Базовая комплектация любого оборудования предполагает набор обязательных функций, но часто для выполнения некоторых операций этого мало. Дополнительная оснастка расширяет возможности. Одним из видов таких приспособления является поворотный стол для фрезерного станка. Фиксируется он на основу главной конструкции и позволяет обрабатывать сложные фасонные детали. В зависимости от целей выбирается размер и марка поворотного стола. При этом важно учитывать совместимость оборудования. Хотя в большинстве случаев таких проблем не возникает, поскольку отраслевые стандарты максимально унифицированы и позволяют легко использовать изделия сторонних производителей.
Устройство поворотного стола

Не зависимо от класса и сложности изделия принципиальная схема работы у всех одинаковая. К базовым элементам устройства относятся:
- Основание. Аналог станины станка. Обязательно предусмотрена система крепления к станку.
- Планшайба. Поворотная часть устройства. В центре детали отверстие (прямое, но чаще конус Морзе). На рабочей плоскости Т-образные пазы для фиксации обрабатываемой заготовки или зажимного механизма. В современных моделях может использоваться оригинальная система закрепления детали. После установки заготовки планшайба обязательно надежно фиксируется в нужном положении.
- Управление. Планшайба может вращаться вокруг центральной оси с помощью механической рукоятки либо электродвигателем. Станки с ЧПУ и поворотные столы специальной конструкции в современном исполнении программируются.
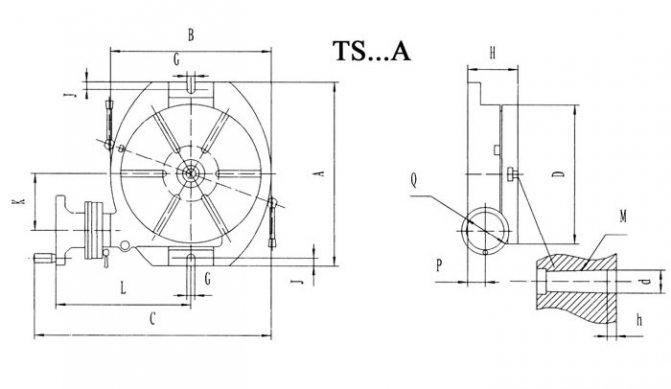
СТОЛЫ ПОВОРОТНЫЕ ГОРИЗОНТАЛЬНЫЕ TS (160-1250 мм).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТОЛОВ ПОВОРОТНЫХ ГОРИЗОНТАЛЬНЫХ TS:
| TS 160A | TS 200A | TS 250A | TS 320A | TS 400A | TS 500A | TS 630A | TS 800A | TS 1000A | TS 1250A | |
| Диаметр планшайбы, мм | Ø160 | Ø200 | Ø250 | Ø320 | Ø400 | Ø500 | Ø630 | Ø800 | Ø1000 | Ø1250 |
| Конусность центровочного отверстия | KM2 | KM3 | KM4 | KM5 | KM6 | — | ||||
| Диаметр отверстия, мм | Ø25х6 | Ø30х6 | Ø40х10 | Ø50х12 | Ø75х14 | |||||
| Ширина Т-паза, мм | 10 | 12 | 14 | 18 | 22 | |||||
| Углы схождении Т-пазов | 90° | 60° | 45° | |||||||
| Ширина паза крепления, мм | 12 | 14 | 18 | — | — | — | — | — | ||
| Модули червяка и червячной шестерни | 1.5 | 1.75 | 2 | 2.5 | 3.5 | 4.5 | 5.5 | 5 | ||
| Коэффициент передачи червячной передачи | 1:90 | 1:120 | 1:180 | |||||||
| Градуировка | 360° | |||||||||
| Поворот стола при одном повороте червяка | 4° (1′ деление) | 3° (1′ деление) | 2° | |||||||
| Минимальное значение шкалы | 10 « | |||||||||
| Точность показаний | 80″ | 60″ | 30″ | |||||||
| Максимальный вес заготовки, кг | 100 | 150 | 200 | 250 | 300 | 550 | 700 | 1250 | 2000 | 3000 |
| Вес, кг | 16.5 | 22.5 | 33.5 | 65 | 125 | 215 | 345 | 800 | 1300 | 1900 |
| ЦЕНА, руб. | 19 700 | 21 900 | 30 900 | 42 300 | 65 100 | 125 500 | 290 000 | 688 300 | ||
РАЗМЕРЫ СТОЛОВ ПОВОРОТНЫХ ГОРИЗОНТАЛЬНЫХ TS:
| TS160A | TS200A | TS250A | TS320A | TS400A | TS500A | TS630A | TS800A | TS1000A | TS1250A | |
| A | 260 | 290 | 330 | 410 | 530 | 640 | 820 | 1000 | 1170 | 1400 |
| B | 196 | 236 | 286 | 360 | 450 | 560 | 700 | 890 | 1080 | 1300 |
| C | 332 | 369 | 422 | 493 | 612 | 753 | 898 | 1080 | 1295 | 1420 |
| D | Ø160 | Ø200 | Ø250 | Ø320 | Ø400 | Ø500 | Ø630 | Ø800 | Ø1000 | Ø1250 |
| G | 12 | 14 | 18 | 22 | 22 | — | 22 | |||
| H | 75 | 80 | 90 | 110 | 140 | 158.5 | 160 | 215 | 250 | 283 |
| J | 12 | 14 | 18 | 22 | 30 | — | 30 | |||
| K | 76 | 91.25 | 102.5 | 128.5 | 180 | 230 | 295 | 364 | 364 | 487.5 |
| L | 194 | 211 | 241 | 273 | 337 | 393 | 468 | 535 | 654 | 690 |
| M | KM2 | KM3 | KM4 | KM5 | KM6 | — | ||||
| P | 27 | 27 | 30.5 | 44 | 60 | 65 | 68 | 76 | 106 | 116 |
| Q | 125 | 160 | 180 | 220 | 250 | |||||
| d | Ø25 | Ø30 | Ø40 | Ø50 | Ø75 | |||||
| h | 6 | 10 | 12 | 14 | ||||||
Принцип работы оснастки
Главной задачей поворотного стола является обработка деталей такими способами, которые невозможны на обычном фрезерном или токарном станке. Устройство позволяет реализовать достоинства вышеперечисленного оборудования. На токарном станке изготавливают детали в виде тела вращения. Невозможно оставить необработанной, часть заготовки выходящий за периметр резания, а необходимость такая есть. На фрезерном станке неподвижная деталь обрабатывается координатным векторам. Установив поворотный стол можно делать незаконченные тела вращения и растачивать отверстия, которые невозможно установить в токарный станок.
На видео показано, как работает автоматическай поворотный стол для 5ти координатного ЧПУ станка.
Достигается такой результат тем, что обрабатываемая деталь закреплена не на станине фрезерного станка, а в устройстве, которое дает возможность заготовке иметь ось вращения. Это и стало основным принципом работы поворотного стола. Программируемое оборудование позволяет изготавливать сложные по форме детали не на дорогих обрабатывающих центрах, а используя обычный фрезерный станок, но с этим замечательным приспособлением.
ДИСКИ ДЕЛИТЕЛЬНЫЕ DP для столов TS, TSL, TSK.
| В комплект делительных принадлежностей входят: делительные диски, ручка с фиксатором, болты, шайбы и секторы. Делительных дисков два — А и В. Количество частей деления и применяемость указаны в таблице. Этот комплект позволяет оператору точно разделить 360° поверхности заготовки на любое количество частей от 2 до 66, и на любое кратное 2, 3 и 5 количество частей от 67 до 132 без остатка точно и быстро. |
Применяемость дисков:
| Применяемость | Диски | ЦЕНА, руб. | |
| DP0 | TSL100 | 5 100 | |
| DP1 | TS160A, TS200A, TS250A, TS320A TSL160, TSL200, TSL250, TSL320 TSK250, TSK320 | A: 34, 37, 38, 39, 41, 43, 44, 50, 52, 56, 61 B: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 64 | 7 800 |
| DP2 | TS400A TSL400 TSK400 | A: 34, 37, 38, 39, 41, 43, 44, 50, 52, 56, 61 B: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 64 | 9 800 |
| DP3 | TS500A, TS630A, TS800A, TS1000A T13500B | A: 33, 34, 37, 38, 39, 41, 43, 44, 50, 52, 56, 61 B: 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 63, 64 | 14 800 |
Классификация оборудования
Принято разделять поворотные столы по нескольким параметрам. Во-первых, по рабочему положению. Оснастка может быть горизонтальной, вертикальной и универсальной, то есть работать ей можно в двух плоскостях.
Во-вторых, по габаритам. В расчет принимают размер планшайбы. Он может варьировать от ∅ 110 мм до ∅ 630 мм. Возможны столы других размеров, но это специальные изделия, выполненные под заказ или для определенных операций.
В-третьих, по способу регулировки и настройки. Оснастка может быть оснащена простой механической ручкой, приводом от главного станка и оборудована собственным электродвигателем.
И наконец, в-четвертых, поворотный стол с расширенным функционалом. Например, он может иметь не одну ось вращения, а две, вертикальную и горизонтальную.
Столы поворотные и принадлежности к ним (производство Россия).
| 5030 | СТОЛЫ ПОВОРОТНЫЕ ГОРИЗОНТАЛЬНЫЕ TS (160-1250 мм). | 5053 | ДИСКИ ДЕЛИТЕЛЬНЫЕ DP для столов TS, TSL, TSK. |
| 5030 | СТОЛЫ ПОВОРОТНЫЕ ГОРИЗОНТАЛЬНЫЕ TS (1600-2500 мм). | 5054 | ПАТРОНЫ ТОКАРНЫЕ PS3для закрепления на столах поворотных. |
| 5040 | СТОЛЫ ПОВОРОТНЫЕ ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНЫЕ TSL (100 — 800 мм). | 5055 | ФЛАНЦЫ ДЛЯ КРЕПЛЕНИЯ ПАТРОНОВ ТОКАРНЫХ FL на столах поворотных TS, TSL, TSK. |
| 5045 | СТОЛЫ ПОВОРОТНЫЕ ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНЫЕ T13500B Ø500 мм. | 5057 | БАБКА ЗАДНЯЯ РЕГУЛИРУЕМАЯ WZK. |
| 5050 | СТОЛЫ ПОВОРОТНЫЕ НАКЛОНЯЕМЫЕ TSK (160 — 400 мм). | 5059 | БАБКА ЗАДНЯЯ НЕРЕГУЛИРУЕМАЯ WZ и TSL400. |
| 6130 | СТОЛЫ ПОВОРОТНЫЕ ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНЫЕ TK13EL, с ЧПУ. | ||
| 5120 | СТОЛ ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ MG-2A с поворотным основанием. |
Эксплуатационные характеристики
Разнообразие моделей различных производителей открывает широкие возможности выбора конкретного изделия для решения четко поставленных целей. Специфика предприятия обуславливает характеристики устанавливаемого поворотного стола. Для эксклюзивной высокоточной работы выбирают модели проверенных компаний наивысшего класса точности. Допуски у такого оборудования минимальны и составляют:
- Угол поворота — 1 сек;
- Прямолинейность рабочей поверхности — 3,0 мкм;
- Торцевое биение планшайбы — 1,5 мкм;
Однако такие поворотные столы не дешевы и на практике нет необходимости использовать их в обычном производстве. Большинство устройств этой категории предлагаются по более доступным ценам, но вполне приемлемыми характеристиками:
- Угол поворота — 1 мин;
- Прямолинейность рабочей поверхности — 10-20 мкм;
- Торцевое биение планшайбы — 12-20 мкм;
Центральное отверстие, как правило, выполнено в виде конуса Морзе №3 либо №4. Универсальный способ эффективно центровать заготовку. Подобным образом используются конуса Морзе практически во всех металлообрабатывающих станках.
Стол поворотный круглый фрезерный 61П-17-000 (250 мм).
|
ЦЕНА СТОЛА ПОВОРОТНОГО 61П-17-000: |

Стол поворотный круглый фрезерный 61П-17-000 (250 мм) с ручным приводом спроектирован и изготовлен с учетом требований станкостроительной промышленности. Стол круглый фрезерный предназначен для установки и закрепления деталей при обработке их на металлорежущих станках. Стол поворотный состоит из корпуса, планшайбы, червячного колеса и червяка. Вращение стола 61П 17 000 (250 мм) осуществляется при помощи червячной пары вручную ручкой маховика.
Размеры поворотного круглого фрезерного стола 61П-17-000 (250 мм).
| Размер, мм | А | В | С | G | G1 | H | L | М | О | Вес, кг |
| 61П17-000 | 250 | 105 | 172 | 12Н9 | 12Н12 | 60 | 421 | 348 | 14 | 36 |
Класс точности стола — Н и П. Цена деления шкалы лимба — 1 мин. Цена деления шкалы планшайбы — 1градус.
Для каких работ используется поворотный стол

Область применения в металлообработке чрезвычайно обширна. Изготовление сложных деталей, таких как фланцы с креплениями, элементы корпусов механизмов. Эффективная обработка отверстий в деталях, которые невозможно правильно ориентировать в патроне токарного станка. Заготовки, с определенными угловыми расстояниями. Фрезерование пазов, уступов. Сверление отверстий, на одинаковом расстоянии от центра детали с точно заданным углом относительно друг друга. Очень разумно применять оснастку при мелко- и среднесерийном производстве.
Станки с ЧПУ и программируемые поворотные столы выполняют практически ту же работу, что и координатно-расточное оборудование и обрабатывающие центры.
Ограничения в обработке могут быть вызваны лишь размерами обрабатываемой детали. Вылет относительно точки фиксации регламентирован нормами и правилами работы. Чем крупнее деталь, тем больше должен быть диаметр планшайбы поворотного стола. Превышение рекомендованных значений недопустимо.
Порядок изготовления
Чтобы сделать работоспособный вакуумный стол своими руками, потребуется только найти заготовку соответствующего размера. Оборудование для этого у вас уже есть – это портальный фрезерный станок. Предлагаем рассмотреть самодельный вакуумный стол решетчатого типа как наиболее простой в изготовлении. В перспективе можно купить адаптер-плату и работать с полимерными матами VAC-MAT.

Проектирование и выбор заготовки
Чтобы сделать вакуумный стол для ЧПУ своими руками, чертежи придется разрабатывать самостоятельно, производитель станка вряд ли поделится ими. Однако основные размеры все же можно взять из каталогов. За образец можно взять любой из продуктов компании Witte Barskamp KG, которая изготавливает вакуумные столы для фрезерных станков с ЧПУ.
Они делают решетчатые плиты с шагом сетки 12,5 мм, шириной канавки 4 мм, толщиной 32,5, 38 и 48 мм. Ширина от края плиты до оси первой канавки составляет полшага (6,25 мм). Горизонтальные размеры можно выбирать произвольно, исходя из габаритов обрабатываемых деталей.
Производитель предлагает модульные плиты, однако владельцы фрезерных станков предпочитают делать цельные конструкции с несколькими вакуумными зонами (замкнутыми контурами).
В качестве самых бюджетных материалов используется фанера 16-20 мм или ламинированные листы ДСП. Если нет финансовых ограничений, можно приобрести текстолитовую или дюралевую плиту (Д16Т, Д16АТ) 8-12 мм.
Выравнивание заготовки
Первоначально заготовку для вакуумного стола ЧПУ необходимо сделать идеально плоской, чтобы впоследствии обрабатываемые детали не копировали неровности при зажатии. Для этого по обеим поверхностям нужно сделать 1-2 прохода чистовой спиральной фрезой диаметром 20 мм до полного касания.
Нарезка канавок
Канавки фрезеруют в соответствии с выбранной схемой. Ширина канавки должна соответствовать диаметру уплотняющего шнура, поэтому его лучше заказать заранее. Что касается глубины, то здесь придется экспериментировать: сделать глубину 2,5-2,7 мм, а затем при необходимости углубить. В зависимости от жесткости и пористости уплотнения сжимаются по-разному.
Нужно добиться, чтобы в рабочем состоянии шнур не выступал над рабочей поверхностью, при этом не было потерь вакуума.

Изготовление трассы
Для изготовления вакуумной трассы подойдет ПВХ-труба диаметром 25 или 32 мм, и если в штатном столе предусмотрены сквозные отверстия, патрубки подводятся через них снизу (к каждому контуру). Если рабочий стол сплошной, то вакуумную плиту придется делать из двух частей (в виде бутерброда), герметизировать стык и подавать трассу с торца.
На каждую ветвь вакуум-провода стоит установить шаровой вентиль, чтобы задействовать только те зоны, на которые попадает заготовка. Трасса соединяется в единый коллектор и подключается к вакуумному насосу.
Сверление отверстий
В плите необходимо сделать отверстия следующего назначения:
- Для подвода вакуума по 1 для каждой зоны — на пересечении канавок.
- Для крепления к штатному столу — по центрам выступающих квадратов. Количество отверстий нужно выбирать исходя из жесткости вакуумной плиты. Если она дюралевая, можно обойтись без сверления, а крепить только края. Отверстия должны быть потайными: чтобы гайка полностью утопала. Зажимной винт также не должен выступать над поверхностью.
- Для фиксации заготовки с торцов — по центрам квадратов. В эти отверстия нужно запрессовать гайки (снизу). В дюралевом столе просто нарезают резьбу. При обработке заготовки небольшой площади усилия прижатия часто бывает недостаточно для надежного удержания. Чтобы предотвратить сдвиг, ее фиксируют планками с пазовыми отверстиями.
Посмотреть конструкции дополнительного крепежа можно на сайтах производителей оснастки для станков.
Выбор насоса
Чтобы сделанный своими руками вакуумный стол работал не хуже «заводского», этому вопросу нужно уделить максимум внимания. Если сетка в плите сделана точно по образцу, достаточно посмотреть, какой насос рекомендует . В противном случае придется экспериментировать или заказывать расчет.
При выборе исполнения насоса стоит обратить внимание на вихревые воздуходувки. Это наиболее бюджетное оборудование, в котором кроме как подшипников нет других изнашивающихся элементов. Оно не требует обязательного отключения при достижении максимального разрежения, отличается компактностью и простотой в установке.
Один из важных этапов конструирования, который не был упомянут в статье, — это составление сметы расходов. Однако именно по окончании работы над сметой можно точно решить, попробовать собрать вакуумный стол для ЧПУ своими руками или же проще и выгоднее выйдет заказать готовое изделие.
Установка оснастки на станок
Трудностей при фиксации на опорной плите фрезерного станка не должно возникнуть. Свободно перемещаемые крепежные болты в Т-образных пазах подводиться к ответным отверстиям или пазам и закручиваются гайки. Операция проста, но немалый вес устройства требует осторожность при транспортировке. Ставиться поворотный стол на полностью очищенную от стружки мусора поверхность. Прилегание должно быть полным. Следующим этапом работы будет настройка оснастки. Операция требует знаний, опыта и квалификации.
Есть несколько способов правильно позиционировать поворотный стол. Несложная работа, где нет необходимости соблюдать точность до микрона допускает настройку без специального инструмента. На пробной заготовке делается касание фрезой, затем поворачивают стол на 180° и повторяют работу режущего инструмента да аналогичного значения. Замеряют допуски и отклонения и на необходимую величину корректируют. Гораздо сложнее настроить оборудование для высокоточной работы. Качественно ее сделать могут лишь квалифицированные мастера с помощью специального инструмента. Ставятся упоры и концевики. Тестируется пробный образец и если требования по точности соблюдены, то начинают работу. В техническом задании указано количество необходимых замеров. Ответственные детали проверяются все. При выпуске партии изделий, замерять можно не каждую, а через рекомендуемое количество штук.
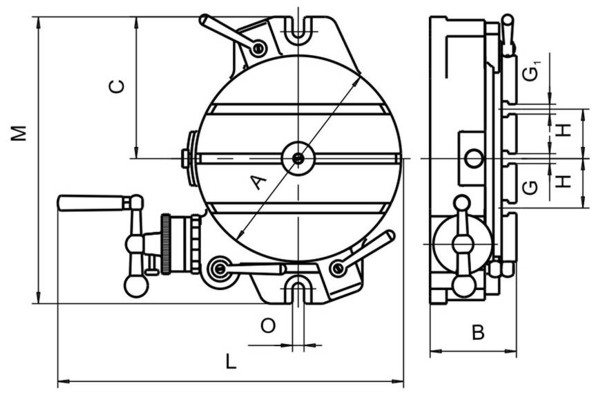
СТОЛЫ ПОВОРОТНЫЕ ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНЫЕ TSL (100 — 800 мм).
Столы поворотные горизонтально-вертикальные серии TSL предназначены для деления, кругового резания, установки углов, расточки, локальной обработки и подобной работы совместно с фрезерными станками. Этот тип столов специально предназначен для выполнения машинных операций с большими возможностями измерения, чем столы серии TS. Основание позволяет использовать столы и в вертикальном положении для проведения работ с использованием задней бабки.
ДОПОЛНИТЕЛЬНО (в комплект не входит) стол можно доукомплектовать:
- ТИП 5055. FL фланец для крепления спирального патрона.
- ТИП 5054. DК11 патрон спиральный.
- ТИП 5053. DP делительный диск, позволяющий оператору точно разделить окружность при вращении на 360°, в любых пропорциях и на любые углы.
- ТИП 5057. WZK бабка задняя.
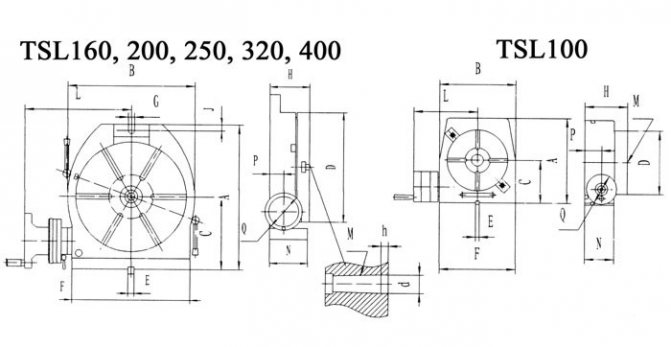
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТОЛОВ ПОВОРОТНЫХ ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНЫХ TSL:
| TSL100 | TSL160 | TSL200 | TSL250 | TSL320 | TSL400 | TSL800 | |
| Диаметр планшайбы, мм | Ø100 | Ø160 | Ø200 | Ø250 | Ø320 | Ø400 | Ø800 |
| Конусность центровочного отверстия | KM2 | KM3 | KM4 | KM6 | |||
| Диаметр отверстия, мм | Ø20х8 | Ø25х6 | Ø30х6 | Ø40х10 | Ø75×14 | ||
| Высота центра при вертикальном положении, мм | 70 | 125 | 150 | 170 | 210 | 260 | 500 |
| Ширина Т-паза, мм | 6 | 10 | 12 | 14 | 22 | ||
| Углы схождения Т-пазов | 90° | 60° | 45° | ||||
| Ширина паза крепления, мм | 10 | 12 | 14 | 18 | 22 | ||
| Модули червячной шестерни | 1 | 1.5 | 1.75 | 2 | 2.5 | 3.5 | 5.5 |
| Коэффициент передачи червячной передачи | 1:72 | 1:90 | 1:120 | ||||
| Градуировка | 360° | ||||||
| Шкала маховичка | 2′ | 1′ | |||||
| Минимальное значение шкалы | 10″ | ||||||
| Точность показаний | 120″ | 80″ | 60″ | ||||
| Макс. нагрузка на подшипник в горизонтальном положении, кг | 20 | 100 | 150 | 200 | 250 | 300 | 1500 |
| Макс. нагрузка на подшипник в вертикальном положении, кг | 10 | 50 | 75 | 100 | 125 | 150 | 750 |
| Вес, кг | 7 | 23 | 31.5 | 46 | 77 | 150 | 1150 |
| ЦЕНА на столы поворотные TSL, руб. | 27 100 | 30 900 | 37 300 | 47 100 | 61 700 | 85 000 | |
Преимущества и недостатки
Неудовлетворительная работа оснастки может быть обусловлена неправильным выбором модели, либо недостаточной квалификацией работника. Характеристики четко прописаны в сопроводительных документах и, как правило, гарантированны производителем. Отдельные случаи производственного брака решаются в индивидуальном порядке.
Достоинств же у поворотного стола предостаточно. Имея в арсенале такую оснастку можно освоить дополнительные виды работ или наладить выпуск новых изделий. Некоторые операции можно оптимизировать. Одним из вариантов применения поворотного стола является обработка сложных сварных конструкций. Часто обрабатываются они вручную. Времени уходит много, и качество оставляет желать лучшего. Настроив фрезерный станок с поворотным столом для подобной операции, геометрические размеры деталей становится на порядок точнее, а время на обработку сокращается многократно.
Окупаемость оснастки зависит от объемов производства и может варьировать в значительных пределах, но то, что предприятие выиграет в качестве выпускаемых изделий, сомнению не подлежит.
ПАТРОНЫ ТОКАРНЫЕ PS3 для закрепления на столах поворотных.
Патроны укомплектованы прямыми и обратными калеными кулачками, ключом и болтами для крепления. Для установки на столы необходимы переходные фланцы ТИП 5055 FL.
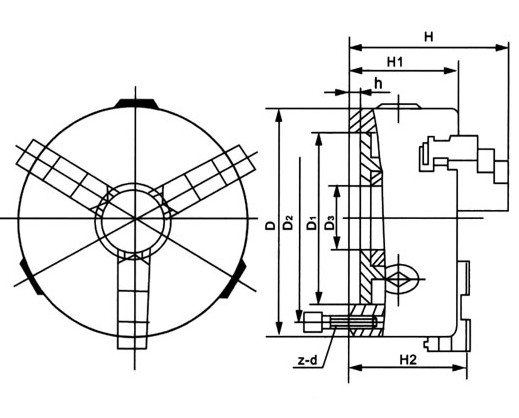
| Обозначение | D,мм | D1,мм | D2,мм | D3,мм | H,мм | H1,мм | h,мм | z-d | Макс. диам.зажима прям./обр., мм | Ммакс. допуст.обороты, об./мин. | Вес,кг | Цена, руб. |
| DK11-80 (PS3-80) | 80 | 56 | 67 | 16 | 66,5 | 50 | 4 | 3-М6 | 22/63 | 4 000 | 1,9 | 6 900 |
| DK11-100 (PS3-100) | 100 | 70 | 83 | 22 | 74,5 | 55 | 3 | 3-М8 | 30/80 | 3 500 | 3,2 | |
| DK11-125 (PS3-125) | 125 | 95 | 108 | 30 | 84,5 | 58 | 4 | 3-М8 | 40/110 | 3 000 | 5,0 | 9 300 |
| DK11-160 (PS3-160) | 160 | 125 | 140 | 45 | 94 | 65 | 5 | 6-М10 | 55/145 | 2 500 | 8,8 | 14 100 |
| DK11-200 (PS3-200) | 200 | 160 | 176 | 65 | 109 | 75 | 5 | 6-М10 | 85/200 | 2 000 | 15,5 | 21 900 |
| DK11-250 (PS3-250) | 250 | 200 | 224 | 80 | 120 | 80 | 5 | 6-М12 | 110/250 | 1 600 | 27,5 | 24 500 |
| DK11-315 (PS3-315) | 315 | 260 | 286 | 100 | 156,5 | 90 | 6 | 6-М16 | 140/315 | 1 200 | 47,5 | 44 300 |
| DK11-400 (PS3-400) | 400 | 330 | 362 | 130 | 173,5 | 100 | 6 | 6-М16 | 210/400 | 1 000 | 85,0 | 70 600 |
ФЛАНЦЫ ДЛЯ КРЕПЛЕНИЯ ПАТРОНОВ ТОКАРНЫХ FL на столах поворотных TS, TSL, TSK.
| Фланцы переходные FL предназначены для закрепления патронов токарных на столах поворотных TS, TSL, TSK. |
Соответствие диаметра патронов токарных фланцам:
| Фланец | FL100 | FL160 | FL200 | FL250 | FL320 | FL400 | FL500 |
| Диаметр планшайбы, мм | 100 | 160 | 200 | 250 | 320 | 400 | 500 |
| ПатроныDK или PS | DK11-80 PS3-80 | DK11-125 PS3-125 | DK11-160 PS3-160 | DK11-200 PS3-200 | DK11-250 PS3-250 | DK11-315 PS3-315 | DK11-400 PS3-400 |
| Диаметр патрона, мм | 80 | 125 | 160 | 200 | 250 | 315 | 400 |
| ЦЕНА, руб. | 2 900 | 3 900 | 4 500 | 6 900 | 10 900 | 12 200 | 15 500 |
Особенности координатного стола для станка
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
Самодельный координатный стол
Приводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.
Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
Координатный стол с механической фиксацией
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
- специальный разъём для инструментов;
- привод охлаждения;
- привод смазки;
- нейтрализацию вредных газов и испарений;
- привод удаления пыли и стружки.
Особенности несущей конструкции
Исполнение координатных установок для фрезерного и сверлильного станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с ЧПУ, так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.
Механизмы для передачи движения
Заводские и самодельные координатные мини-площадки приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.
Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.
Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.
Высокая стоимость один из минусов данной передачи
Дополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.
Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:
- линейного двигателя;
- сервоусилителя.
Сервоусилитель
Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Стол поворотный для фрезерных станков: разновидности и цена оборудования
Поворотные столы любого типа для фрезерного станка являются одним из главных элементов для металлообрабатывающей установки. Они играют важную роль в конструкционной жесткости агрегата, поскольку стол можно назвать главным оборудованием для фрезерования.
Функция любой плоскости поворотного механизма работающего при помощи ручного управлениия или с ЧПУ, сводится к удобному для обработки расположению на ней фрезерных изделий. Чем больше площадь устройства для станка, тем практичней и удобней выполняется работа. Какова же цена такого удобного приспособления и на что обратить внимание при его выборе и покупке?