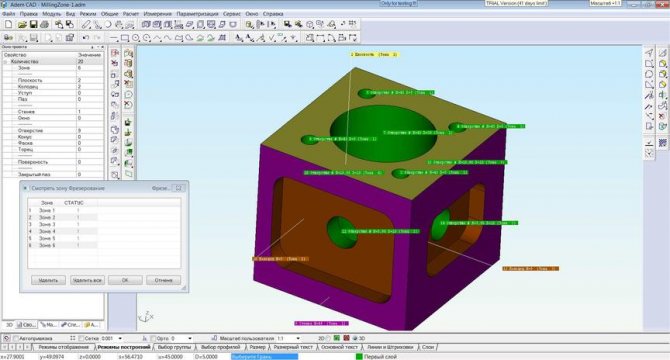
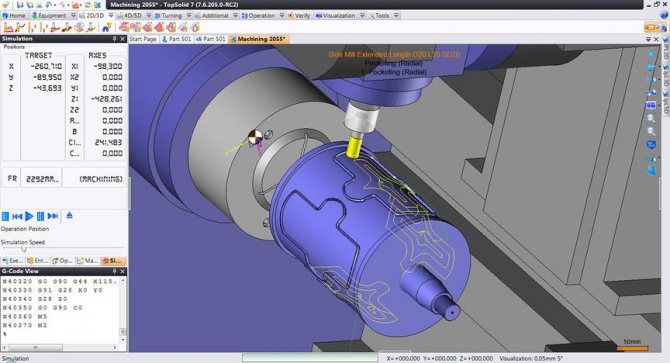
Самая сложная и одновременно самая гибкая система — программирование в CAM-средах. Здесь нужно сначала получить эскиз и модель из CAD, выбрать станок в диалоговом окне, задать приспособления, пределы перемещений, инструменты, режимы, способы обработки и коррекции. Постпроцессор, получив данные, преобразует их для генерации в управляющую систему. При этом оператор в удаленном режиме видит виртуальную модель и может в реальном времени вносить коррективы в работу оборудования.
Ручное программирование
Подавляющее большинство предприятий применяют именно станки, программируемые вручную. Это связано с тем, что основные выполняемые операции — простые и однотипные. Поэтому приобретать современные станки, интегрированные в единую электронную систему, нет необходимости.
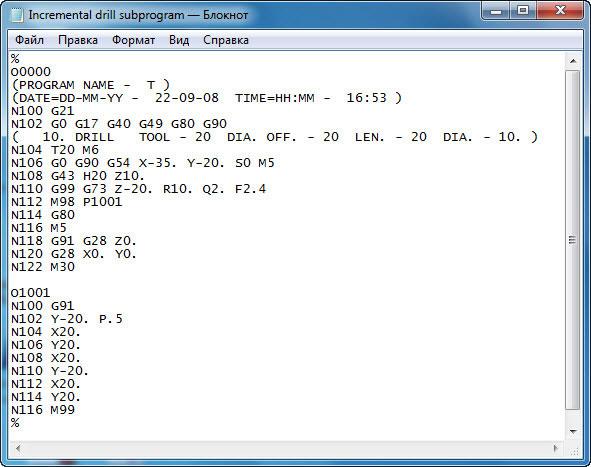
Ручное программирование требует скрупулезной точности и выверенности параметров. Оператор должен в совершенстве владеть G-кодом и знать все его команды. Программу технолог создает на своем компьютере в текстовом редакторе. Расширение файла — .txt. Программа включает координаты, по которым двигается инструмент, обрабатывая деталь, и набор кодов. После написания программы ее переносят в управляющую систему станка.
Важно! Для малых предприятий или мелкосерийных производств станки с ЧПУ с ручным программированием — оптимальное решение. Они эффективно справляются с работой, а от технолога или оператора требуется только один раз написать необходимые программы, либо писать их нечасто — по мере необходимости.
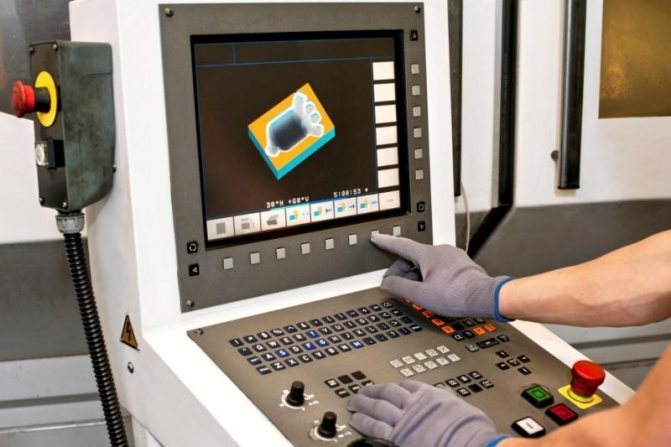
На пульте
Многие станки с ЧПУ оборудованы дисплеем и клавиатурой. Поэтому задавать программу оборудованию можно непосредственно с пульта. Производители предусмотрели два варианта постановки задачи станку:
- ввод G и M кодов с клавиатуры;
- использование диалогового окна.
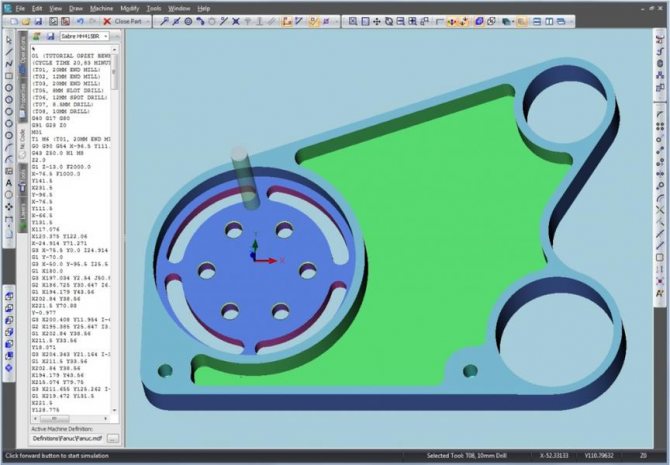
Важно! Станки с ЧПУ, оборудованные дисплеем, позволяют запустить имитацию обработки детали с визуализацией на экране. Эта опция дает возможность провести отладку программы до запуска станка.
Автоматизировано
Для предприятий, выпускающих детали высокой точности и сложной конфигурации, оптимальной считается CAM-система. Она существенно повышает производительность, поскольку автоматически вычисляет траекторию перемещения инструмента, производящего обработку заготовки.
Предприятия, на которых станки с ЧПУ выполняют большое разнообразие технологических операций, также предпочитают оборудование полностью автоматизированное. Потому что временные затраты на написание программ в ручном режиме будут несопоставимыми со временем работы станков. Либо придется существенно увеличивать штат технологов и операторов.
Преимущества автоматизированных систем:
- избавляют технолога или проектировщика от громоздких и длительных математических расчетов;
- на одном и том же базовом языке генерируют УП (G-код) для станков всех типов;
- имеют набор готовых функций, сокращающих время составления программы;
- загрузка готового кода в память станка прямо с ПК технолога.
Важно! CAM-системы могут быть языковыми или графическими. Первые требуют знания определенного языка программирования, вторые ведут диалог с разработчиком в интерактивном режиме и значительно более просты в освоении.
Основные режимы работы
Режим автоматического управления. Этот режим является основным для станка с ЧПУ. Именно в этом режиме производится обработка детали по программе. Для запуска УП на выполнение необходимо сначала выбрать активную программу и затем нажать кнопку Старт цикла.
В режиме автоматического управления оператор может влиять на запрограммированную скорость подачи и частоту вращения шпинделя. Рукоятка коррекции ускоренного хода позволяет изменять скорость холостых перемещений исполнительных органов станка обычно в диапазоне от 0 до 150%.
Режим редактирования. В этом режиме оператор станка может вводить новую или редактировать существующую программу обработки вручную, используя клавиатуру УЧПУ.
Возможности по редактированию УП у разных стоек ЧПУ могут значительно отличаться. Простейшие системы позволяют вставлять, удалять и копировать слова данных. Самые современные СЧПУ имеют функции поиска и замены данных (аналогично текстовым редакторам на ПК), копирования, удаления и переноса определенного программного диапазона, способны редактировать УП в фоновом режиме.
| Рис. 15.2. Ручной генератор импульсов |
Функция фонового редактирования данных позволяет оператору станка создавать или редактировать одну программу при одновременном выполнении другой программы. Для фонового редактирования систему управления необходимо переключить в автоматический режим.
Обычно в режиме редактирования осуществляется ввод/вывод УП с персонального компьютера или другого внешнего устройства. Здесь же можно проверить размер свободной памяти СЧПУ и количество зарегистрированных программ.
Режим ручного ввода данных MDI. Режим ручного ввода данных MDI позволяет оператору ввести и выполнить один или несколько кадров, не записанных в памяти СЧПУ. Обычно этот режим используется для ввода отдельных G- и М-кодов, например для смены инструмента или включения оборотов шпинделя. Введенные команды и слова данных после выполнения или сброса удаляются.
Толчковый режим. Толчковый (старт-стопный) режим обеспечивает ручное перемещение исполнительных органов станка при нажатии на соответствующие клавиши на панели УЧПУ.
Режим управления ручным генератором импульсов или маховиками. В этом режиме осуществляется перемещение исполнительных органов станка при помощи ручного генератора импульсов, который похож на пульт дистанционного управления или при помощи специальных маховиков на панели УЧПУ. Оператор станка может задавать шаг и направление перемещения при помощи специальных переключателей.
Режим возврата в нулевую точку. Возврат исполнительных органов в нулевую точку является стандартной процедурой при включении станка. В этом случае происходит синхронизация станка и системы управления.
Режим прямого числового управления DNC. Режим DNC позволяет выполнять программу обработки прямо из компьютера или другого внешнего устройства, не записывая ее в память системы. Обычно в этом режиме выполняются УП большого размера, которые не могут поместиться в памяти СЧПУ.
Режим редактирования параметров. В этом режиме производят редактирование параметров системы ЧПУ. Пользовательские параметры отвечают за настройку текущей даты и времени, работу в различных режимах и т. д. Системные параметры влияют на функционирование станка в целом. Не рекомендуется самостоятельно изменять значения системных параметров. Иногда вход в область параметров заблокирован и для редактирования требуется ввести специальный код, установленный производителем станка.
Тестовые режимы. У любого станка с ЧПУ есть определенное количество тестовых функций. К ним, например, относятся пробный прогон и покадровая отработка УП. Некоторые системы ЧПУ позволяют осуществлять графическую проверку траектории.
planetacam.ru
Как составлять программы для станков с ЧПУ?
Чтобы написать программу для оборудования с числовым программным управлением, нужно придерживаться определенных правил:
- деталь рассматривают как геометрическое тело;
- взаимодействие инструмента и заготовки должно учитывать их одновременное перемещение относительно друг друга;
- траектория рабочего инструмента задается его центром;
- инструмент перемещается из одной области в другую, причем эти области могут быть дугами, кривыми, прямыми;
- точки пересечения областей (опорные, или узловые точки) включаются в качестве координат в управляющую программу;
- УП создается покадрово, где каждому кадру соответствует описание.
Чем сложнее деталь, тем больше кадров будет содержать УП.
Модели САПР
Системы автоматического проектирования с появлением ПК стали называть CAD-системами — компьютерного проектирования. Тем не менее аббревиатура САПР прочно закрепилась, и технологи, разработчики, программисты, проектировщики любой софт для проектирования по-прежнему называют САПР.
Основные модели САПР:
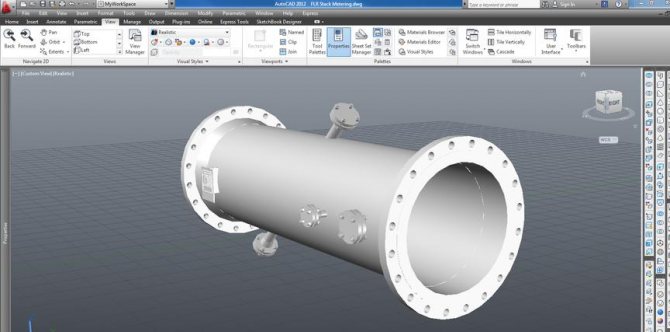
- AutoCAD — лидер среди всех систем, программа, позволяющая программировать в 2D и 3D-средах. В AutoCAD можно строить чертежи, трехмерные модели и многое другое. Кроме того, это платформенный софт, то есть не узкоспециализированный, а предназначенный для любых видов проектирования — машиностроительного, автомобильного, дорожного и пр.
- Bricscad — альтернатива предыдущему софту. Включает инструменты вариационного моделирования, поддерживает напрямую формат DWG и BIM-технологии.
- Autodesk Inventor — профессиональная система 3D-проектирования для промышленного производства. Этот софт поддерживает импорт моделей и файлов из других САПР, интегрирован с иными программными средами линейки — 3ds Max, AutoCAD, Revit и другими. Адаптирован для российских стандартов при проектировании, проведении расчетов, моделировании, создании документации. Включает большой набор стандартизированных моделей, функций, параметров и инструментов.
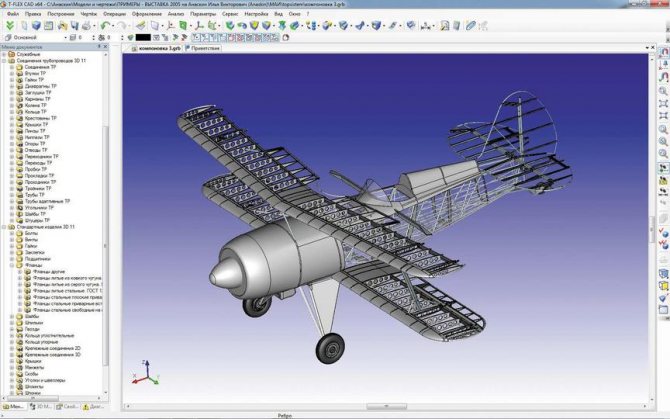
- Компас 3D — отечественный софт для параметрического моделирования. Предназначен для машиностроения, строительства и приборостроения. Полностью поддерживает ЕСКД и ГОСТ.
- РТС Creo — «тяжелая» САПР для параметрического проектирования больших сборок (например, для авиа- или кораблестроения).
- NX — предназначена для моделирования и проектирования сложных изделий, включая многосоставные. Работает практически на любых ОС, поддержка кросс-функциональной многопользовательской команды, продвинутые возможности для промышленного дизайна. Этот софт позволяет даже моделировать поведение мехатронных систем.
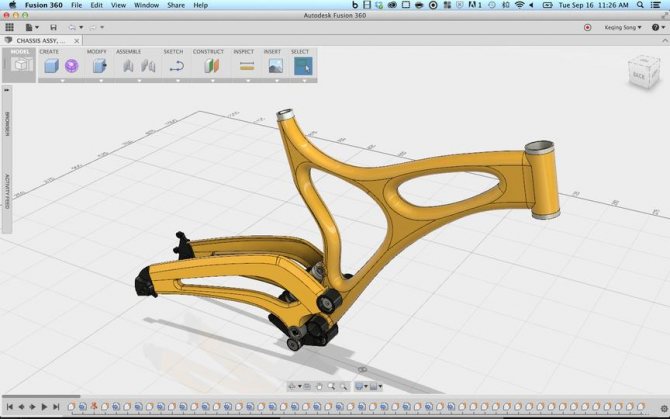
- Fusion 360 — облачная САПР, работающая в виртуальной среде. Сохраняет большинство функций десктопного софта, при этом позволяет взаимодействовать пользователям удаленно.
Важно! При выборе ПО следует учитывать задачи, стоящие перед технологом или проектировщиком, объем работы, возможности программы и поддержку ее интегрирования в общую электронную систему производства.
Конвертации файлов
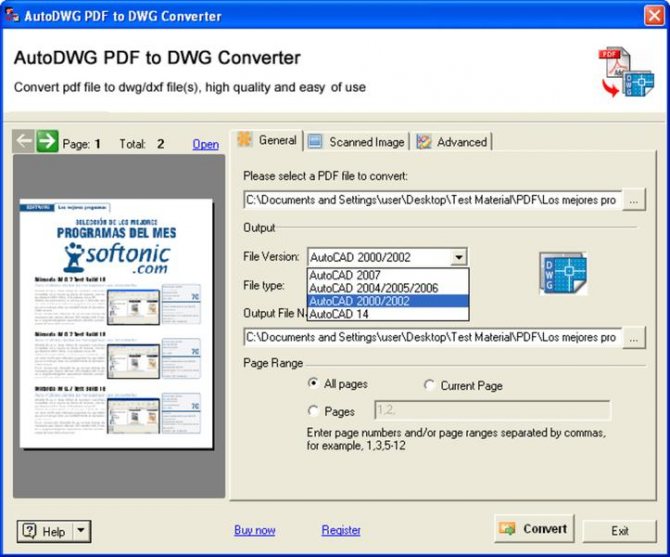
Предприятия, которые используют устаревшее ПО, часто сталкиваются с проблемой открытия файлов, созданных в более свежих версиях софта или программах, расширения файлов которых не поддерживает и не понимает старая программа.
Заменить ПО на новое не всегда возможно: лицензионный софт стоит дорого. А кроме того, современные программы попросту не будут работать на устаревших ПК с ОС Windows XP или 7. Замена же компьютерного парка и вовсе многим предприятиям не по карману.
Поэтому у проектировщиков есть три пути — установить бесплатное ПО, поддерживающее требуемый формат файлов, воспользоваться облачными программами или специальными конвертерами.
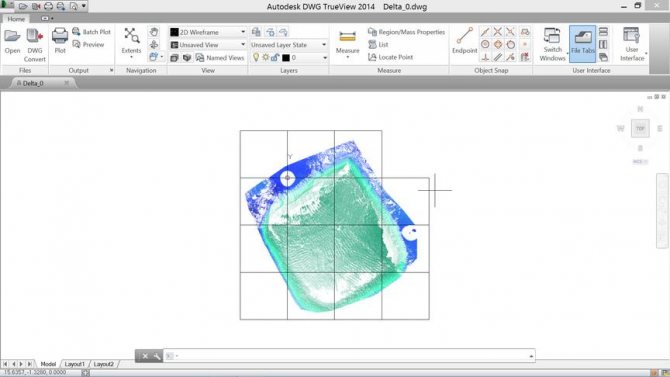
Autodesk выпустил программу DWG TrueView, которая не дает просматривать файлы, но конвертирует их в нужный тип. Правда, она занимает много места на жестком диске, зато бесплатная. Альтернативный вариант — DWG Converter. Он не требует установки, позволяет конвертировать как одиночные, так и пакетные файлы
Онлайн-конвертер CAD Exchanger способен трансформировать в нужный формат практически любой тип файлов. При этом следует помнить, что бесплатно в сутки и месяц можно обработать не более 10 файлов.
Типы программного обеспечения
Для обеспечения работы оборудования с числовым программным управлением предусмотрены виды софта:
- CAM — система автоматизированного производства, которая работает с готовыми CAD-проектами;
- CAD — система автоматизированной разработки — ПО для проектирования и создания 3D-объектов на основе определенных параметров;
- CAE — вспомогательный софт, необходимый на предварительном этапе: подготовки проекта, анализа, моделирования, планирования;
- CAD/CAM-пакеты для полнофункциональной разработки и внедрения проекта в модуль ЧПУ.
Для токарных станков с ЧПУ
Лучшие CAD-программы для станков данного типа:
- AutoCAD — полифункциональная проектировочно-чертежная система;
- SolidWorks — ПО для проектирования 2D и 3D объектов любого назначения и сложности;
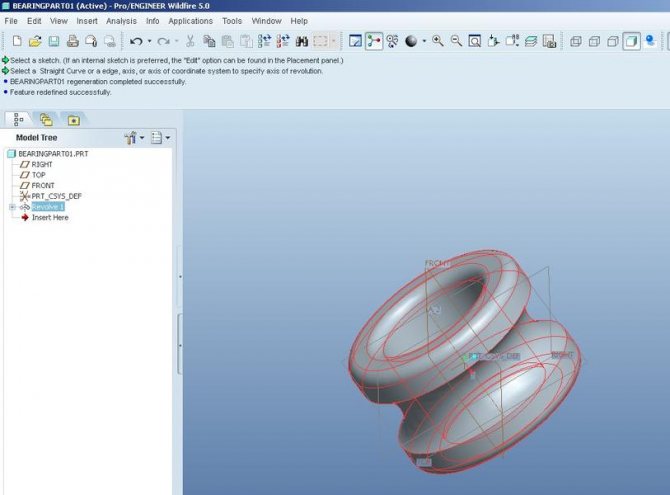
- Pro/ENGINEER — пакетный софт для решения инженерных и конструкторских задач.
Эти программы дают широкие возможности для проектирования любых деталей — от простых до геометрически сложных.
CAM-софт для формирования управляющей программы:
- SprutCAM — отечественная разработка для формирования УП по токарной обработке любых деталей и изделий;
- Fusion 360 — комплексная система, позволяющая и проектировать и ставить задачи управляющей системе станка;
- EdgeCAM — эффективное ПО, позволяющее формировать УП для токарного станка.
Эти программы трансформируют созданную в CAD-софте модель в понятный для станка код.
Важно! Для экономии можно устанавливать сразу пакетные системы, совмещающие в себе функции CAD/CAM. Например, AutoCAD или «Компас-3D».
Для фрезерных станков с ЧПУ
В зависимости от стоящих перед технологом задач, подбирают ПО для работы с фрезерным станком. Для создания эскизов для плоской резки подойдут:
- CorelDraw — графический редактор для векторных изображений;
- LibreCAD — программа, создающая 2D-чертежи;
- Adobe Illustrator — программа для создания и обработки векторных изображений.
Для работы с 3D-моделями можно использовать тот же софт, что и для токарного станка.
Дополнительно стоит присмотреться к программам:
- MasterCAM — софт для 2D/3D моделирования и формирования управляющих команд для станка;
- ArtCAM — система, работающая с векторной и растровой графикой, позволяет выстроить траекторию движения фрезы для создания рельефных поверхностей;
- Mach3 — программа для управления фрезерным станком на базе ОС Windows, она позволяет создавать пользовательские коды, управлять фрезерованием по шести осям, генерировать G-коды.
Выбор стратегии и инструмента обработки
На втором этапе работы с САМ системой технолог-программист выбирает стратегию и параметры обработки, назначает инструмент и режимы резания. Современная система обычно имеет солидный набор стратегий и позволяет выполнить обработку одной и той же детали разными способами.
Условно все стратегии можно разделить на черновые и чистовые, стратегии плоской и объемной обработки. Рассмотрим стратегии, характерные для большинства современных САМ систем.
Плоская обработка
Стратегии плоской обработки применяются при работе с 2D геометрией. В этом случае не требуется большого разнообразия — вся обработка сводится к фрезерованию контура или плоскости, выборке кармана и обработке отверстий (рис. 12.14-12.17).
Рис. 12.14. Контурная стратегия (Contour). Для чернового фрезерования указывается количество проходов и шаг между ними (перекрытие).
Рис. 12.15. Обработка кармана (Pocket). Эта стратегия предназначена для выборки замкнутых областей. Основными параметрами являются: шаг между проходами фрезы и тип траектории (параллельная, спиральная, зигзаг и др).
Рис. 12.16. Обработка плоскости (Face). Основными параметрами для этой стратегии являются: шаг между проходами фрезы и угол обработки (45 градусов в данном примере).
Рис. 12.17. Обработка отверстий — сверление (Drill), нарезание резьбы (Threading), растачивание (Boring). Основные параметры — тип операции и глубина обработки.
Объемная обработка
Стратегии объемной обработки предназначены для работы с 3D моделями. Эти стратегии отличаются большим разнообразием, однако все они условно могут быть разделены на черновые и чистовые.
Стратегии объемной черновой обработки предназначены для быстрой послойной выборки большого объема материала и подготовки детали к последующей чистовой обработке. Стратегии объемной чистовой обработки используются для окончательного фрезерования поверхностей с требуемым качеством. Зачастую при объемном чистовом фрезеровании управление перемещением режущего инструмента осуществляется одновременно минимум по трем координатам. Как правило, при объемной обработке используют сферические фрезы. В этом случае произвести расчет перемещения инструмента самостоятельно, без использования CAD/CAM системы чрезвычайно трудно.
В качестве примеров, рассмотрим некоторые стратегии объемной об¬работки более подробно.
Обработка кармана — стратегия, предназначенная для эффективного удаления материала из закрытых или открытых карманов. Существует множество схем карманной обработки: зигзаг, в одном направлении, параллельная и круговая спираль. Современная CAD/CAM система выбирает оптимальную схему фрезерования, обеспечивая максимальную производительность и минимальное число холостых ходов. Как правило, эта стратегия заключается в последовательной послойной выборке материала и выполнении заключительного чистового обхода контура на окончательной глубине. При зигзагообразной схеме обработки кармана происходит изменение вида фрезерования — с встречного на попутное или наоборот.
Стратегия радиальной обработки обычно применяется для черновой или чистовой обработки деталей круглой формы. Перемещение инструмента в этой стратегии производится от центра детали к ее внешним границам (или наоборот) с постепенным изменением угла в плоскости обработки.
Рис. 12.18. Послойная обработка кармана.
Рис. 12.19. Черновая радиальная обработка.
С помощью черновой вертикальной выборки можно быстро обработать деталь, используя движения аналогичные сверлению. Производства использующие такую стратегию, приобретают специальные плунжерные фрезы, позволяющие быстро выбрать материал и имеющие подвод охлаждающей жидкости через ось инструмента. Стратегия черновой вертикальной выборки отлично подходит для обработки глубоких впадин и карманов.
Рис. 12.20. Результат применения стратегии черновой вертикальной выборки.
Стратегия фрезерования остатков (дообработка) позволяет автоматически удалить материал, оставшийся от предыдущей операции. Для увеличения производительности обработки принято выбирать материал сначала инструментом большого диаметра, а уже затем производить фрезерование в труднодоступных местах инструментом меньшего диаметра Система, анализируя объем снятого и оставшегося материала, автоматически генерирует траекторию для выборки материала, который не был удален в предыдущей операции обработки.
Стратегия контурной обработки используется для черновой или чистовой контурной обработки деталей произвольной формы. Суть стратегии заключается в удалении припуска за счет проходов фрезы по контурам, созданным путем “смещения ” границ текущего слоя по Z.
Стратегию обработки по потоковым линиям применяют для чистовой обработки любых поверхностей. Система создает траектории с учетом формы и направления поверхностей.
Карандашная стратегия предназначена для окончательной обработки углов и стыков между поверхностями.
Рис. 12.21. Стратегия дообработки меньшим инструментом.
Рис. 12.22. Объемная контурная обработка.
Рис. 12.23. Обработка по потоковым линиям
Рис. 12.24. Карандашная обработка.
Стратегия проекционной обработки позволяет наложить на любой участок обрабатываемой поверхности своеобразный шаблон траектории движения инструмента или спроецировать плоскую траекторию на 3D модель.
Рис. 12.25. Сначала была создана траектория для обработки плоского эскиза “Волк”. А уже затем траектория была спроецирована на сферическую поверхность.
После выбора стратегии и определения основных параметров обработки необходимо назначить режущий инструмент, либо выбрать его из библиотеки инструментов. На этом же этапе определяются режимы резания: скорость рабочей подачи, обороты шпинделя и программируется включение или выключение СОЖ. Результатом второго этапа является сформированная траектория. В дереве операций САМ системы должна появиться новая техно¬логическая операция.
Написание программ для станков с ЧПУ
Для создания программы, которая осуществит реализацию инженерной разработки, технолог должен владеть специальным кодом, который схож с C# или Basic. Это специализированный G-code, который способны распознавать управляющие системы станков с числовым программным управлением.
G-коды
G-коды содержат цифровую маркировку от 00 до 97 и каждый из них соответствует определенной операции или настройке станка — от прямолинейных и круговых перемещений, выбора плоскостей, ввода метрических данных до коррекции и контроля скоростей инструментов и двигателей.
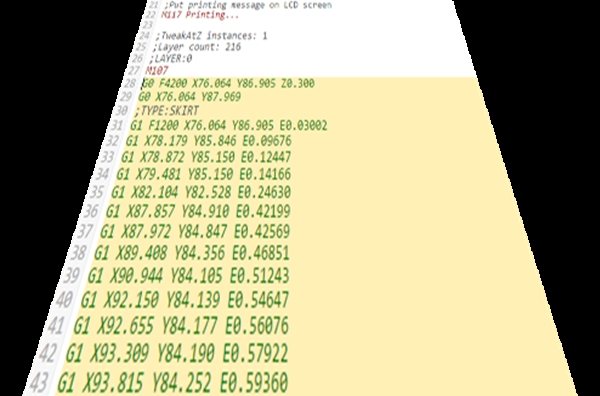
Блоки G –кода
Набор команд для станка с ЧПУ объединяют в блоки. Их записывают в одну строку и управляющая система будет считывать их последовательно слева направо. Если строки недостаточно, код будет продолжен в следующей, и машина перейдет к ней.
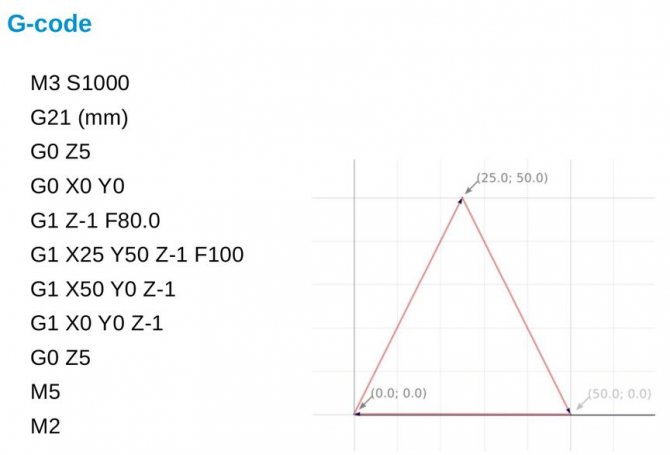
Примеры блоков:
- G17 G54 G90 — этот блок задает параметры (плоскость, нулевую точку и абсолютные значения);
- G0 X-19 Y-19 — ускоренное перемещение в точку с указанными координатами;
- G1 ХЗ Y3 F600 — линейное перемещение инструмента в точку с указанными координатами и подачей 600 мм/мин.
Операторы и технологи знают G-коды наизусть, поэтому для них не составляет труда быстро формировать нужные программы.
Программ G –кода
Команды даются последовательно и логично, поэтому программа состоит, как правило, из этапов:
- Пуск.
- Загрузка инструмента.
- Включение шпинделя.
- Подача охлаждения.
- Перемещение инструмента в исходное положение.
- Запуск процесса обработки.
- Отключение охлаждения.
- Останов шпинделя.
- Возвращение шпинделя на исходную позицию.
- Завершение программы.
Если обрабатываться будет серия заготовок, то повторяться будут команды со 2 по 9.
Модальные и адресные коды
Модальные необходимы для активации и отключения определенных функций станка, например, охлаждения или запуска шпинделя.
Адресные коды включают координаты по осям для перемещения исполнителя.
Самые распространенные G-коды
Чаще всего оператор или технолог используют коды, которые обозначают наиболее типичные движения:
| Код | Команда | Содержание |
| G0 | Быстрое перемещение | Станок использует обе оси, чтобы максимально быстро доставить инструмент в нужную точку |
| G1 | Линейное движение | Перемещает исполнитель по прямой |
| G2, 3 | Дуга по часовой/против часовой стрелки | Обеспечивает плавное перемещение инструмента к заданным координатам через промежуточные, которые и задают дугу |
| G17, 18, 19 | Задание плоскости | Дает команду станку, в какой из плоскостей совершить дуговое перемещение |
| G43 | Компенсация длины инструмента | Задает длину исполнителя относительно оси Z |
M-коды
Это машинные коды, которые отличаются на разных станках с ЧПУ. Они управляют функциями оборудования (его агрегатов, двигателей и узлов). Например, подача или отключение охлаждения, вращение шпинделя или направление его движения.
G-коды для ЧПУ: таблица подготовительных команд
| Символ | Описание |
| G00-04 | установка инструмента в позицию |
| G17-19 | переключение между плоскостями – XY, XZ и YZ соответственно |
| G20-21 | вычисления в английской (дюймовой) или метрической системе измерений |
| G40-44 | компенсация длины, диаметра, размеров рабочего органа |
| G53-59 | переход от одних координат к другим |
| G80-84 | активация циклов сверления или резьбования |
| G90-92 | переключение от абсолютных координат к относительным и наоборот |
Теперь переходим к тем функциям, которые используются чаще всего, подробно мы их уже рассмотрели, теперь, для наглядности и лучшего запоминания, кратко.
Как написать программу ЧПУ станка с нуля?
Для того чтобы составить правильный набор команд, нужно понимать принцип работы оборудования, знать режимы и инструменты резания, допуски и посадки, технологический процесс производства детали, основы программирования в G и M кодах. Последнее — самое простое из того, что нужно знать.
Сам процесс программирования состоит из последовательности действий:
| Команда | Этап |
| Т5/Т0505 | Вызов исполнителя |
| G10-G54 | Значение соответствующего инструмента |
| G97 S1000 CW/CCW | Запуск вращения главного шпинделя со скоростью 1000 об/мин по часовой стрелке/против часовой стрелки |
| М08 | Запуск охлаждения |
| G00 X… Y… | Быстрое перемещение исполнителя в заданные координаты |
| G02 X… Z… R… | Работа исполнителя по дуге по часовой стрелке |
| М30 | Останов программы |
Важно! Чтобы самостоятельно составлять программы для станков с ЧПУ, недостаточно знать команды, нужно предварительно построить чертеж в координатной сетке, чтобы понимать, куда и зачем будет передвинут режущий инструмент.
Параметры команд, заданные латинскими буквами
| Символ | Описание |
| Координаты точек по соответствующим осям | |
| X | |
| Y | |
| Z | |
| Скорость | |
| F | рабочей подачи |
| S | вращения шпинделя |
| R | радиус (либо, реже, показатель стандартного цикла) |
| I, J, K | габариты дуги, наблюдаемой в случае круговой интерполяции |
| D | коррекция действующего инструмента |
| P | задержка (или количество вызовов подцикла) |
| L | подпрограмма по метке |
Самоучители для начинающих по основам программирования станков с ЧПУ
Научиться собственно программированию несложно. В сети есть много самоучителей для начинающих, вот некоторые из них:
- Пайвин А. С., Чикова О. А. Основы программирования станков с ЧПУ;
- Должиков В. П. Основы программирования и наладки станков с ЧПУ;
- Сосонкин В. Л. Методика программирования станков с ЧПУ на наиболее полном полигоне вспомогательных G-функций;
- Учебное пособие оператора станков с ЧПУ;
- Основы программирования ЧПУ;
- Ловыгин А. А., Теверовский Л. В. Современный станок с ЧПУ и CAD/CAM-система;
- Уроки ЧПУ начинающим;
- Турчин Д. Е. Программирование обработки на станках с ЧПУ.
Эти пособия и онлайн-уроки рассчитаны на начинающих и предназначены для освоения программирования для разных типов станков. Все они включают знакомство с G-кодированием, содержат полное описание и назначение всех команд и помогают разобраться в особенностях выбора инструмента для той или иной операции, задании координат, модальных и адресных кодах.
Программированием ЧПУ овладеть несложно. Обычно этот процесс занимает не больше нескольких недель. Конечно, под руководством опытного наставника процесс пойдет быстрее, но это не всегда осуществимо. Начинать освоение программирования ЧПУ нужно со знакомства с самим оборудованием и технологическими операциями по обработке деталей.
- 24 августа 2020
- 82306
Рейтинг статьи:
Выбор геометрии
Самым первым действием технолога-программиста является выбор геометрических элементов, подлежащих обработке. Такие геометрические элементы называются рабочими или обрабатываемыми. Это могут быть линии, поверхности, грани и ребра 3D моделей и т.д.
Современные САМ системы позволяют контролировать перемещение инструмента не только относительно рабочих элементов, но и относительно других геометрических элементов. Можно выбрать контролируемые элементы, которых инструмент не должен касаться ни при каких условиях.
Некоторые САМ системы требуют определения геометрии заготовки уже на начальном этапе проектирования обработки. Это означает, что система “видит” заготовку и рассчитывает траектории исходя из действительного припуска. Заготовка может быть определена несколькими способа¬ми:
• в виде цилиндра
• в виде параллелепипеда
• произвольной формы
Рис. 12.11. Цилиндрическая заготовка.
Рис. 12.12. Заготовка в форме параллелепипеда.
Рис. 12.13. Для построения заготовок сложных форм, имитирующих отливки и поковки САМ система может создавать модели заготовок, смещая внешние границы 3D модели детали на указанное расстояние. Большинство современных CAD/CAM систем позволяет импортировать 3D модель заготовки, которая была создана в другой или в этой же системе.
Существуют системы, которые не требуют определения геометрии заготовки на этом этапе. Заготовка назначается и используется только на этапе верификации и не участвует в процессе расчета траекторий. Такое решение является недостаточно эффективным, так как при расчетах система всегда исходит из заготовки правильной формы — параллелепипеда или цилиндра. Если же на самом деле заготовка имеет неправильную форму, то система может сформировать довольно много холостых ходов.
Выбирая геометрические элементы, подлежащие обработке технолог- программист должен учитывать положение детали и заготовки относительно нулевой точки. Здесь есть два пути. Во-первых, можно сместить 3D модель детали относительно нулевой точки, таким образом, чтобы выбранный элемент совпал с ней. Во-вторых, можно смещать нулевую точку относительно модели, “привязывая” ее к определенному геометрическому элементу. Однако это не означает, что первоначальный выбор нулевой точки является окончательным. Система позволяет изменять любые параметры, в том числе и положение нулевой точки детали, в любой момент и на любом этапе проектирования обработки.