При необходимости заварить швы с дефектами или сварить металлоконструкции из стали сварщики используют электроды с покрытием и инвертор, выдающий постоянный ток. Также в сварке нержавеющей стали часто применяются вольфрамовые электроды. Вне зависимости от выбранного электрода или модели сварочника часто возникает проблема правильного и быстрого розжига дуги. Чтобы решить эту проблему достаточно подключить в цепочку оборудования сварочный осциллятор.

В этой статье мы расскажем, что такое осциллятор в сочетании с остальным сварочным оборудованием, каков принцип действия и как применять его в своей работе.
Общая информация
Сварочный осциллятор для сварки алюминия или любого другого металла — это прибор, генерирующий ток высокой частоты. Благодаря этому току электрод лучше взаимодействует с поверхностью металла. Чтобы использовать осциллятор нужен сварочный аппарат и держатель электродов. В данном случае осциллятор устанавливается между ними. Наиболее известные модели осцилляторов: ОССД 300 и ОССД 400, ОП 240, ОП 400.

В целом, такие приборы работают по следующему принципу: осциллятор генерирует кратковременный электрический импульс, зажигая дугу. Импульс исчезает сразу после розжига дуги. При этом нет необходимости в физическом контакте электрода и поверхности металла. Со стороны этот импульс выглядит, как маленький разряд молнии между концом электрода и свариваемой поверхностью. Кстати, осциллятор можно сделать своими руками.
Основные виды
Создать самодельный сварочный осциллятор технически возможно и дома. «Заводские» модели стоят недешёво – но они являются просто набором электротехнических деталей, которые знающий специалист отыщет в находящихся рядом устройствах.
На непрерывной подаче тока
Сварочный осциллятор, выдающий рабочее напряжение постоянно, сравнительно безопасен для сварщика.
Он генерирует импульсы с напряжением до 6 кВ и частотой до 200-250 кГц. Его главное достоинство – в зажигании дуги вне зависимости от расстояния между электродом и свариваемым металлом. Стабильность в работе обеспечивается как раз постоянством наложения высокочастотной составляющей на сварочный ток.
Как разрядник эта деталь подключается параллельно или последовательно. При последнем варианте он нуждается в средствах защиты источника питания – высокочастотные колебания способны вывести его из строя.
Импульсный осциллятор
Такой сварочный осциллятор оптимален для аппаратов на токе переменного рода.
Его главное достоинство – в удерживании разряда при смене полярности электрического тока (что происходит до 50 раз в секунду). Он генерирует сжатый во времени импульс – он и удерживает уже имеющуюся дугу.
Если сравнить с изделием постоянного действия, данный вариант имеет повышенную эффективность.
С дополнительными конденсаторами
Данный осциллятор для сварки менее распространён в силу относительной сложности: основную роль в нём играет пара-тройка дополнительных накопительных конденсаторов. Их заряжание производится силами отдельного блока питания, функционирующего ступенчато (разряд – заряд – разряд).
Суть работы устройства: в первую очередь накопленную энергию получает сварочная дуга, после чего выполняется отключение конденсаторов от основной схемы и их заряжание, но при разрыве дуги синхронизирующее устройство включает конденсаторы обратно в цепь, в результате чего успевшая накопиться энергия выбрасывается в воздушный зазор.
Принцип работы
Прибор не просто генерирует электрический импульс, он изменяет входящее напряжение, повышая его частоту и вольтаж. Весь этот процесс занимает секунду. Давайте подробнее остановимся на принципе работы осциллятора.
Сначала запускается электрическая цепь путем нажатия на кнопку горелки. Выпрямитель выравнивает поступающий ток, переводя его в однонаправленное состояние. Затем ток накапливается в конденсаторах. Впоследствии ток высвобождается и попадает в колебательный контур. Именно здесь повышается вольтаж. Если прибор предназначен для сварки аргоном, то одновременно открывается газовый клапан.
Образуется тот самый импульс, с виду напоминающий молнию. Он связывает конец электрода и поверхность свариваемого металла. К металлу предварительно подсоединяют кабель массы. Вот и все! Сварочный аппарат, включенный в эту цепь, позволяет сварить детали. А осциллятор сварочный (например, модель ОССД 300 или ОП 240, ОП 400) обеспечивает стабильное горение дуги.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
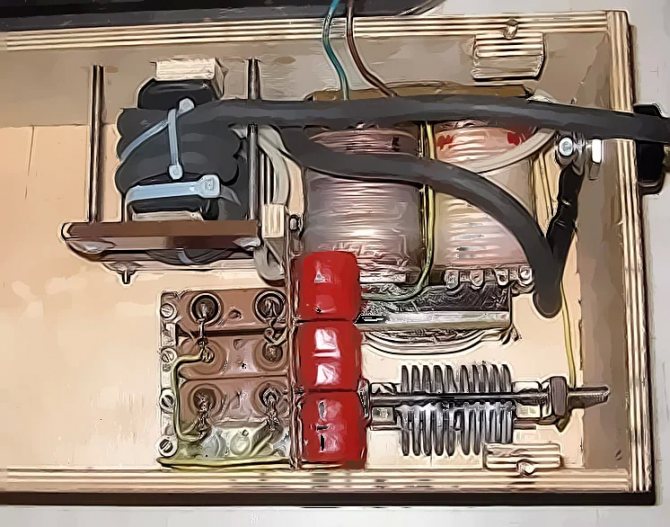
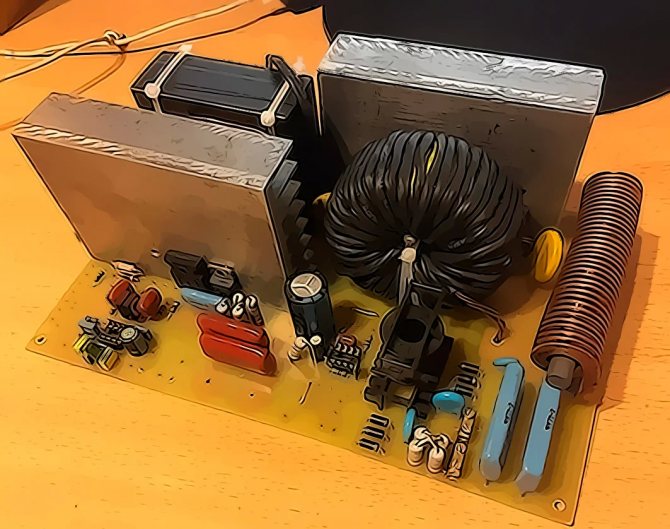
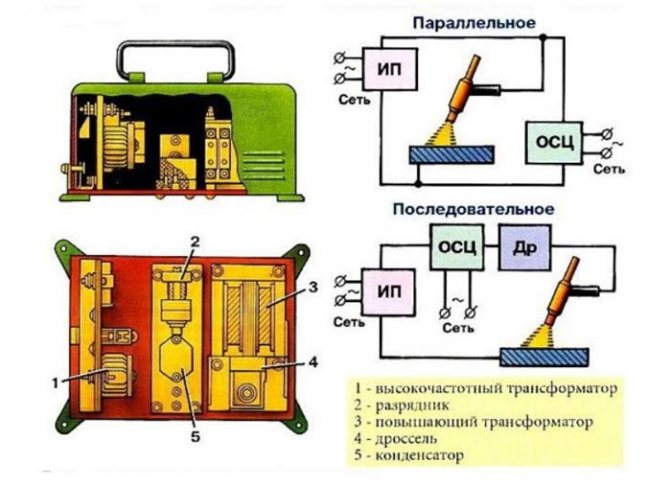
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
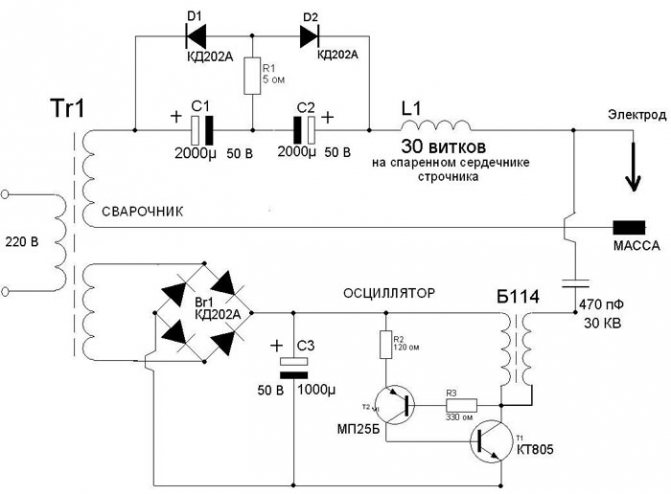
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.

Особенности
Существует несколько типов осцилляторов и все они применяются для конкретных задач. Но мы начнем с характеристик, которые объединяют все типы осцилляторов. Итак, все приборы способны преобразовывать ток до 5000В и повышать частоту до 500 кГц.
Теперь о различиях. Существует осциллятор для сварки алюминия или любого другого металла, который работает непрерывно. Благодаря непрерывному действию обеспечивается стабильное горение дуги. К этому типу относится большинство современных приборов, продающихся в магазине. Такой осциллятор следует подключать последовательно, чтобы избежать повышенного напряжения, из-за которого вы можете пострадать. Не забывайте соблюдать технику безопасности на рабочем месте. С помощью таких приборов можно вести сварку с использованием малого значения тока и легко разжигать дугу. Зачастую такой осциллятор устанавливают на сварочный инвертор или трансформатор, для работы с электродами с покрытием.
Читать также: Что должен знать инженер кипиа

Также есть осцилляторы для бесконтактного возбуждения дуги при сварке с использованием аргоновых аппаратов. Они отличаются тем, что имеют газовый клапан. Обычно сварку аргоном производят с помощью вольфрамовых электродов, которые могут часто тупиться при поджиге методом постукивания. Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
Пошаговое изготовление
Собрать осциллятор своими руками лучше всего с помощью опытного сварщика. При этом экономика тут проста: если варить придётся регулярно, оптимально купить сертифицированное изделие, а если буквально раз-два в год – дешевле сделать самому.
Для этого потребуются «обычные» дроссель (ферритовое кольцо с медным кабелем), готовый трансформатор, выключатель. Желателен индикатор замкнутости соединения (к примеру, МТХ-90).
Осциллятор для инвертора
Ввиду универсальности и широкого спектра возможностей инверторной и плазменной техники следует учесть особенности будущего применения сварочного осциллятора:
- целевое назначение: тип свариваемых сплавов и их толщина (поверьте, это имеет значение);
- требуемые параметры номинального тока и мощности – если они эксклюзивные (к примеру, достаточно высокие), электротехнические компоненты нужны будут недешёвые.
Для сборки прибора под инвертор своими руками следует не забыть следующее:
- обмотки трансформатора доводятся под требуемый ток – изменяется количество витков, сердечник дополнительно обматывается;
- устанавливается разрядник;
- цепь усиливается колебательным контуром, снабжённым одним или парой конденсаторов;
- после сборки выполняется проверка: кнопкой пуска активируется разрядник, который генерирует сварочную дугу.
Если прибор собран корректно, дугу будет легко зажечь, она будет отличаться высокой устойчивостью. Подробнее о том что такое дуговая сварка можете узнать перейдя по ссылке.
Осциллятор для плазмореза
Осциллятор для плазмореза своими руками собирается по известной схеме, но важно обратить внимание на конденсаторы. Наибольшим ресурсом и рабочей гибкостью считаются компоненты от люминесцентных ламп.
Как вариант можно включить в цепь не трансформатор, а умножитель напряжения – сняв его с телевизора, жидкокристаллического монитора или копировального аппарата.
Изоляцию важно обеспечить как можно более качественную – иначе ток высокой частоты «пробьёт» свою же обмотку. Для профилактики гудения рекомендуется обработать готовые намотки эпоксидкой.
Из микроволновки
Осциллятор своими руками можно собрать с помощью деталей из микроволновки. Основной компонент – трансформатор от СВЧ-печи, который станет силовым блоком. Он хорош возможностью создания целых 2,2 кВ – в безопасном режиме, в считанных десятках сантиметров от пользователей.
Нарастить с 2 кВ до 5-6 кВ можно с помощью добавляемых конденсаторов. Сердечник под высокочастотный трансформатор сгодится от устаревшего монитора.
Под первичную обмотку подходит медный кабель с толщиной 15 мм, под вторичную – с сечением до 50 мм2. Закрытие обмоток производится винилом и специальной трансформаторной бумагой.
Разрядники качественно получаются из обычных болтов и медных патрубков.
Клапан пуска аргона покупается готовым. Также в список покупок можно внести кнопку пуска вместе с её источником питания.
Как вариант применения подручных материалов можно взять части уже не микроволновки – а ненужного телевизора. Так, трансформатор ТДКС почти гарантированно будет в рабочем состоянии – он популярен для создания самодельной сварочной техники, поэтому его легко купить.
Схема которую автор демонстрирует на видео, вы можете скачать кликнув на картинку, и в открывшемся окне нажать правой кнопкой мыши и выбрать в пункт сохранить как.
Из катушки зажигания
Распространённость автомобильных катушек зажигания привела техническую мысль и к этой конструкции. Однако ввиду неполного сходства выходных характеристик с оптимальным уровнем всё же применять этот вариант не рекомендуется.
Катушка дополняется высоковольтным диодом и тиристорными сборками – для этого нужно владеть электротехникой. В ином случае дуга не будет гореть, а электробезопасность окажется под угрозой.
Будете ли Вы делать сами осциллятор
Да
33.33%
Нет
66.67%
Проголосовало: 3
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне. Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени. При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Схема работы
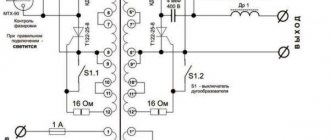
Схема осциллятора для сварки алюминия, включенного параллельно
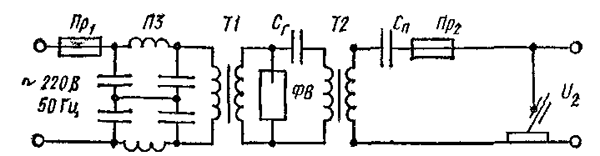
Схема осциллятора, включенного последовательно
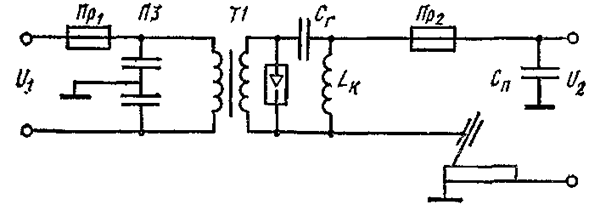
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Читать также: Использование динисторов в регуляторах мощности
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный — данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | — |
| Вес, кг | 6,5 | 16 | 20 | — |
Осциллятор для сварки алюминия своими руками
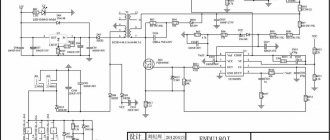
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Устройство
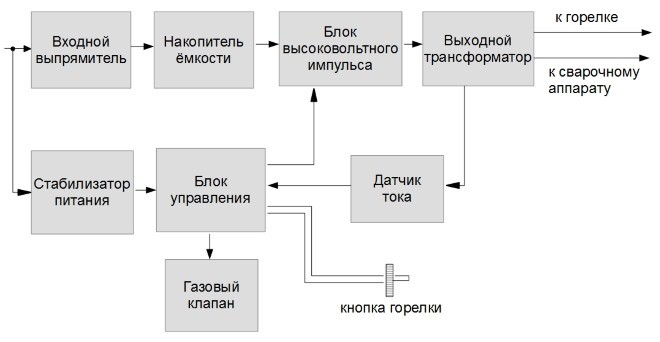
Принципиальная схема сварочного осциллятора предполагает наличие следующих блоков:
- Повышающего трансформатора, который преобразует первичные значения напряжения бытовой сети – 220 В, 60 Гц – в высокочастотные колебания частотой до 250 кГц, при одновременном повышении напряжения до 5…6 кВ.
- Искрового генератора затухающих колебаний, представляющего собой одноконтурный разрядник, контакты которого представляют собой эрозионно стойкие вольфрамовые электроды.
- Управляющей ветки, включающей в себя стабилизатор внешнего питания, пускорегулирующий блок и линию обратной связи с датчиком тока. При длительной работе потребуется ещё газовый клапан от перегрева осциллятора.
- Выходного трансформатора, которым ток повышенного напряжений и высокой частоты передаётся на контакты сварочного аппарата. Параллельно этот трансформатор соединяется с датчиком тока.
- Блока безопасности, защищающего сварщика и оборудование от недопустимого превышения силы тока или напряжения на дуге.
Устройство сварочного осциллятора зависит от интенсивности его применения и вида используемого сварочного аппарата. Так, для сварки алюминия, когда чаще используется постоянный ток и обратная полярность, более выгодным считается последовательное подключение, а для кратковременных операций, а также сварки нержавеющих сталей – параллельное. Соответственно, разной будет и схема.
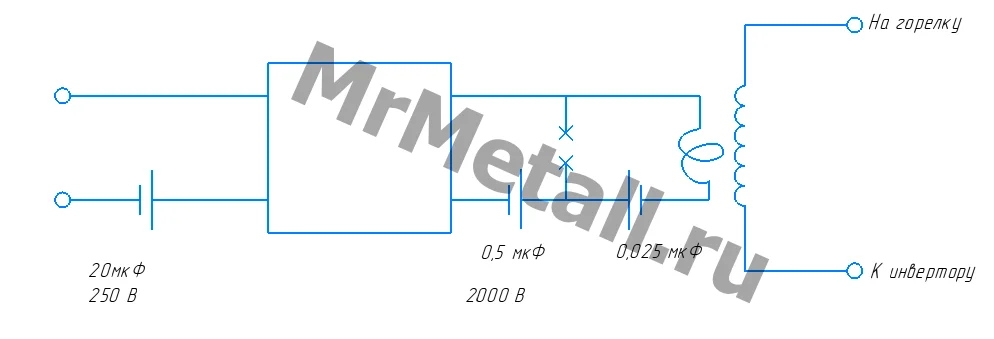
Сварочный осциллятор с последовательным подключением состоит из одного трансформатора. В его первичную обмотку включаются предохранитель и два сглаживающих конденсатора, а во вторичную – разрядник и колебательный контур (конденсатор + катушка индуктивности). Схема сварочного осциллятора с параллельным подключением сложнее: в ней должны быть два трансформатора. В первичной обмотке первого из них имеется двойной колебательный контур, а вторичная обмотка, вместе с параллельно подключенным разрядником составляет первичную обмотку второго, высокочастотного трансформатора, от которого и осуществляется питание дуги. Кроме сложности сборки и регулировки, параллельная схема требует специальной защиты от превышения допустимого напряжения.